一种凡士林纱布包装设备的制作方法
1.本实用新型属于包装设备技术领域,具体涉及一种凡士林纱布包装设备。
背景技术:
2.凡士林纱布是由脱脂的无菌纱布和凡士林组成,凡士林纱布具有杀菌、抑菌、润肤和润滑的作用,其主要用于创面的覆盖、引流、填塞、止血等方面,另外还可以作为耳炎的填塞物,对于烧伤、烫伤、皮肤感染也可以用凡士林纱布进行包裹,能够起到预防感染的作用。
3.目前的凡士林纱布通常是由人工将纱布基材浸入熔融状态的凡士林之后,再进行包装成型,生产效率低下且难以保证卫生。
4.在专利文献1中公开了一种凡士林纱布片制造设备。包括纱布轮和凡士林槽,所述纱布轮上套有纱布卷,所述纱布轮位于凡士林槽左侧,凡士林槽底部设有转辊,凡士林槽右侧设有一对牵引辊,牵引辊右侧设有切刀,凡士林槽下方设有加热器。本实用新型结构简单,操作方便,纱布从凡士林槽一侧进入,另一侧出来,通过在凡士林槽下方设置加热器,使得凡士林成为熔融状态,能够充分的对纱布进行涂抹和浸泡。
5.在专利文献2公开了一种医用纱布自动化生产线,其包括机架,从机架的输入端至输出端依次布设进料机构、折叠机构、切断机构和凡士林浸染机构,所述进料机构将纱布从纱布卷展开并传送至折叠机构,所述折叠机构使纱布形成局部折叠状态,所述切断机构将折叠后的纱布定时切片,所述凡士林浸染机构对纱布片涂抹凡士林且先后经过热风机和冷风机将纱布片定型。
6.上述专利文献1、2对凡士林的纱布生产设备进行了一定的改进,但是,仍存在不足,对于多层包装的凡士林纱布产品无法进行生产加工,同时实际生产过程中的产品成型质量较差,难以满足需求。
7.专利文献1 cn203270291u;
8.专利文献2 cn210596613u。
技术实现要素:
9.本实用新型是为了避免现有技术存在的不足之处,提供了一种具有离合功能的凡士林纱布包装设备。
10.本实用新型解决技术问题采用如下技术方案:一种凡士林纱布包装设备,包括:机架,包括上下设置的安装架体与底架体;
11.浸液机构,设置在机架上,所述浸液机构包括纱布放卷组件、储液组件、压调组件、纱布牵引组件,纱布基材由纱布放卷组件进行放卷并依次通过储液组件、压调组件与纱布牵引组件,所述储液组件用以容纳凡士林并对凡士林进行加热,所述压调组件用以调节纱布基材浸入储液组件的深度,所述纱布牵引组件用以将浸润凡士林的纱布基材引出;
12.纸膜放卷机构,两个所述纸膜放卷机构分别设置在底架体与安装架体上,所述纸膜放卷机构用以对纸膜基材进行上下两侧的同时放卷;
13.包装膜放卷机构,设置在底架体上,所述包装膜放卷机构用以对包装膜基材进行上下两侧的同时放卷;
14.对折机构,所述对折机构设置在底架体上且位于包装膜放卷机构与浸液机构之间,所述对折机构包括引导组件与对折组件,所述纸膜基材与纱布基材同时进入引导组件内且纱布基材位于两个纸膜基材之间,所述对折机构用以对纱布基材与纸膜基材进行对折并送入两个包装膜基材之间构成半成品;
15.热封机构,所述热封机构包括活动底座与设置在活动底座上的横封热压模与纵封热压模,所述横封热压模对半成品进行横向的热封,所述纵封热压模对半成品进行纵向的热封;
16.裁切机构,所述裁切机构用以对经过热封机构的半成品进行裁切。
17.在一个实施例中,纱布放卷组件包括纱布放卷辊与多个导向辊,所述纱布放卷辊设置在安装架体上,所述导向辊依次设置在安装架体与底架体上。
18.在一个实施例中,储液组件包括储液槽与加热板,所述储液槽埋入设置在底架体上,所述储液槽底部设置有中空夹层,所述加热板设置在中空夹层内。
19.在一个实施例中,压调组件包括调节板、锁紧件与导辊,所述调节板竖直的伸入储液槽内且通过锁紧件与底架体进行连接,所述导辊设置在调节板尾端,所述调节板顶端延其长度方向的设置有一调节孔,所述锁紧件与调节孔相配合。
20.在一个实施例中,纱布牵引组件包括牵引座与两个加热辊,两个所述加热辊对称的设置在牵引座上。
21.在一个实施例中,对折机构包括固定板以及设置在固定板上的第一导向辊组、第二导向辊组、对折板以及对折气缸,所述对折板设置在第一导向辊组下方且位于第二导向辊组的进料端一侧,所述对折气缸与对折板相连接并带动对折板向第二导向辊组的方向运动。
22.在一个实施例中,第一导向辊组包括相对设置的纱布牵引辊、以及相对设置的切辊,所述切辊设置在纱布牵引辊的正下方。
23.在一个实施例中,导向辊包括安装板与设置在安装板一端的辊体,所述安装板另一端与机架之间为可拆卸连接。
24.在一个实施例中,纸膜放卷机构包括纸膜放卷辊,所述包装膜放卷机构包括包装膜放卷辊。
25.在一个实施例中,本凡士林纱布包装设备还包括两个中间牵引机构,两个所述中间牵引机构分别设置在热封机构的相对两侧,所述中间牵引机构包括固定座、转轴以及设置在转轴上的牵引辊体,所述转轴设置在两个固定座之间且可转动。
26.本实用新型实现了多层凡士林纱布的全自动浸润、牵引、复合、热封以及裁切生产过程,提高了生产效率;由浸液机构实现对纱布基材的完全、无死角的浸润过程,且便于调节;由多个放卷机构与牵引机构相配合,实现了多层之间的相互牵引复合过程,并由对折机构对产品进行循环的对折过程,提高产品质量。
附图说明
27.本文所描述的附图仅用于所选择实施例的阐述目的,而不代表所有可能的实施方
式,且不应认为是本实用新型的范围的限制。
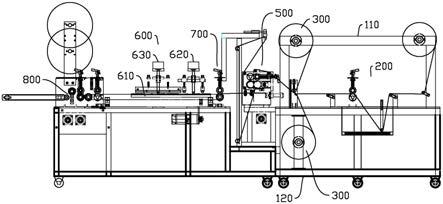
28.图1示意性地示出了根据本实用新型实施例的凡士林纱布包装设备的整体侧视结构;
29.图2示意性地示出了根据本实用新型实施例的凡士林纱布包装设备的整体俯视结构;
30.图3示意性地示出了图1中的对折机构处的局部放大结构;
31.图4示意性地示出了图1中的浸液机构处的局部放大结构;
具体实施方式
32.下面,参照附图详细描述本实用新型的实施例,为使本实用新型实施例的目的、技术方案和优点更加清楚,下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本实用新型一部分实施例,而不是全部的实施例。
33.因此,以下对结合附图提供的本实用新型的实施例的详细描述并非旨在限制要求保护的本实用新型的范围,而是仅仅表示本实用新型的选定实施例,基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
34.本文使用的术语旨在解释实施例,并且不旨在限制和/或限定本实用新型。需要理解的是,术语“前”、“后”、“左”、“右”、“上”、“下”等指示的方位或位置关系为基于附图所示的方位或位置关系,或者是该实用新型产品使用时惯常摆放的方位或位置关系,或者是本领域技术人员惯常理解的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
35.下面,参照图1至图4,详细描述根据本实用新型的优选实施方式。
36.实施例1
37.本凡士林纱布包装设备,主要包括机架以及相应的设置在机架上的浸液机构200、纸膜放卷机构300、包装膜放卷机构400、对折机构500、热封机构600、中间牵引机构700以及裁切机构800,机架由上下设置的安装架体110与底架体120构成,安装架体110仅设置在底架体120一侧的部分上方位置,配合纸膜放卷机构进行使用,两个所述纸膜放卷机构300分别设置在底架体120与安装架体110上,所述纸膜放卷机构300用以对纸膜基材20进行上下两侧的同时放卷,包装膜放卷机构400,设置在底架体120上,所述包装膜放卷机构400用以对包装膜基材30进行上下两侧的同时放卷,具体的,由浸液机构200对纱布基材10进行熔融凡士林的浸润,再由纸膜放卷机构300放出纸膜基材对纱布基材进行两面的复合,再由对折机构500对其进行具有间隔的对折过程,再配合包装膜放卷机构400在其两面复合包装膜基材30,随后进入热封机构600进行热封过程,形成半成品,最后由裁切机构800对经过热封机构600的半成品进行裁切,完成产品的生产,且其中由中间牵引机构700实现不间断的牵引过程。
38.具体的,浸液机构200包括纱布放卷组件210、储液组件220、压调组件230、纱布牵引组件240,纱布基材10由纱布放卷组件210进行放卷并依次通过储液组件220、压调组件
230与纱布牵引组件240,所述储液组件220用以容纳凡士林并对凡士林进行加热,所述压调组件230用以调节纱布基材10浸入储液组件220的深度,所述纱布牵引组件240用以将浸润凡士林的纱布基材10在加热状态下引出至下一机构。
39.纱布放卷组件210包括纱布放卷辊211与多个导向辊,所述纱布放卷辊211设置在安装架体110上,所述导向辊依次设置在安装架体110与底架体120上,且导向辊包括安装板212与设置在安装板212一端的辊体213,所述安装板212另一端与机架之间为可拆卸连接,如采用螺栓进行连接,如此可以调节其倾斜角度,继而调节纱布基材的放卷张力,纱布基材由纱布放卷辊放出之后,依次经过两个导向辊,再进入储液组件内进行浸润。
40.储液组件220包括储液槽221与加热板222,所述储液槽221埋入设置在底架体120上,所述储液槽221底部设置有中空夹层2211,所述加热板222设置在中空夹层2211内,加热板222采用常规的电热板即可,实现加热效果。
41.压调组件230包括调节板231、锁紧件232与导辊233,所述调节板231竖直的伸入储液槽221内且通过锁紧件232与底架体120进行连接,所述导辊233设置在调节板231尾端,所述调节板231顶端延其长度方向的设置有一调节孔,所述锁紧件232与调节孔相配合,锁紧件在此采用螺栓,通过升降调节板的位置,即可调节纱布基材浸入储液槽的深度。
42.纱布牵引组件240包括牵引座241与两个加热辊242,两个所述加热辊242对称的设置在牵引座241上,加热辊242内部具电阻丝进行发热,保持凡士林在纱布基材上的熔融状态,便于后续纸膜基材的加入复合。
43.对折机构500设置在底架体120上且位于包装膜放卷机构400与浸液机构200之间,所述对折机构500包括引导组件560与对折组件,所述纸膜基材20与纱布基材10同时进入引导组件560内且纱布基材10位于两个纸膜基材20之间,所述对折机构500用以对纱布基材10与纸膜基材20进行对折并送入两个包装膜基材30之间构成半成品。
44.引导组件560同样由固定板与其上的导辊构成,起到引导基材进入对折机构的作用,由此其实位于对折机构500的前侧位置的。
45.对折机构500包括固定板510以及设置在固定板510上的第一导向辊组520、第二导向辊组530、对折板540以及对折气缸550,所述对折板540设置在第一导向辊组520下方且位于第二导向辊组530的进料端一侧,所述对折气缸550与对折板540相连接并带动对折板540向第二导向辊组530的方向运动。
46.第一导向辊组520包括相对设置的纱布牵引辊521、以及相对设置的切辊522,所述切辊522设置在纱布牵引辊521的正下方,由切辊522在纵向位置对基材进行平均切断,分切成两段,且基材进入第一导向辊组之后,其行进方向是变为竖直向下的下垂过程。
47.其中,第二导向辊组530包括四个呈矩形四角分布的导向辊,由上方的两个导向辊对来自上方的包装膜基材进行牵引,由下方的两个导向辊对来自下方的包装膜基材进行牵引。
48.其中,对折板540是呈l状的结构,一个折边与对折气缸550进行固定,另一个折边则是与基材下垂的方向垂直,由此可以将基材翻折之后丁汝第二导向辊组530内,并由两侧的包装膜基材进行包覆牵引输送。
49.同时,在固定板510上还可以固定设置一个导向板560,导向板560具有一倾斜的一个折边,该折边延伸至基材位置且与对折板相对应,由此进一步便于基材的对折成型。
50.具体的,两个所述中间牵引机构700分别设置在热封机构600的相对两侧,所述中间牵引机构700包括固定座710、转轴720以及设置在转轴720上的两个牵引辊体730,所述转轴720设置在两个固定座710之间且可转动,由其实现不间断的牵引过程。
51.且,热封机构600包括活动底座610与设置在活动底座610上的横封热压模620与纵封热压模630,所述横封热压模对半成品进行横向的热封,所述纵封热压模630对半成品进行纵向的热封,活动底座610由电机驱动,可随基材的前进方向进行相同速度的前进,即在热压时,可以夹持在基材上并随基材向前运动,由此实现不停机的热压过程,通过横封与纵封的热压,实现口字型的包装产品的热压成型。
52.其中,需要说明的是,其中的放卷机构通常采用放卷辊进行卷材的放卷,例如纸膜放卷机构300采用的是纸膜放卷辊,包装膜放卷机构400采用的是包装膜放卷辊。
53.需要注意的是,在本实用新型中,零部件之间未说明的连接方式均采用领域内常用的连接方式即可。
54.本实用新型的范围并非由上述描述的实施方式来限定,而是由所附的权利要求书及其等价物来限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1