自动化整列堆叠系统及其堆叠方法与流程
1.本发明与自动化设备有关;特别是指一种自动化整列堆叠系统及其堆叠方法。
背景技术:
2.近年来许多厂房陆续导入自动化设备来进行生产,以降低人力的负担,且所述自动化设备相较于人工生产能有效降低生产不良率。
3.已知大多的自动化设备包含有一输送机以及一整列机,所述输送机用来将多个制品朝所述整列机方向递送,借由所述整列机对所述多个制品进行排齐,其中所述整列机上设有一止挡板,所述止挡板提供各所述制品靠抵,防止各所述制品进入所述整列机而摔出。
4.由于现有自动化设备并无减速机制,当所述输送机与所述整列机配合不当,在递送过程中,两个相邻的制品间容易产生推挤碰撞,可能导致所述多个制品产生损毁,甚至造成制品摔出所述输送机,影响生产良率;而且所述输送机的递送速度太快,让所述多个制品进入所述整列机而无法有效堆叠,使得机械手臂仅能自动夹取单一制品进行搬移,反而降低工作效率。
技术实现要素:
5.有鉴于此,本发明的目的在于提供一种自动化整列堆叠系统及其堆叠方法,其设计减速功能,使物件能在整列机上进行堆叠,让物件在递送过程更为顺畅,进而提高工作效率。
6.缘以达成上述目的,本发明提供的一种自动化整列堆叠系统,包括一输送单元、一整列单元、一侦测单元以及一夹取单元。所述输送单元包括一输送带,所述输送带用以递送一物件;所述整列单元连接所述输送单元,所述物件由所述输送单元进入所述整列单元,所述整列单元供所述物件暂置,且所述整列单元定义有一预定位置;所述侦测单元用以侦测所述整列单元上的所述物件,当所述物件抵达所述预定位置时,所述侦测单元控制所述输送带减速,以降缓所述物件递往所述整列单元的速度;所述夹取单元设于所述整列单元的一侧,所述夹取单元用以夹取所述整列单元中的所述物件,并将所述物件搬运至一集料载台放置,使所述集料载台上堆叠有多个物件。
7.本发明又提供一种自动化整列堆叠方法,包括下列步骤:
8.步骤a,以一输送带将一物件往一整列单元方向递送,所述整列单元上定义有一预定位置,当所述物件抵达所述预定位置时,控制所述输送带减速以降缓所述物件递往所述整列单元的速度;
9.步骤b,将进入所述整列单元的所述物件移送至一集料载台;以及
10.步骤c,重复上述步骤,使所述集料载台上堆叠有多个物件。
11.本发明的效果在于,所述侦测单元能侦测所述物件进入所述整列单元的位置,以控制所述输送单元的递送速度,适当地拉开两个相邻物件之间的间距,防止所述多个物件互相碰撞,让物件在递送过程更为顺畅,达到提高工作效率的目的。
附图说明
12.图1为本发明一优选实施例的自动化整列堆叠系统的结构侧视图。
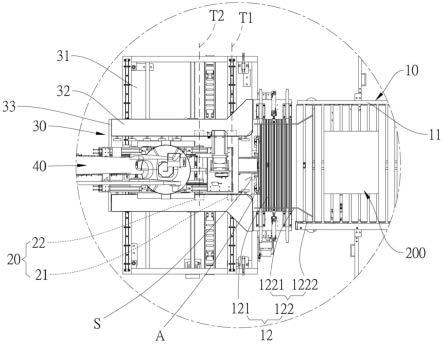
13.图2为上述优选实施例的自动化整列堆叠系统的俯视图。
14.图3是为图2的局部放大图。
15.图4为本发明另一优选实施例的自动化整列堆叠方法的流程图。
16.图5为本发明第一优选实施例的自动化整列堆叠方法的堆叠动作图(一),揭示所述第一物件进入所述整列单元。
17.图6为本发明第一优选实施例的自动化整列堆叠方法的堆叠动作图(二),揭示所述夹取单元将所述第一物件向上夹取。
18.图7为本发明第一优选实施例的自动化整列堆叠方法的堆叠动作图(三),揭示所述第二物件进入所述整列单元
19.图8为本发明第一优选实施例的自动化整列堆叠方法的堆叠动作图(四),揭示所述夹取单元将所述第一物件对应堆叠在所述第二物件上。
20.图9为本发明第一优选实施例的自动化整列堆叠方法的堆叠动作图(五),揭示所述夹取单元同时夹取堆叠的所述第一物件与所述第二物件。
具体实施方式
21.为能更清楚地说明本发明,兹举优选实施例并配合附图详细说明如后。请参考图1至图3,本发明一优选实施例提供一种自动化整列堆叠系统100,包括一输送单元10、一侦测单元20、一整列单元30以及一夹取单元40。
22.所述输送单元10包括有一输送带11以及一导正部12,所述输送带11用以递送一物件200,其中所述输送带11将所述物件200往所述导正部12方向递送,所述导正部12对所述物件200进行导正排列;本实施例所述物件200以两个为示范说明,其中所述输送带11递送的所述多个物件200包括一第一物件210及一第二物件220,所述第一物件210与所述第二物件220的体积及正投影轮廓大致相同,所述输送带11为橡胶材质,所述输送带11的材质具有止滑效用,能稳定地递送所述第一物件210与所述第二物件220;如图2及图3所示,所述导正部12包括多个滚柱121以及两个侧板122,所述多个滚柱121转动设于所述输送带11的一端,所述两个侧板122分别设于所述多个滚柱121的两侧,其中各所述侧板122具有一汇集段1221以及一导正段1222,所述两个汇集段1221相对平行地位于所述多个滚柱121的两侧,所述两个导正段1222个别自各所述汇集段1221的一端而朝所述输送带11外扩伸出。
23.如此一来,当所述第一物件210及所述第二物件220分别进入所述导正部12时,会先受到所述导正段1222的导引而获得导正作用,此时所述多个滚柱121的转动能将所述第一物件210与所述第二物件220由所述导正段1222移至所述汇集段1221,而所述汇集段1221的左右限制能让所述第一物件210与所述第二物件220以平整的方式被递送。于其他实施例中,所述滚柱121只要至少一个即可。在其他实施例中,所述输送单元10可省略设置所述导正部12,只要所述输送带11能够递送所述物件200即可。
24.所述整列单元30连接所述输送单元10,所述物件200由所述输送单元10进入所述整列单元30,所述整列单元30供所述物件200暂置。如图2及图3所示,所述整列单元30包括一承载台31以及两个夹座32,所述承载台31连接所述导正部12,所述两个夹座32相对设于
所述承载台31上方,所述两个夹座32一侧具有一进料口a,且所述两个夹座32之间形成一暂置区域s,所述进料口a的开口方向朝所述输送单元10,所述暂置区域s连通所述进料口a,所述暂置区域s供各所述物件200暂置,且所述整列单元30包括两个止挡板33,所述两个止挡板33分别远离所述进料口a设于所述两个夹座32的末端,避免所述物件200进入所述暂置区域s而摔出;由于所述两个夹座32能活动夹固各所述物件200的左右两侧面,使各所述物件200定位在所述暂置区域s中,在本实施例中,所述整列单元30定义有一预定位置t1以及一暂停位置t2,所述预定位置t1位于所述暂置区域s且靠近所述进料口a,所述暂停位置t2位于所述暂置区域s,所述暂停位置t2远离所述进料口a位于所述预定位置t1的一侧。
25.所述侦测单元20用以侦测所述整列单元30上的所述物件200,当所述物件200抵达所述预定位置t1时,所述侦测单元20控制所述输送单元10的输送带11减速,以降缓所述物件200递往所述整列单元30的速度。如图1及图3所示,所述侦测单元20包括有一减速侦测器21以及一停止侦测器22,所述减速侦测器21对应所述预定位置t1设于所述两个夹座32,所述停止侦测器22则对应所述暂停位置t2设于所述两个夹座32。当所述减速侦测器21侦测所述物件200进入所述进料口a且抵达所述预定位置t1时,所述减速侦测器21将控制所述输送单元10的输送带11减速,接着当所述停止侦测器22侦测所述物件200抵达所述暂停位置t2时,所述停止侦测器22将控制所述输送带11停止运送。在本实施例中,所述减速侦测器21与所述停止侦测器22分别可为光学侦测器或磁性侦测器。
26.进一步说明,当所述第一物件210进入所述进料口a且抵达所述预定位置t1时,所述减速侦测器21能够侦测第一物件210进入所述整列单元30,此时所述减速侦测器21将控制所述输送带11减速,以降缓所述第二物件220递往所述整列单元30;当前述第一物件210持续移动且抵达所述暂停位置t2时,所述停止侦测器22能够侦测前述第一物件210,并将暂停所述输送带11的递送,让所述第二物件220停止在所述输送单元10,而前述第一物件210被所述两个夹座32夹固,使前述第一物件210定位在所述暂置区域s中;之后当前述第一物件210移出所述暂置区域s时,所述停止侦测器22则侦测前述第一物件210离开所述暂停位置t2,并重新启动所述输送带11;如此,借由所述侦测单元20来调变递送速度,能适当地拉开进入所述整列单元30的第一物件210与尚未进入所述整列单元30的第二物件220之间的间距,防止所述多个物件200产生碰撞,让所述多个物件200在递送过程更加运畅。
27.所述夹取单元40设于所述整列单元30的一侧,所述夹取单元40用以夹取所述整列单元30中的所述多个物件200,并将所述物件200搬运至一集料载台50放置,使所述集料载台50上堆叠有多个物件200。在本实施例中,所述夹取单元40为一机械手臂41,所述机械手臂41设有两个夹板42以夹取位于所述整列单元30中的所述物件200。
28.以下说明以上述自动化整列堆叠系统100来实现的自动化整列堆叠方法。请参考图4,所述自动化整列堆叠方法包括下列步骤:
29.步骤a,以所述输送带11将所述物件200往所述整列单元30方向递送,所述整列单元30上定义有所述预定位置t1以及所述暂停位置t2,当所述物件200抵达所述预定位置t1时,控制所述输送带11减速以降缓所述物件200递往所述整列单元30的速度。在本实施例中,所述整列单元30以所述减速侦测器21侦测所述物件200,并控制所述输送带11减速,之后当所述物件200抵达所述暂停位置t2时,所述整列单元30以所述停止侦测器22侦测所述物件200,并控制所述输送带11停止运送,使所述物件200暂置于所述暂置区域s中。
30.步骤b,将进入所述整列单元30的所述物件200移送至一集料载台50。
31.步骤c,重复上述步骤,使所述集料载台50上堆叠有多个物件200。
32.请参考图5至图9,是本发明第一优选实施例所提供的自动化整列堆叠方法,在所述步骤b中,所述物件200进入所述整列单元30借由所述夹取单元40的夹取,而使多个物件200堆叠在所述整列单元30的承载台31上。具体说明,当所述第一物件210暂置在所述整列单元30时(参考图5),所述夹取单元40能侦测所述第一物件210的位置,并借由所述两个夹板42夹固所述第一物件210的两侧,并将所述第一物件210向上夹取以离开所述承载台31(参考图6),如此一来,所述第二物件220即可接续被所述输送单元10往所述整列单元30方向递送;接着请参考图7及图8,当所述第二物件220进入所述整列单元30时,所述夹取单元40的机械手臂41能够侦测所述第二物件220的位置,并将所述第一物件210对应叠置在所述第二物件220上方,让所述第一物件210与所述第二物件220堆叠在一起;最后请参考图4及图9,借由所述夹取单元40同时夹取堆叠的所述第一物件210与所述第二物件220,再将两者共同搬运至所述集料载台50放置。
33.借由本发明的设计,所述侦测单元20能侦测所述物件200进入所述整列单元30的位置,以调变所述输送单元10的递送速度,在本实施例中,所述侦测单元20设计有所述减速侦测器21以及所述停止侦测器22,使所述物件200在进入所述整列单元30的进料口a的过程,所述减速侦测器21先提供所述输送带11减速,之后所述物件200完全进入所述整列单元30,所述停止侦测器22则暂停所述输送带11的递送,适当地拉开两个相邻物件200之间的间距,防止所述多个物件200产生碰撞,让物件200在递送过程更为顺畅,且各所述物件200进入所述整列单元30能堆叠在一起,使得所述夹取单元40能一次夹取多个堆叠的物件200,并将堆叠的物件200共同搬运至所述集料载台50放置,借以节省所述夹取单元40的运作时间,达到提高工作效率的目的。
34.以上所述仅为本发明优选可行实施例而已,举凡应用本发明说明书及申请专利范围所为的等效变化,理应包含在本发明的专利范围内。
35.附图标记说明
36.[本发明]
[0037]
100:自动化整列堆叠系统
[0038]
200:物件
[0039]
210:第一物件
[0040]
220:第二物件
[0041]
10:输送单元
[0042]
11:输送带
[0043]
12:导正部
[0044]
121:滚柱
[0045]
122:侧板
[0046]
1221:汇集段
[0047]
1222:导正段
[0048]
20:侦测单元
[0049]
21:减速侦测器
[0050]
22:停止侦测器
[0051]
30:整列单元
[0052]
31:承载台
[0053]
32:夹座
[0054]
33:挡板
[0055]
40:夹取单元
[0056]
41:机械手臂
[0057]
42:夹板
[0058]
50:集料载台
[0059]
a~c:步骤
[0060]
t1:预定位置
[0061]
t2:暂停位置
[0062]
a:进料口
[0063]
s:暂置区域
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1