硅铁电炉加工用的全自动上料系统的制作方法
1.本发明主要涉及电炉的技术领域,具体为硅铁电炉加工用的全自动上料系统。
背景技术:
2.电炉是把炉内的电能转化为热量对工件加热的加热炉,同燃料炉比较,电炉的优点有:炉内气氛容易控制;物料加热快;加热温度高;温度容易控制;生产过程较易实现机械化和自动化等。
3.根据申请号为cn201810796134.7的专利文献所提供的一种电炉自动上料系统可知,该产品包括炉体和储料箱,炉体的顶端一侧固定有进料管,进料管的内部固定有隔板,隔板的一侧开设有通孔,进料管的内部水平设置有挡板,挡板的一侧固定有两组横杆,横杆的一端均延伸至进料管的外部并固定有活动板,横杆的外部均套设有弹簧,炉体的顶端另一侧安装有伺服电机,伺服电机的输出轴固定有凸轮,储料箱的一侧底端开设有出口,出口的内部固定有导料管,导料管的一端固定有输料箱,炉体的顶端一侧开设有进料口。该产品能够间歇性自动化连续上料。
4.上述专利中的产品能够间歇性自动化连续上料,但不便于进行定量配比上料,不便于原料的铺展。
技术实现要素:
5.本发明主要提供了硅铁电炉加工用的全自动上料系统,用以解决上述背景技术中提出的技术问题。
6.本发明解决上述技术问题采用的技术方案为:
7.硅铁电炉加工用的全自动上料系统,包括基座板,以及依序设于所述基座板上的传输带以及贯通孔,所述基座板上表面依序设有横跨传输带的金属物料间歇上料装置、拍摄装置以及辅料匀撒装置,所述基座板上表面且位于所述贯通孔上部设有物料铺展装置,所述贯通孔下部设有升降送料装置;
8.所述辅料匀撒装置包括设于所述基座板上表面且位于所述传输带一侧的辅料箱,设于所述辅料箱底部的称量部件,以及设于所述称量部件卸料端且横跨所述传输带的撒料部件;
9.所述物料铺展装置包括设于所述基座板上表面且横跨所述贯通孔的定位部件,设于所述定位部件执行端且用于承接传输带卸出物料的铺展盒,以及设于所述铺展盒底部的翻转卸料部件;
10.所述升降送料装置包括位于所述贯通孔下部且用于承接铺展盒卸出物料的送料盒,设于所述基座板上部且用于驱动送料盒升降的多个驱动部件,对称设于所述送料盒底部的刮动卸料部件,以及设于所述送料盒侧壁的多个注气部件。
11.优选的,所述金属物料间歇上料装置包括设于基座板上表面且位于所述传输带一侧的金属物料箱,横跨所述传输带且一端连通所述金属物料箱的送料箱,穿设于所述送料
箱底部的卸料口,滑动连接基座板上表面且一端延伸至送料箱内的l形送料块,以及设于所述基座板上表面且用于驱动l形送料块移动的驱动缸。在本优选的实施例中,通过金属物料间歇上料装置便于金属物料的间歇上料。
12.优选的,所述拍摄装置包括设于所述基座板上表面的第一支撑架,设于所述第一支撑架外壁顶部的第一摄像头,以及设于所述第一支撑架侧壁的第二摄像头。在本优选的实施例中,通过拍摄装置便于对金属物料进行拍摄,以便于控制器根据图像信息估算金属物料的大小,以便于设定辅料量。
13.优选的,所述称量部件包括设于所述辅料箱卸料端的闸板,侧壁顶部连通所述辅料箱卸料端的称量箱,一端贯穿称量箱侧壁延伸至称量箱内的l形称量板,设于所述l形称量板上表面且位于所述称量箱内的重量传感器,以及设于所述重量传感器顶部的垫板,所述l形称量板侧壁设有执行端贯穿l形称量板连接称量箱外壁的伸缩缸。在本优选的实施例中,通过称量部件便于根据设定的辅料量称量辅料。
14.优选的,所述撒料部件包括一端连通所述称量箱底端、另一端通过支撑板固定在基座板上表面的输料管,设于所述输料管远离所述称量箱一端的传动电机,一端连接传动电机执行端、另一端延伸至输料管内的绞龙,设于所述基座板上表面且横跨所述传输带的第二支撑架,水平设于所述第二支撑架顶部的第一直线导轨,以及设于所述第一直线导轨执行端且通过管道连通所述输料管的撒料管。在本优选的实施例中,通过撒料部件便于将辅料洒在金属物料上。
15.优选的,所述定位部件包括对称设于所述基座板上表面的两个第二直线导轨,两端分别连接两个所述第二直线导轨执行端的第三直线导轨,以及设于所述第三直线导轨执行端的第三摄像头,所述第三直线导轨执行端连接铺展盒。在本优选的实施例中,通过定位部件便于对铺展盒进行定位移动,以便于将多组混合物料铺撒在送料盒上。
16.优选的,所述翻转卸料部件包括一端铰接所述铺展盒底部一侧的翻转板,设于所述翻转板底部的环形架,设于所述铺展盒侧壁的电动缸,以及设于所述电动缸执行端且滑动连接环形架内壁的驱动杆。在本优选的实施例中,通过翻转卸料部件实现铺展盒的稳定卸料。
17.优选的,所述驱动部件包括设于所述基座板上表面的步进电机,以及设于所述步进电机执行端且底部固定在基座板上表面的绞盘,所述绞盘通过绳索连接送料盒上表面。本优选的实施例中,通过驱动部件便于带动送料盒移动,以便于送料盒在电炉顶部卸料或移入电炉内卸料。
18.优选的,所述刮动卸料部件包括一端贯穿送料盒侧壁并延伸至送料盒内的l形移动板,以及设于所述送料盒外壁且用于驱动送料盒移动的气缸。本优选的实施例中,通过刮动卸料部件便于送料盒内物料彻底卸入电炉。
19.优选的,所述注气部件包括穿设于所述送料盒侧壁的多个气源管。本优选的实施例中,通过注气部件便于在送料盒移入电炉时对电炉内进行原料气体供给,以便于在物料堆周围形成原料气体氛围。
20.与现有技术相比,本发明的有益效果为:
21.本发明中的自动上料系统便于进行定量配比上料,便于原料的铺展;
22.通过金属物料间歇上料装置便于金属物料的间歇上料,通过拍摄装置便于对金属
物料进行拍摄,以便于控制器根据图像信息估算金属物料的大小,以便于设定辅料量,通过称量部件便于根据设定的辅料量称量辅料,通过撒料部件便于将辅料洒在金属物料上,通过定位部件便于对铺展盒进行定位移动,以便于将多组混合物料铺撒在送料盒上,通过翻转卸料部件实现铺展盒的稳定卸料,通过驱动部件便于带动送料盒移动,以便于送料盒在电炉顶部卸料或移入电炉内卸料,通过刮动卸料部件便于送料盒内物料彻底卸入电炉,通过注气部件便于在送料盒移入电炉时对电炉内进行原料气体供给,以便于在物料堆周围形成原料气体氛围。
23.以下将结合附图与具体的实施例对本发明进行详细的解释说明。
附图说明
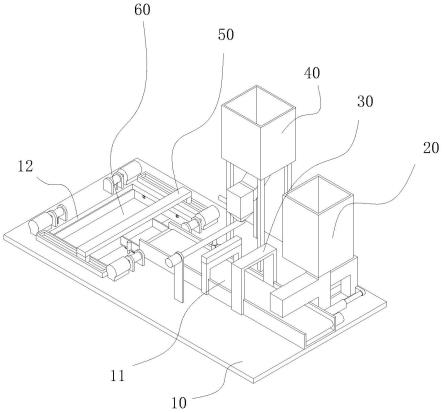
24.图1为本发明的整体结构轴测图;
25.图2为本发明的整体结构爆炸图;
26.图3为本发明的辅料匀撒装置结构爆炸图;
27.图4为本发明的物料铺展装置以及升降送料装置结构爆炸图;
28.图5为本发明的整体结构俯视图;
29.图6为本发明的整体结构剖视图;
30.图7为本发明的辅料匀撒装置装置结构剖视图;
31.图8为本发明的金属物料间歇上料装置结构剖视图。
32.附图说明:10、基座板;11、传输带;12、贯通孔;20、金属物料间歇上料装置;21、金属物料箱;22、送料箱;23、卸料口;24、l形送料块;25、驱动缸;30、拍摄装置;31、第一支撑架;32、第一摄像头;33、第二摄像头;40、辅料匀撒装置;41、辅料箱;42、称量部件;421、闸板;422、称量箱;423、l形称量板;424、重量传感器;425、垫板;426、伸缩缸;43、撒料部件;431、输料管;432、传动电机;433、绞龙;434、第二支撑架;435、第一直线导轨;436、撒料管;50、物料铺展装置;51、定位部件;511、第二直线导轨;512、第三直线导轨;513、第三摄像头;52、铺展盒;53、翻转卸料部件;531、翻转板;532、环形架;533、电动缸;534、驱动杆;60、升降送料装置;61、送料盒;62、驱动部件;621、步进电机;622、绞盘;63、刮动卸料部件;631、l形移动板;632、气缸;64、注气部件;641、气源管。
具体实施方式
33.为了便于理解本发明,下面将参照相关附图对本发明进行更加全面的描述,附图中给出了本发明的若干实施例,但是本发明可以通过不同的形式来实现,并不限于文本所描述的实施例,相反的,提供这些实施例是为了使对本发明公开的内容更加透彻全面。
34.需要说明的是,当元件被称为“固设于”另一个元件,它可以直接在另一个元件上也可以存在居中的元件,当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件,本文所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的。
35.除非另有定义,本文所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常连接的含义相同,本文中在本发明的说明书中所使用的术语知识为了描述具体的实施例的目的,不是旨在于限制本发明,本文所使用的术语“及/或”包括一个或多个相
关的所列项目的任意的和所有的组合。
36.请着重参照附图1、2、3、5、7、8所示,在本发明一优选实施例中,硅铁电炉加工用的全自动上料系统,包括基座板10,以及依序设于所述基座板10上的传输带11以及贯通孔12,所述基座板10上表面依序设有横跨传输带11的金属物料间歇上料装置20、拍摄装置30以及辅料匀撒装置40,所述基座板10上表面且位于所述贯通孔12上部设有物料铺展装置50,所述贯通孔12下部设有升降送料装置60;所述辅料匀撒装置40包括设于所述基座板10上表面且位于所述传输带11一侧的辅料箱41,设于所述辅料箱41底部的称量部件42,以及设于所述称量部件42卸料端且横跨所述传输带11的撒料部件43;所述金属物料间歇上料装置20包括设于基座板10上表面且位于所述传输带11一侧的金属物料箱21,横跨所述传输带11且一端连通所述金属物料箱21的送料箱22,穿设于所述送料箱22底部的卸料口23,滑动连接基座板10上表面且一端延伸至送料箱22内的l形送料块24,以及设于所述基座板10上表面且用于驱动l形送料块24移动的驱动缸25,所述拍摄装置30包括设于所述基座板10上表面的第一支撑架31,设于所述第一支撑架31外壁顶部的第一摄像头32,以及设于所述第一支撑架31侧壁的第二摄像头33,所述称量部件42包括设于所述辅料箱41卸料端的闸板421,侧壁顶部连通所述辅料箱41卸料端的称量箱422,一端贯穿称量箱422侧壁延伸至称量箱422内的l形称量板423,设于所述l形称量板423上表面且位于所述称量箱422内的重量传感器424,以及设于所述重量传感器424顶部的垫板425,所述l形称量板423侧壁设有执行端贯穿l形称量板423连接称量箱422外壁的伸缩缸426,所述撒料部件43包括一端连通所述称量箱422底端、另一端通过支撑板固定在基座板10上表面的输料管431,设于所述输料管431远离所述称量箱422一端的传动电机432,一端连接传动电机432执行端、另一端延伸至输料管431内的绞龙433,设于所述基座板10上表面且横跨所述传输带11的第二支撑架434,水平设于所述第二支撑架434顶部的第一直线导轨435,以及设于所述第一直线导轨435执行端且通过管道连通所述输料管431的撒料管436。
37.需要说明的是,在本实施例中,上料时,金属物料间歇上料装置20间歇性的将一定量的原料如硅、铁卸出至传输带11,传输带11对原料进行传输并依次经过拍摄装置30以及辅料匀撒装置40,传输带11卸出的物料进入物料铺展装置50;
38.当原料经过拍摄装置30时,第一摄像头32拍摄原料俯视图信息并传输至控制器,第二摄像头33拍摄原料侧视图信息并传输至控制器,控制器进行图像分析后估算出原料大小,并根据原料大小设定辅料如焦炭、的量,
39.可根据辅料添加需要设置多个辅料匀撒装置40,当原料到达辅料匀撒装置40时,控制器触发驱动闸板421移动的驱动装置,辅料箱41内辅料进入称量箱422,控制器接收重量传感器424的重量数据并在重量数据达到设定值时触发驱动闸板421移动的驱动装置,以关闭闸板421,同时触发伸缩缸426,伸缩缸426带动l形称量板423外移,以使辅料进入输料管431,传动电机432执行端带动绞龙433转动,绞龙433对辅料进行传输,以使辅料进入撒料管436并经撒料管436洒在原料上,以形成混合原料,撒料时,第一直线导轨435可带动撒料管436移动,以实现均匀撒料;
40.进一步的,金属物料间歇上料装置20上料时,驱动缸25带动l形送料块24外移,以使金属物料箱21内原料落入金属物料箱21底部,此时驱动缸25带动l形送料块24内移,以将原料推入送料箱22,原料经卸料口23卸在传输带11上。
41.请着重参照附图2、4、6所示,在本发明另一优选实施例中,所述物料铺展装置50包括设于所述基座板10上表面且横跨所述贯通孔12的定位部件51,设于所述定位部件51执行端且用于承接传输带11卸出物料的铺展盒52,以及设于所述铺展盒52底部的翻转卸料部件53;所述定位部件51包括对称设于所述基座板10上表面的两个第二直线导轨511,两端分别连接两个所述第二直线导轨511执行端的第三直线导轨512,以及设于所述第三直线导轨512执行端的第三摄像头513,所述第三直线导轨512执行端连接铺展盒52,所述翻转卸料部件53包括一端铰接所述铺展盒52底部一侧的翻转板531,设于所述翻转板531底部的环形架532,设于所述铺展盒52侧壁的电动缸533,以及设于所述电动缸533执行端且滑动连接环形架532内壁的驱动杆534。
42.需要说明的是,在本实施例中,传输带11卸出的混合物料进入铺展盒52,定位部件51带动铺展盒52移动,到达卸料位置后翻转卸料部件53进行翻转,铺展盒52内混合物料卸入送料盒61,多份混合物料铺展填满送料盒61;
43.进一步的,定位部件51工作时,控制器接收第三摄像头513的图像信息并触发第二直线导轨511以及第三直线导轨512,以将铺展盒52移动至送料盒61上混合物料堆的凹陷处;
44.进一步的,翻转卸料部件53工作时,电动缸533执行端带动驱动杆534下移,驱动杆534在环形架532内滑动,驱动杆534带动翻转板531绕其铰接出转动,混合物料经翻转板531卸出。
45.请着重参照附图2、4、6所示,在本发明另一优选实施例中,所述升降送料装置60包括位于所述贯通孔12下部且用于承接铺展盒52卸出物料的送料盒61,设于所述基座板10上部且用于驱动送料盒61升降的多个驱动部件62,对称设于所述送料盒61底部的刮动卸料部件63,以及设于所述送料盒61侧壁的多个注气部件64,所述驱动部件62包括设于所述基座板10上表面的步进电机621,以及设于所述步进电机621执行端且底部固定在基座板10上表面的绞盘622,所述绞盘622通过绳索连接送料盒61上表面,所述刮动卸料部件63包括一端贯穿送料盒61侧壁并延伸至送料盒61内的l形移动板631,以及设于所述送料盒61外壁且用于驱动送料盒61移动的气缸632,所述注气部件64包括穿设于所述送料盒61侧壁的多个气源管641。
46.需要说明的是,在本实施例中,当送料盒61内铺展满了混合物料后,驱动部件62带动送料盒61升降,送料盒61可在电炉顶部进行卸料,也可在未工作电炉的内部进行卸料,以未工作电炉内部卸料为例,驱动部件62带动送料盒61下降至电炉内,气缸632带动l形移动板631移动,送料盒61内混合物料卸出至电炉底部并形成一层铺展混合原料,可进行逐层叠加,直至达到合适高度,铺展完成后,气缸632带动l形移动板631移动,以使送料盒61处于卸料状态,驱动部件62带动送料盒61下降至混合物料堆底部,即可向气源管641内通入原料气体如一氧化碳,驱动部件62带动送料盒61上移,待送料盒61移出电炉时,物料堆周围已形成原料气体氛围;
47.进一步的,驱动部件62工作时,步进电机621执行端带动绞盘622转动,绞盘622通过绳索带动送料盒61升降。
48.本发明的具体流程如下:
49.控制器型号为“6es7214-2ad23-0xb8”,重量传感器424型号为“nf-602”。
50.上料时,金属物料间歇上料装置20间歇性的将一定量的原料如硅、铁卸出至传输带11,传输带11对原料进行传输并依次经过拍摄装置30以及辅料匀撒装置40,传输带11卸出的物料进入物料铺展装置50;
51.当原料经过拍摄装置30时,第一摄像头32拍摄原料俯视图信息并传输至控制器,第二摄像头33拍摄原料侧视图信息并传输至控制器,控制器进行图像分析后估算出原料大小,并根据原料大小设定辅料如焦炭、的量,
52.可根据辅料添加需要设置多个辅料匀撒装置40,当原料到达辅料匀撒装置40时,控制器触发驱动闸板421移动的驱动装置,辅料箱41内辅料进入称量箱422,控制器接收重量传感器424的重量数据并在重量数据达到设定值时触发驱动闸板421移动的驱动装置,以关闭闸板421,同时触发伸缩缸426,伸缩缸426带动l形称量板423外移,以使辅料进入输料管431,传动电机432执行端带动绞龙433转动,绞龙433对辅料进行传输,以使辅料进入撒料管436并经撒料管436洒在原料上,以形成混合原料,撒料时,第一直线导轨435可带动撒料管436移动,以实现均匀撒料;
53.金属物料间歇上料装置20上料时,驱动缸25带动l形送料块24外移,以使金属物料箱21内原料落入金属物料箱21底部,此时驱动缸25带动l形送料块24内移,以将原料推入送料箱22,原料经卸料口23卸在传输带11上;
54.传输带11卸出的混合物料进入铺展盒52,定位部件51带动铺展盒52移动,到达卸料位置后翻转卸料部件53进行翻转,铺展盒52内混合物料卸入送料盒61,多份混合物料铺展填满送料盒61;
55.定位部件51工作时,控制器接收第三摄像头513的图像信息并触发第二直线导轨511以及第三直线导轨512,以将铺展盒52移动至送料盒61上混合物料堆的凹陷处;
56.翻转卸料部件53工作时,电动缸533执行端带动驱动杆534下移,驱动杆534在环形架532内滑动,驱动杆534带动翻转板531绕其铰接出转动,混合物料经翻转板531卸出;
57.当送料盒61内铺展满了混合物料后,驱动部件62带动送料盒61升降,送料盒61可在电炉顶部进行卸料,也可在未工作电炉的内部进行卸料,以未工作电炉内部卸料为例,驱动部件62带动送料盒61下降至电炉内,气缸632带动l形移动板631移动,送料盒61内混合物料卸出至电炉底部并形成一层铺展混合原料,可进行逐层叠加,直至达到合适高度,铺展完成后,气缸632带动l形移动板631移动,以使送料盒61处于卸料状态,驱动部件62带动送料盒61下降至混合物料堆底部,即可向气源管641内通入原料气体如一氧化碳,驱动部件62带动送料盒61上移,待送料盒61移出电炉时,物料堆周围已形成原料气体氛围;
58.驱动部件62工作时,步进电机621执行端带动绞盘622转动,绞盘622通过绳索带动送料盒61升降。
59.上述结合附图对本发明进行了示例性描述,显然本发明具体实现并不受上述方式的限制,只要采用了本发明的方法构思和技术方案进行的这种非实质改进,或未经改进将本发明的构思和技术方案直接应用于其他场合的,均在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1