一种铅酸蓄电池盒自动包膜系统的制作方法
1.本发明涉及蓄电池生产技术,尤其涉及一种铅酸蓄电池盒自动包膜系统。
背景技术:
2.铅酸蓄电池盒在加工成型后,需要经过表面包覆薄膜,以防止铅酸蓄电池盒在后续的运输及组装过程中划伤。专利号cn202022785117.9公开的一种铅酸蓄电池盒自动包膜设备,该专利中公开了包膜设备的作用及其包膜细节。专利号cn201510310104.7公开的一种铅酸蓄电池盒自动包膜方法,该文件中对包膜设备复杂结构进行改进优化,其主要为在铅酸蓄电池盒输送线的前端设有一对上下排列的薄膜引导辊,其中上方的薄膜引导辊位于铅酸蓄电池盒输送线的输送平面上方,下方的薄膜引导辊与铅酸蓄电池盒输送线的输送平面平齐,上下两薄膜引导辊之间的间隙供铅酸蓄电池盒通过,对铅酸蓄电池盒进行包膜。
3.现有的铅酸蓄电池盒包膜工序,不满足现代化生产的需求。对此如何提出一种结构简单、适用范围广、可对不同规格电池盒四周贴膜的自动化设备成为了研究热点。
技术实现要素:
4.为了解决上述现有技术存在的缺陷,本发明提出了一种铅酸蓄电池盒自动包膜系统,采用模块化设计,优化设备的结构,并可对不同规格电池盒四周贴膜。
5.本发明的技术方案是这样实现的:一种铅酸蓄电池盒自动包膜系统,包括支撑组件、运输组件、电控组件、第一包膜组件、第二包膜组件、第三包膜组件,其特征在于,所述运输组件位于支撑组件中部,电控组件安装在支撑组件上,所述运输组件包括齿轮轴、链条、连接板、夹具板,所述链条上具有安装孔,所述两连接板与链条固定,夹具板固定在连接板上,其中,所述两连接板之间的距离可调节,所述夹具板之间的距离亦可调节,所述第一包膜组件位于运输组件左右两侧,第二包膜组件与第三包膜组件分别位于所述运输组件上下两侧,其中,第一包膜组件、第二包膜组件与第三包膜组件中均具有一包膜机构,该包膜机构包括安装板,该安装板上设有引导辊与辊棒,薄膜经辊棒依次与引导辊连接,所述第二包膜组件还包括导向架、第一滑动框、调节螺杆,所述导向架固定连接在所述支撑组件上,所述第一滑动框上安装有所述包膜机构,所述第一滑动框在调节螺杆的作用下,使其沿导向架的方向滑动,所述第三包膜组件还包括第二滑动框、第二滑动板、第二滑动杆,所述第二滑动框与所述导向架固定,第二滑动板经第二滑动杆滑动连接在第二滑动框内,其中,第二滑动板与第二滑动框之间的距离可调节。
6.在本发明的这种铅酸蓄电池盒自动包膜系统中,所述引导辊主要由第一引导辊、
第二引导辊、第三引导辊、第四引导辊、第五引导辊组成,其中,三根第一引导辊呈弧度排列在所述安装板的左前侧,第二引导辊与第三引导辊位于所述第一引导辊右下方,第四引导辊与第五引导辊水平分布在所述第三引导辊的右侧。
7.在本发明的这种铅酸蓄电池盒自动包膜系统中,所述第五引导辊上还具有一定位架,该定位架与所述安装架连接,且所述定位架与第五引导辊之间存在间隙。
8.在本发明的这种铅酸蓄电池盒自动包膜系统中,所述包膜机构还具有一切刀,该切刀位于所述第二引导辊与第三引导辊之间,且滑动连接在所述安装板上。
9.在本发明的这种铅酸蓄电池盒自动包膜系统中,所述包膜机构还包括动力电机、皮带轮、皮带,所述动力电机位于所述安装板的底部,且该电机的输出轴与第四引导辊连接,所述皮带轮分别固定在第四引导辊与第五引导辊上,且两皮带轮之间通过皮带连接。
10.在本发明的这种铅酸蓄电池盒自动包膜系统中,所述辊棒上还具有凹槽,该凹槽环形分布在所述辊棒上。
11.在本发明的这种铅酸蓄电池盒自动包膜系统中,所述包膜机构还包括圆盘与金属片,所述圆盘与辊棒固定连接,金属片固定连接在所述辊棒的凹槽处。
12.在本发明的这种铅酸蓄电池盒自动包膜系统中,所述金属片上具有一斜槽,在该斜槽的作用下金属片的安装角度可调节。
13.在本发明的这种铅酸蓄电池盒自动包膜系统中,所述第二包膜组件还包括第一滑动板、第一滑动杆,所述第一滑动板滑动连接在所述第一滑动框内,第一滑动杆贯穿第一滑动板与所述包膜机构连接。
14.实施本发明的这种铅酸蓄电池盒自动包膜系统,具有以下有益效果:该铅酸蓄电池盒自动包膜系统中运输组件上的两夹具板之间的位置可调节,并且这种铅酸蓄电池盒自动包膜系统不仅左右两侧具有包膜组件,对铅酸蓄电池盒的两侧贴,更具有对铅酸蓄电池盒上下端面二次贴膜的功能。在满足工作效率的情况下,将结构简化,提出了这种适用范围广、可对不同规格电池盒四周贴膜的自动化设备。
附图说明
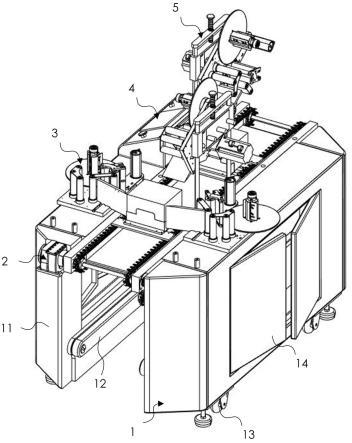
15.图1为本发明铅酸蓄电池盒自动包膜系统的结构示意图;图2为本发明铅酸蓄电池盒自动包膜系统的部分结构示意图;图3为本发明铅酸蓄电池盒自动包膜系统中运输组件的分离结构示意图;图4为本发明铅酸蓄电池盒自动包膜系统中包膜机构的结构示意图;图5为本发明铅酸蓄电池盒自动包膜系统的部分结构示意图;图6为图5的部分结构示意图,主要展示第二、三包膜组件;图7为图6的另一角度结构示意图;图8为本发明铅酸蓄电池盒自动包膜系统中包膜机构的俯视图。
16.图中附图标记表示为:1-支撑组件、11-支撑框架、12-固定板、13-滑轮、14-铝合金门、2-运输组件、21-驱动电机、22-支撑杆、23-齿轮轴、24-链条、25-限位板、26-底板、27-连接板、28-夹具板、3-第一包膜组件、30-包膜机构、31-安装板、32-第一引导辊、33-第一扣板、34-第二引导辊、35-第三引导辊、36-第二扣板、37-动力电机、38-第三扣板、39-第四引导辊、310-第五引导辊、311-皮带轮、312-皮带、313-圆盘、314-辊棒、315-金属片、316-切
刀、4-电控组件、5-第二包膜组件、51-导向架、52-第一滑动框、53-调节螺杆、54-第一滑动板、55-第一滑动杆、6-第三包膜组件、61-第二滑动框、62-第二滑动板、63-第二滑动杆。
具体实施方式
17.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
18.如图1至图7所示,本发明的这种铅酸蓄电池盒自动包膜系统包括支撑组件1、运输组件2、第一包膜组件3、电控组件4、第二包膜组件5、第三包膜组件6。其中,支撑组件1包括支撑框架11、固定板12、滑轮13、铝合金门14。支撑框架11上通过螺栓固定连接有固定板12,支撑框架11底部安装有两个滑轮13,支撑框架11的侧边设有一铝合金门14,两支撑框架11通过运输组件2连接。如图3所示,运输组件2包括有驱动电机21、支撑杆22、齿轮轴23、链条24、限位板25、底板26、连接板27、夹具板28。驱动电机21固定安装在其中一侧的支撑框架11上,两支撑杆22分别与两支撑框架11固定连接,齿轮轴23通过轴承连接在支撑杆22上,两齿轮轴23之间套接有链条24,其中,驱动电机21的输出轴与其中一齿轮轴23连接。限位板25安装在链条24的内侧,对链条24起到一定的限位作用,防止链条24发送偏位。三块底板26均固定连接在两限位板25之间,且底板26两两之间存在1.5个铅酸蓄电池盒的距离。链条24上两侧具有若干安装孔,通过该安装孔可将两连接板27固定在链条24上。其中,两连接板27之间的距离可根据需要包膜的铅酸蓄电池盒进行调节。连接板27上通过螺钉固定有夹具板28,夹具板28两侧之间的距离亦可根据需要包膜的铅酸蓄电池盒进行调节,从而达到适用于不同规格的铅酸蓄电池盒,增大了使用范围。
19.如图2至图4所示,第一包膜组件3安装在支撑框架11顶部,且第一包膜组件3位于运输组件2的两侧。如图4所示,第一包膜组件3包括包膜机构30。该包膜机构30主要由安装板31、第一引导辊32、第一扣板33、第二引导辊34、第三引导辊35、第二扣板36、动力电机37、第三扣板38、第四引导辊39、第五引导辊310、皮带轮311、皮带312、圆盘313、辊棒314、金属片315、切刀316组成。安装板31固定在支撑框架11上,三根第一引导辊32转动连接在安装板31上,第一扣板33用于将三根第一引导辊32固定连接。第二引导辊34与第三引导辊35均转动连接在安装板31上,第二扣板36将第二引导辊34与第三引导辊35固定。动力电机37固定安装在安装板31底部,动力电机37的输出轴穿过安装板31与第四引导辊39连接,第三扣板38用于固定第四引导辊39,第五引导辊310转动连接在安装板31上。圆盘313与辊棒314固定连接,圆盘313转动连接在安装板31上。
20.如图8所示,薄膜安装在辊棒314上,经第一引导辊32、第二引导辊34、第三引导辊35、第四引导辊39连接由第五引导辊310引出。且辊棒314上还具有凹槽,该凹槽环形分布在辊棒314上,金属片315通过螺钉固定在辊棒314上的凹槽处。金属片315还具有一斜槽,可调节安装在凹槽处的角度,以使辊棒314可安装不同口径的薄膜卷。
21.其中,第四引导辊39与第五引导辊310的底部安装有皮带轮311,两个皮带轮311之间通过皮带312连接。切刀316位于第二引导辊34与第三引导辊35之间,且该切刀滑动连接在安装板31上。如图2所示,支撑框架11上还连接有电控组件4,该电控组件4主要控制驱动电机21与动力电机37的工作状态。
22.在需要贴膜时,将铅酸蓄电池盒固定安装在连接板27上,使用两夹具板28固定。电
控组件4控制驱动电机21工作,将需要贴膜的铅酸蓄电池盒运输至第一包膜组件3处。铅酸蓄电池盒首先会与两侧第五引导辊310上缠绕的薄膜接触,运输组件2继续将铅酸蓄电池盒朝靠近驱动电机21的方向移动。启动动力电机37缓慢转动,带动第四引导辊39与第五引导辊310缓慢转动。将薄膜卷上的薄膜缓慢拉出,并覆盖至铅酸蓄电池盒的表面。当铅酸蓄电池盒运动至切刀316的位置时,在切刀316的作用下将两侧的薄膜切断,从而完成对铅酸蓄电池盒周边贴膜工作。
23.现有的包膜装置仅可将铅酸蓄电池盒的两个进行包膜,并不能对铅酸蓄电池盒的四周均进行贴膜。需要防止铅酸蓄电池盒在后续的运输及组装过程中划伤,很有必要对铅酸蓄电池盒其他面进行贴膜。
24.如图5至图7所示,第二包膜组件5与第三包膜组件6均位于两底板26之间的间隙处。第二包膜组件5包括导向架51、第一滑动框52、调节螺杆53、第一滑动板54、第一滑动杆55。导向架51贯穿支撑杆22与固定板12连接,第一滑动框52滑动连接在导向架51上,调节螺杆53与第一滑动框52转动连接。其中,调节螺杆53与导向架51的上端面螺纹配合,当转动调节螺杆53时,第一滑动框52会沿导向架51的方向滑动。第一滑动板54经两根限位杆滑动连接在第一滑动框52内,第一滑动杆55滑动连接在第一滑动板54上。其中,第一滑动杆55上同样连接有包膜机构30,该包膜机构与上述包膜机构结构一致,此处不做重复赘述。
25.导向杆51的下方固定连接有第三包膜组件6,第三包膜组件6包括第二滑动框61、第二滑动板62、第二滑动杆63。第二滑动框61与导向杆51固定连接,第二滑动板62经两根限位杆滑动连接在第二滑动框61内,第二滑动杆63滑动连接在第二滑动板62上,第二滑动杆63上连接有包膜机构30。
26.其中,第三包膜组件6中的包膜机构30始终位于运输组件2中底板26的底部,而第二包膜组件5位于铅酸蓄电池盒的顶部。当遇到不同高度的铅酸蓄电池盒时,可通过调节螺杆53来该改变第二包膜组件5的位置。
27.如图5所示,当铅酸蓄电池盒朝靠近第一包膜组件3方向运动时,其铅酸蓄电池盒的右侧上下端面在第二包膜组件5与第三包膜组件6的作用下进行包膜(工作原理与上述包膜组件相同);继续运动后,将铅酸蓄电池盒的左侧上下端面进行包膜。对铅酸蓄电池盒上下端面二次贴膜的功能。在满足工作效率的情况下,将结构简化,提出了这种适用范围广、可对不同规格电池盒四周贴膜的自动化设备。
28.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改,等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1