一种预铺式抗紫外线高分子自粘防水卷材的制作方法
1.本发明涉及防水卷材技术领域,尤其涉及一种预铺式抗紫外线高分子自粘防水卷材。
背景技术:
2.防水卷材是指将沥青类或高分子类防水材料浸渍在胎体上,制作成的防水材料产品,以卷材形式提供,称为防水卷材。防水卷材主要是用于建筑墙体、屋面、以及隧道、公路、垃圾填埋场等处,起到抵御外界雨水、地下水渗漏的一种可卷曲成卷状的柔性建材产品,作为工程基础与建筑物之间无渗漏连接,是整个工程防水的第一道屏障,对整个工程起着至关重要的作用,产品主要有沥青防水卷材和高分子防水卷材。
3.现有的收卷设备在收卷过程中,不能对输送滚筒之间的间隙进行调节,长时间使用的磨损会导致滚筒之间的间隙变大,卷材表面受力不均匀,容易出现褶皱,无法很好的起到输送的作用,而且无法对不同规格的卷材进行输送收卷,并且无法对收卷的规格进行指示,会出现收卷的卷材成品在规格上产生混淆的情况。
技术实现要素:
4.本发明的目的在于提供一种预铺式抗紫外线高分子自粘防水卷材,解决的技术问题包括:
5.本发明中,在基体片材层的上下表面均设置有抗老化层、粘合层和防护层,可防止太阳光紫外线对防水卷材的损害,避免开裂的问题出现,而且浇上混凝土后可以与混凝土更好的粘结在一起,而且减缓防水卷材的老化速度,延长了整体的使用寿命,增强了防水卷材的抗拉性能,不容易出现形变,防水效果更好,并且在使用时不需要辨别正反面再进行使用,便于使用者对防水卷材的取用和收卷等操作;
6.本发明使用过程中,通过设置的电机二、电机一、上输送机构、下输送机构、液压缸一和收卷机构配合使用,便于对卷材进行收卷,而且通过液压缸一对上输送机构和下输送机构之间的间隙进行调整,可以对不同厚度的卷材进行收卷,由于设置的定位板,上输送机构和下输送机构的位置不会出现偏差,保证了匀速输送卷材,而且卷材的外表面的受力均匀,不会出现卷材外表面起褶皱的问题,收卷效果更好;
7.通过设置的减震机构,使得收卷辊上最外层的半成品卷材与上输送机构和下输送机构之间运输的半成品卷材所处的高度不会有太大差距,避免出现随着收卷辊外表面上收卷的半成品卷材越来越多,会对半成品卷材的拉力增加,而且半成品卷材的外表面可能会被片材通过栅格刮伤的问题。
8.通过设置的定量辊和截断机构,最外层的卷材与定量辊相接触时,对收卷的规格进行指示,说明已经到了本批次生产指定的卷材成品规格,使得收卷辊的外表面上每次收卷的卷材长度都保证相同,同一批次收卷的的卷材成品规格相同,避免出现不同规格混淆的问题;
9.通过设置的伸缩杆、滑块二和收卷辊配合使用,对收卷完成的卷材成品方便收取,便于拆卸安装,更换新的收卷辊,提高了收卷效率。
10.本发明的目的可以通过以下技术方案实现:
11.一种预铺式抗紫外线高分子自粘防水卷材,包括基体片材层、抗老化层、粘合层和防护层,所述基体片材层的上下表面均设置有抗老化层,所述抗老化层远离基体片材层的外表面上设置有粘合层,所述粘合层远离抗老化层的外表面上设置有防护层;
12.所述基体片材层采用高分子聚乙烯材质,所述抗老化层包含以下重量份原料:二甲基硅橡胶15-65份、阻燃剂10-20份、防老剂5-10份和环氧树脂25-35份,所述粘合层采用sbs型热熔胶,所述防护层包含以下重量份原料:嵌段共聚聚丙烯40-50份、丙烯酸树脂50-60份、抗氧化剂1-3份和紫外线吸收剂2-5份;
13.该防水卷材通过下述步骤制备得到:
14.步骤一、将嵌段共聚聚丙烯和丙烯酸树脂加入反应釜中,充分搅拌混合后加入抗氧化剂和紫外线吸收剂,在175-180℃条件下剪切20-40min,制得防护层混合料,然后加入挤出机中挤出,再经过成型机制得片材,得到防护层成品;
15.步骤二、将基体片材层展开,两面分别均匀刷涂粘接剂,然后将抗老化层粘附在基体片材层的两面,在抗老化层远离基体片材层的外表面上均匀刷涂粘接剂,将粘合层粘附在抗老化层的外表面上,最后在粘合层远离抗老化层的外表面上均匀刷涂粘接剂,将防护层粘附在粘合层的外表面上,最后一次粘附后进行辊压,制得半成品卷材;
16.步骤三、将半成品卷材进行烘干和剪裁,然后加入到收卷设备中进行收卷,将半成品卷材一端先穿过进料板和固定架至收卷辊的外表面上,启动液压缸一,推动升降板向上抬升,直至上输送机构和下输送机构分别与半成品卷材的上下表面相接触,然后启动电机二,带动收卷辊进行转动,同时启动电机一,带动其中一个转轴一转动,通过皮带带动另外两个转轴一做同速转动,将半成品卷材收卷在收卷辊的外表面,直至最外侧的半成品卷材的外表面与定量辊相接触,关闭电机二和电机一,启动液压缸二,向下推动截断刀板,直至截断刀板插至两个限位块之间的间隙中,将半成品卷材进行截断,继续启动电机二和电机一将半成品卷材收卷操作完成,然后启动伸缩杆,推动滑块二向远离固定架的方向移动,进而带动收卷辊向远离固定架的方向移动,直至固定座一脱离收卷箱体,将收卷完成的收卷辊取下,即得防水卷材成品。
17.作为本发明进一步的方案:紫外线吸收剂为uv-770,抗氧化剂为1010,防老剂为aw66,粘接剂为环氧树脂。
18.作为本发明进一步的方案:该收卷设备包含收卷机构、滑块一、固定架、支撑板、电机一、截断机构和进料板,所述收卷机构位于固定架的一侧,所述收卷机构靠近固定架的一侧安装有滑块一,所述固定架上设置有与滑块一相适配的滑槽一,所述固定架远离收卷机构的一侧安装有进料板,所述进料板的一端贯穿至固定架的内部,所述进料板为中空结构,所述固定架的后端安装有支撑板和电机一,所述电机一位于支撑板的上端靠近中间的位置,所述固定架靠近收卷机构的一侧内壁上靠近中间的位置安装有液压缸一,所述固定架前后两端内壁之间安装有上输送机构、下输送机构和升降板,所述下输送机构位于上输送机构和升降板之间,所述上输送机构位于升降板的上方,所述升降板的下端与液压缸一的输出端之间安装有铰板,所述铰板与升降板转动连接,所述固定架的上端远离收卷机构的
一侧安装有截断机构,所述收卷机构的下端安装有减震机构,所述收卷机构包含收卷箱体、固定座一、收卷辊、定量辊、滑块二、伸缩杆、电机二和滑板,所述收卷箱体的上端安装有固定座一和收卷辊,所述固定座一的数量为两个,所述收卷辊位于两个固定座一之间,且所述收卷辊的两端均贯穿至固定座一的内部,所述固定座一的下端设置有滑板,所述收卷箱体的上表面设置有与滑板相适配的滑轨一,所述收卷箱体的后端靠近上方的位置安装有滑块二和伸缩杆,所述滑块二位于伸缩杆的一侧,所述滑块二远离收卷箱体的一端安装有底板和电机二,所述电机二位于底板的上端,所述电机二的输出端贯穿至固定座一的内部与收卷辊相连接,所述收卷箱体的后端外表面上设置有与滑块二相适配的滑轨二,所述滑块二通过滑轨二与收卷箱体滑动连接,所述收卷箱体的内部靠近前后端的位置对称设置有固定座二,两个固定座之间安装有定量辊,所述固定架和收卷箱体相邻的侧板上均设置有片材通过栅格,所述减震机构包含活动板、固定板、套筒和连接柱,所述活动板位于固定板的上方,所述活动板的内部设置有若干个套筒,所述活动板和固定板之间安装有若干个连接柱,若干个套筒和连接柱分别呈阵列排布,所述套筒的内部设置有与连接柱相适配的通槽,所述连接柱的上端延伸至通槽的内部,所述连接柱的外表面上套接有弹簧。
19.作为本发明进一步的方案:所述上输送机构和下输送机构的数量均为三个,所述上输送机构包含上板、转筒一和转轴一,下输送机构包含下板、转筒二、转轴二和定位板,所述上板和下板的截面均呈u型结构,所述上板的两侧内壁之间安装有转筒一和转轴一,所述转筒一位于转轴一的外表面上,所述转轴一的一端贯穿至上板的内部,所述转轴一的另一端延伸至上板的外部,所述转轴一的另一端上套接有皮带轮,其中一个所述转轴一的另一端与电机一的输出端相连接,所述下板的两侧内壁之间安装有转筒二和转轴二,所述转筒二位于转轴二的外表面上,所述转轴二的两端均贯穿至下板的内部,所述下板的上端对称安装有定位板,所述上板的下表面设置有与定位板相适配的通孔,所述定位板的上端延伸至通孔的内部。
20.作为本发明进一步的方案:所述截断机构包含截断支架、液压缸二、截断刀板、限位块和承重板,所述液压缸二位于截断支架的上端靠近中间的位置,截断支架的两侧内壁之间安装有截断刀板、限位块和承重板,所述截断刀板位于限位块和承重板的上方,所述限位块位于承重板的上端,所述截断刀板的两端均贯穿至截断支架的内部,所述截断支架上设置有截断刀板相适配的滑轨三,所述限位块的横截面呈四分之一圆形,所述限位块的数量为两个,两个限位块与截断刀板为配合构件。
21.本发明的有益效果:
22.本发明中,在基体片材层的上下表面均设置有抗老化层、粘合层和防护层,可防止太阳光紫外线对防水卷材的损害,避免开裂的问题出现,而且浇上混凝土后可以与混凝土更好的粘结在一起,而且减缓防水卷材的老化速度,延长了整体的使用寿命,增强了防水卷材的抗拉性能,不容易出现形变,防水效果更好,并且在使用时不需要辨别正反面再进行使用,便于使用者对防水卷材的取用和收卷等操作;
23.本发明使用过程中,通过设置的电机二、电机一、上输送机构、下输送机构、液压缸一和收卷机构配合使用,便于对卷材进行收卷,而且通过液压缸一对上输送机构和下输送机构之间的间隙进行调整,可以对不同厚度的卷材进行收卷,由于设置的定位板,上输送机构和下输送机构的位置不会出现偏差,保证了匀速输送卷材,而且卷材的外表面的受力均
匀,不会出现卷材外表面起褶皱的问题,收卷效果更好;
24.通过设置的减震机构,使得收卷辊上最外层的半成品卷材与上输送机构和下输送机构之间运输的半成品卷材所处的高度不会有太大差距,避免出现随着收卷辊外表面上收卷的半成品卷材越来越多,会对半成品卷材的拉力增加,而且半成品卷材的外表面可能会被片材通过栅格刮伤的问题。
25.通过设置的定量辊和截断机构,最外层的卷材与定量辊相接触时,对收卷的规格进行指示,说明已经到了本批次生产指定的卷材成品规格,使得收卷辊的外表面上每次收卷的卷材长度都保证相同,同一批次收卷的的卷材成品规格相同,避免出现不同规格混淆的问题;
26.通过设置的伸缩杆、滑块二和收卷辊配合使用,对收卷完成的卷材成品方便收取,便于拆卸安装,更换新的收卷辊,提高了收卷效率。
附图说明
27.为了便于本领域技术人员理解,下面结合附图对本发明作进一步的说明。
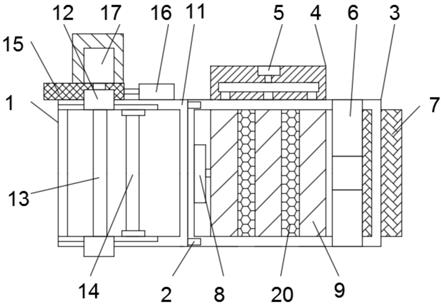
28.图1为本发明中收卷机构的俯视图;
29.图2为本发明中固定机构一的侧视图;
30.图3为本发明中固定机构二的侧视图;
31.图4为本发明中固定机构二的主视图;
32.图5为本发明中切割机构和切割水刀的侧视连接示意图。
33.图中:1、收卷机构;2、滑块一;3、固定架;4、支撑板;5、电机一;6、截断机构;7、进料板;8、液压缸一;9、上输送机构;20、升降板;11、收卷箱体;12、固定座一;13、收卷辊;14、定量辊;15、滑块二;16、伸缩杆;17、电机二;18、滑板;31、活动板;32、固定板;33、套筒;34、连接柱;21、铰板;91、上板;92、转筒一;93、转轴一;10、下板;101、转筒二;102、转轴二;103、定位板;61、液压缸二;62、截断刀板;63、限位块;64、承重板。
具体实施方式
34.下面将结合实施例对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
35.如图1-5所示,一种预铺式抗紫外线高分子自粘防水卷材,包括基体片材层、抗老化层、粘合层和防护层,所述基体片材层的上下表面均设置有抗老化层,所述抗老化层远离基体片材层的外表面上设置有粘合层,所述粘合层远离抗老化层的外表面上设置有防护层;
36.所述基体片材层采用高分子聚乙烯材质,所述抗老化层包含以下重量份原料:二甲基硅橡胶15-65份、阻燃剂10-20份、防老剂5-10份和环氧树脂25-35份,所述粘合层采用sbs型热熔胶,所述防护层包含以下重量份原料:嵌段共聚聚丙烯40-50份、丙烯酸树脂50-60份、抗氧化剂1-3份和紫外线吸收剂2-5份;
37.该防水卷材通过下述步骤制备得到:
38.步骤一、将嵌段共聚聚丙烯和丙烯酸树脂加入反应釜中,充分搅拌混合后加入抗氧化剂和紫外线吸收剂,在175-180℃条件下剪切20-40min,制得防护层混合料,然后加入挤出机中挤出,再经过成型机制得片材,得到防护层成品;
39.步骤二、将基体片材层展开,两面分别均匀刷涂粘接剂,然后将抗老化层粘附在基体片材层的两面,在抗老化层远离基体片材层的外表面上均匀刷涂粘接剂,将粘合层粘附在抗老化层的外表面上,最后在粘合层远离抗老化层的外表面上均匀刷涂粘接剂,将防护层粘附在粘合层的外表面上,最后一次粘附后进行辊压,制得半成品卷材;
40.步骤三、将半成品卷材进行烘干和剪裁,然后加入到收卷设备中进行收卷,将半成品卷材一端先穿过进料板7和固定架3至收卷辊13的外表面上,启动液压缸一8,推动升降板20向上抬升,直至上输送机构9和下输送机构分别与半成品卷材的上下表面相接触,然后启动电机二17,带动收卷辊13进行转动,同时启动电机一5,带动其中一个转轴一93转动,通过皮带带动另外两个转轴一93做同速转动,将半成品卷材收卷在收卷辊13的外表面,直至最外侧的半成品卷材的外表面与定量辊14相接触,关闭电机二17和电机一5,启动液压缸二61,向下推动截断刀板62,直至截断刀板62插至两个限位块63之间的间隙中,将半成品卷材进行截断,继续启动电机二17和电机一5将半成品卷材收卷操作完成,然后启动伸缩杆16,推动滑块二15向远离固定架3的方向移动,进而带动收卷辊13向远离固定架3的方向移动,直至固定座一12脱离收卷箱体11,将收卷完成的收卷辊13取下,即得防水卷材成品。
41.紫外线吸收剂为uv-770,抗氧化剂为1010,防老剂为aw66,粘接剂为环氧树脂。
42.该收卷设备包含收卷机构1、滑块一2、固定架3、支撑板4、电机一5、截断机构6和进料板7,所述收卷机构1位于固定架3的一侧,所述收卷机构1靠近固定架3的一侧安装有滑块一2,所述固定架3上设置有与滑块一2相适配的滑槽一,所述固定架3远离收卷机构1的一侧安装有进料板7,所述进料板7的一端贯穿至固定架3的内部,所述进料板7为中空结构,所述固定架3的后端安装有支撑板4和电机一5,所述电机一5位于支撑板4的上端靠近中间的位置,所述固定架3靠近收卷机构1的一侧内壁上靠近中间的位置安装有液压缸一8,所述固定架3前后两端内壁之间安装有上输送机构9、下输送机构和升降板20,所述下输送机构位于上输送机构9和升降板20之间,所述上输送机构9位于升降板20的上方,所述升降板20的下端与液压缸一8的输出端之间安装有铰板21,所述铰板21与升降板20转动连接,所述固定架3的上端远离收卷机构1的一侧安装有截断机构6,所述收卷机构1的下端安装有减震机构,所述收卷机构1包含收卷箱体11、固定座一12、收卷辊13、定量辊14、滑块二15、伸缩杆16、电机二17和滑板18,所述收卷箱体11的上端安装有固定座一12和收卷辊13,所述固定座一12的数量为两个,所述收卷辊13位于两个固定座一12之间,且所述收卷辊13的两端均贯穿至固定座一12的内部,所述固定座一12的下端设置有滑板18,所述收卷箱体11的上表面设置有与滑板18相适配的滑轨一,所述收卷箱体11的后端靠近上方的位置安装有滑块二15和伸缩杆16,所述滑块二15位于伸缩杆16的一侧,所述滑块二15远离收卷箱体11的一端安装有底板和电机二17,所述电机二17位于底板的上端,所述电机二17的输出端贯穿至固定座一12的内部与收卷辊13相连接,所述收卷箱体11的后端外表面上设置有与滑块二15相适配的滑轨二,所述滑块二15通过滑轨二与收卷箱体11滑动连接,所述收卷箱体11的内部靠近前后端的位置对称设置有固定座二,两个固定座之间安装有定量辊14,所述固定架3和收卷箱体11相邻的侧板上均设置有片材通过栅格,所述减震机构包含活动板31、固定板32、套筒33
和连接柱34,所述活动板31位于固定板32的上方,所述活动板31的内部设置有若干个套筒33,所述活动板31和固定板32之间安装有若干个连接柱34,若干个套筒33和连接柱34分别呈阵列排布,所述套筒33的内部设置有与连接柱34相适配的通槽,所述连接柱34的上端延伸至通槽的内部,所述连接柱34的外表面上套接有弹簧。
43.所述上输送机构9和下输送机构的数量均为三个,所述上输送机构9包含上板91、转筒一92和转轴一93,下输送机构包含下板10、转筒二101、转轴二102和定位板103,所述上板91和下板10的截面均呈u型结构,所述上板91的两侧内壁之间安装有转筒一92和转轴一93,所述转筒一92位于转轴一93的外表面上,所述转轴一93的一端贯穿至上板91的内部,所述转轴一93的另一端延伸至上板91的外部,所述转轴一93的另一端上套接有皮带轮,其中一个所述转轴一93的另一端与电机一5的输出端相连接,所述下板10的两侧内壁之间安装有转筒二101和转轴二102,所述转筒二101位于转轴二102的外表面上,所述转轴二102的两端均贯穿至下板10的内部,所述下板10的上端对称安装有定位板103,所述上板91的下表面设置有与定位板103相适配的通孔,所述定位板103的上端延伸至通孔的内部。
44.所述截断机构6包含截断支架、液压缸二61、截断刀板62、限位块63和承重板64,所述液压缸二61位于截断支架的上端靠近中间的位置,截断支架的两侧内壁之间安装有截断刀板62、限位块63和承重板64,所述截断刀板62位于限位块63和承重板64的上方,所述限位块63位于承重板64的上端,所述截断刀板62的两端均贯穿至截断支架的内部,所述截断支架上设置有截断刀板62相适配的滑轨三,所述限位块63的横截面呈四分之一圆形,所述限位块63的数量为两个,两个限位块63与截断刀板62为配合构件。
45.该收卷设备的工作原理:
46.将半成品卷材一端先穿过进料板7的内部、固定架3和收卷箱体11相邻的侧板上均设置的片材通过栅格至收卷辊13的外表面上,启动液压缸一8,推动升降板20向上抬升,直至上输送机构9和下输送机构分别与半成品卷材的上下表面相接触,然后启动电机二17,带动收卷辊13进行转动,同时启动电机一5,带动其中一个转轴一93转动,三个转轴一93上设置的皮带轮上安装有同一个皮带,通过皮带带动另外两个转轴一93做同速转动,将半成品卷材收卷在收卷辊13的外表面,直至最外侧的半成品卷材的外表面与定量辊14相接触,关闭电机二17和电机一5,启动液压缸二61,向下推动截断刀板62,直至截断刀板62插至两个限位块63之间的间隙中,将半成品卷材进行截断,继续启动电机二17和电机一5将半成品卷材收卷操作完成,然后启动伸缩杆16,推动滑块二15向远离固定架3的方向移动,进而带动收卷辊13向远离固定架3的方向移动,直至固定座一12脱离收卷箱体11,将收卷完成的收卷辊13取下,即得防水卷材成品,在收卷过程中,随着收卷辊13外表面上收卷的半成品卷材越来越多,对减震机构的压力也随之增大,连接柱34在通槽的内部向上滑动,同时压缩弹簧的长度,使得最外层的半成品卷材与上输送机构9和下输送机构之间运输的半成品卷材所处的高度不会有太大差距,以避免出现随着收卷辊13外表面上收卷的半成品卷材越来越多,会对半成品卷材的拉力增加,而且半成品卷材的外表面可能会被片材通过栅格刮伤的问题。
47.在本发明的描述中,需要理解的是,术语“上”、“下”、“左”、“右”等指示方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以及特定的方位构造和操作,因此,不能
理解为对本发明的限制。此外,“第一”、“第二”仅由于描述目的,且不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。因此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者多个该特征。本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
48.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”“相连”“连接”等应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接连接,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
49.以上公开的本发明优选实施例只是用于帮助阐述本发明。优选实施例并没有详尽叙述所有的细节,也不限制该发明仅为所述的具体实施方式。显然,根据本说明书的内容,可作很多的修改和变化。本说明书选取并具体描述这些实施例,是为了更好地解释本发明的原理和实际应用,从而使所属技术领域技术人员能很好地理解和利用本发明。本发明仅受权利要求书及其全部范围和等效物的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1