一种LCD平面靶材的下料装置系统及方法与流程
一种lcd平面靶材的下料装置系统及方法
技术领域
1.本发明属于光伏组件技术领域,尤其涉及一种lcd平面靶材的下料装置系统及方法。
背景技术:
2.以液晶显示器(liquid crystal display,lcd)为首的各类新型平板显示器件飞速发展,lcd的构造是在两片平行的玻璃基板当中放置液晶盒,下基板玻璃上设置薄膜晶体管,上基板玻璃上设置彩色滤光片,通过薄膜晶体管上的信号与电压改变来控制液晶分子的转动方向,从而达到控制每个像素点偏振光出射与否而达到显示目的。
3.一般而言,各企业为了降低成本,纵观lcd的发展历程,不难发现,增大玻璃基板尺寸、减少掩模版数量、提升基台产能和产品良率以及就近采购原材料等方式,是众多lcd生产企业不断努力的方向。玻璃基板是生产tft-lcd的重要原材料,其成本约占lcd总成本的15-18%,从第一代线(300mm
×
400mm)发展到如今的第十代线(2,850mm
×
3,050mm),才经历了短短的二十年时间。然而,由于lcd用玻璃基板对化学组成、性能以及生产工艺条件都要求极高,同时为了突破垄断,生产企业上游原材料本地化配套、大幅度降低制造成本也是行业发展的必经之路。
4.由此可见,lcd平面靶材作为液晶显示器的上游产品,兼具尺寸较大和材质易碎的特点。因此,如何在保证产品质量的前提下提升效率成为了难点。
5.lcd靶材背板抛光技术一直使用手动升降液压车配合人力搬运下料,产品的生产制造率很低,且手动升降液压车稳定性差,作业时危险系数较高。此发明通过自动化流水线配合自动下料模组,以下料模组的托臂托起产品送往下料小车,以此提高靶材抛光周转率、人工效率和人员产品安全率,此发明能有效的解决上述问题。
技术实现要素:
6.针对现有技术使用手动升降液压车配合人力搬运下料,效率低,劳动力消耗较大,且无法保证产品在下料时不受伤害等问题,本发明提出了提供一种lcd平面靶材下料的装置系统及方法,能够提升平面靶材下料的效率和安全性,同时提升系统的一体化和自动化程度。
7.为达此目的,本发明采用以下技术方案:
8.第一方面,本发明提供了一种lcd平面靶材下料的装置系统,包括设置有预下料区的自动化流水线、下料传输装置和用于从所述预下料区托起物料并输送至所述下料传输装置的下料模组。
9.优选地,所述自动化流水线为滚筒式流水线。
10.优选地,所述下料模组包括底部与lcd平面靶材运行方向垂直的至少两个托臂。
11.优选地,至少两个托臂通过连接杆连接设置。
12.优选地,所述连接杆与所述托臂垂直设置。
13.优选地,所述托臂末端的承重杆与托臂主体垂直。
14.优选地,所述承重杆的尺寸为(5-10)cm
×
(10-20)cm,例如可以是5cm
×
10cm、5cm
×
12cm、5cm
×
15cm、5cm
×
20cm、7cm
×
10cm、10cm
×
10cm、10cm
×
15cm或10cm
×
20cm,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
15.优选地,所述下料模组包括顶部可沿与lcd平面靶材运行方向平行方向移动的行轨。
16.优选地,所述行轨包括平行设置的至少两根行轨杆。
17.优选地,所述下料模组包括连接托臂和行轨的连接轴。
18.优选地,所述连接轴以lcd平面靶材运行平行的方向与所述行轨活动连接。
19.优选地,所述连接轴为可与地面垂直方向上下移动的活动轴。
20.优选地,所述lcd平面靶材的尺寸为(0.3-0.8)m
×
(1-2)m,例如可以是0.3m
×
1m、0.3m
×
1.5m、0.3m
×
2m、0.5m
×
1m、0.5m
×
1.5m、0.5m
×
2m、0.8m
×
1.5m或0.8m
×
2m,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
21.优选地,单次搬运所述lcd平面靶材的质量为70-150kg,例如可以是70kg、80kg、100kg、120kg或150kg,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
22.第二方面,本发明提供一种如第一方面所述的lcd平面靶材下料的装置系统进行下料的方法,所述方法包括以下步骤:
23.所述下料传输装置放在下料系统旁的固定位置,所述托臂初始状态位于在自动化流水线预下料区;产品传送到下料区时,所述行轨和连接轴带动托臂移动到下料位置,托起产品并移动至下料传输装置。
24.作为本发明的一种优选的技术方案,所述移动的速度为140-160mm/s,例如可以是140mm/s、145mm/s、150mm/s、155mm/s或160mm/s,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
25.优选地,单枚下料时间10-15s,例如可以是10s、11s、12s、13s、14s或15s,但并不仅限于所列举的数值,该数值范围内其他未列举的数值同样适用。
26.作为本发明的一种优选的技术方案,所述方法包括以下步骤:
27.初始状态下,所述下料传输装置放在下料系统旁的固定位置,所述托臂位于在自动化流水线预下料区;lcd平面靶材产品传送到下料区时,所述行轨和连接轴带动托臂移动到下料位置,以140-160mm/s托起产品并移动至下料传输装置上,完成下料过程,单枚下料时间10-15s。
28.与现有技术相比,本发明的有益效果为:
29.(1)本发明提供的lcd平面靶材下料的装置系统,使用自动化滚筒线配合下料模组减少人工时间,提升效率、产品合格率以及产品抛光周转率;
30.(2)本发明提供的lcd平面靶材下料的方法,托臂以140-160mm/s的速度运行,可达到安全与生产效率的双保证。
附图说明
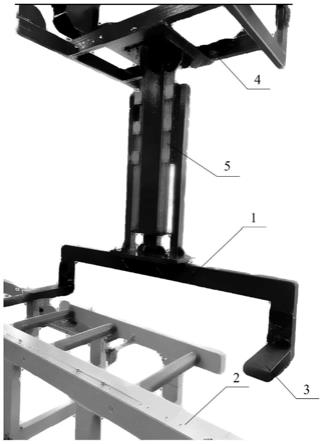
31.图1为本发明具体实施方式提供的lcd平面靶材下料的装置系统的示意图。
32.其中,1、下料模组;2、自动化流水线;3、托臂;4、行轨;5、连接轴。
具体实施方式
33.为便于理解本发明,本发明列举实施例如下。本领域技术人员应该明了,所述实施例仅仅是帮助理解本发明,不应视为对本发明的具体限制。
34.需要理解的是,在本发明的描述中,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
35.需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“设置”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本发明中的具体含义。
36.下面结合附图并通过具体实施方式来进一步说明本发明的技术方案。
37.在一个具体实施方式中,本发明提供了一种lcd平面靶材下料的装置系统,所述lcd平面靶材下料的装置系统包括设置有预下料区的自动化流水线2、下料传输装置和用于从所述预下料区托起物料并输送至所述下料传输装置的下料模组1;所述下料模组1包括底部与lcd平面靶材运行方向垂直的至少两个托臂3,至少两个托臂3通过连接杆连接设置,所述连接杆与所述托臂3垂直设置,所述托臂3末端的承重杆与托臂主体垂直设置;所述下料模组1包括顶部可沿与lcd平面靶材运行方向平行方向移动的行轨4,所述行轨4包括平行设置的至少两根行轨杆;所述下料模组1包括连接托臂3和行轨4的连接轴,所述连接轴以lcd平面靶材运行平行的方向与所述行轨4活动连接,所述连接轴为可与地面垂直方向上下移动的活动轴;
38.其中,所述承重杆的尺寸为(5-10)cm
×
(10-20)cm;所述lcd平面靶材的尺寸为(0.3-0.8)m
×
(1-2)m;单次搬运所述lcd平面靶材的质量为70-150kg。
39.在另一个具体实施方式中,本发明提供了一种lcd平面靶材下料的方法,所述方法具体包括:
40.初始状态下,所述下料传输装置放在下料系统旁的固定位置,所述托臂3位于在自动化流水线2预下料区;lcd平面靶材产品传送到下料区时,所述行轨4和连接轴带动托臂3移动到下料位置,以140-160mm/s托起产品并移动至下料传输装置上,完成下料过程,单枚下料时间10-15s。
41.需明确的是,采用了本发明实施例提供的工艺或进行了常规数据的替换或变化均落在本发明的保护范围和公开范围之内。
42.实施例1
43.本实施例提供一种lcd平面靶材下料的装置系统,所述lcd平面靶材下料的装置系统包括设置有预下料区的滚筒式自动化流水线、下料传输装置和用于从所述预下料区托起物料并输送至所述下料传输装置的下料模组;所述下料模组包括底部与lcd平面靶材运行方向垂直的至少两个托臂,至少两个托臂通过连接杆连接设置,所述连接杆与所述托臂垂直设置,所述托臂末端的承重杆与托臂主体垂直设置;所述下料模组1包括顶部可沿与lcd平面靶材运行方向平行方向移动的行轨,所述行轨包括平行设置的至少两根行轨杆;所述下料模组包括连接托臂和行轨的连接轴,所述连接轴以lcd平面靶材运行平行的方向与所述行轨活动连接,所述连接轴为可与地面垂直方向上下移动的活动轴;
44.其中,所述承重杆的尺寸为7.5cm
×
15cm;所述lcd平面靶材的尺寸为0.5m
×
1.5m;单次搬运所述lcd平面靶材的质量为100kg。
45.本实施例还提供一种lcd平面靶材下料的方法,所述方法具体包括:
46.初始状态下,所述下料传输装置放在下料系统旁的固定位置,所述托臂位于在自动化流水线预下料区;lcd平面靶材产品传送到下料区时,所述行轨和连接轴带动托臂移动到下料位置,以150mm/s托起产品并移动至下料传输装置上,完成下料过程,单枚下料时间13s。
47.实施例2
48.本实施例提供一种lcd平面靶材下料的装置系统,所述lcd平面靶材下料的装置系统包括设置有预下料区的滚筒式自动化流水线、下料传输装置和用于从所述预下料区托起物料并输送至所述下料传输装置的下料模组;所述下料模组包括底部与lcd平面靶材运行方向垂直的至少两个托臂,至少两个托臂通过连接杆连接设置,所述连接杆与所述托臂垂直设置,所述托臂末端的承重杆与托臂主体垂直设置;所述下料模组1包括顶部可沿与lcd平面靶材运行方向平行方向移动的行轨,所述行轨包括平行设置的至少两根行轨杆;所述下料模组包括连接托臂和行轨的连接轴,所述连接轴以lcd平面靶材运行平行的方向与所述行轨活动连接,所述连接轴为可与地面垂直方向上下移动的活动轴;
49.其中,所述承重杆的尺寸为10cm
×
20cm;所述lcd平面靶材的尺寸为0.8m
×
2m;单次搬运所述lcd平面靶材的质量为150kg。
50.本实施例还提供一种lcd平面靶材下料的方法,所述方法具体包括:
51.初始状态下,所述下料传输装置放在下料系统旁的固定位置,所述托臂位于在自动化流水线预下料区;lcd平面靶材产品传送到下料区时,所述行轨和连接轴带动托臂移动到下料位置,以140mm/s托起产品并移动至下料传输装置上,完成下料过程,单枚下料时间15s。
52.实施例3
53.本实施例提供一种lcd平面靶材下料的装置系统,所述lcd平面靶材下料的装置系统包括设置有预下料区的滚筒式自动化流水线、下料传输装置和用于从所述预下料区托起物料并输送至所述下料传输装置的下料模组;所述下料模组包括底部与lcd平面靶材运行方向垂直的至少两个托臂,至少两个托臂通过连接杆连接设置,所述连接杆与所述托臂垂直设置,所述托臂末端的承重杆与托臂主体垂直设置;所述下料模组1包括顶部可沿与lcd平面靶材运行方向平行方向移动的行轨,所述行轨包括平行设置的至少两根行轨杆;所述下料模组包括连接托臂和行轨的连接轴,所述连接轴以lcd平面靶材运行平行的方向与所
述行轨活动连接,所述连接轴为可与地面垂直方向上下移动的活动轴;
54.其中,所述承重杆的尺寸为5cm
×
10cm;所述lcd平面靶材的尺寸为0.3m
×
1m;单次搬运所述lcd平面靶材的质量为70kg。
55.本实施例还提供一种lcd平面靶材下料的方法,所述方法具体包括:
56.初始状态下,所述下料传输装置放在下料系统旁的固定位置,所述托臂位于在自动化流水线预下料区;lcd平面靶材产品传送到下料区时,所述行轨和连接轴带动托臂移动到下料位置,以160mm/s托起产品并移动至下料传输装置上,完成下料过程,单枚下料时间10s。
57.对比例1
58.本对比例提供一种lcd平面靶材下料的方法,所述方法使用手动升降液压车将lcd平面靶材输送至下料区,配合人力搬运将所述靶材下料至下料传输装置。所述lcd平面靶材的尺寸为0.5m
×
1.5m;单次搬运所述lcd平面靶材的质量为100kg。
59.使用此方法产品的生产制造率很低,单次搬运需消耗2-4人,每枚产品下料时间3min左右,且手动升降液压车稳定性差,作业时危险系数较高。
60.综上所述,本发明提供的一种lcd平面靶材下料的系统装置及其方法,通过自动化流水线配合自动下料模组,以下料模组的托臂托起产品送往下料小车,以此提高靶材抛光周转率、人工效率和人员产品安全率,适合工业生产使用。
61.申请人声明,以上所述仅为本发明的具体实施方式,但本发明的保护范围并不局限于此,所属技术领域的技术人员应该明了,任何属于本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,均落在本发明的保护范围和公开范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1