一种具有杀菌功能的汽车保护膜生产制备设备及工艺的制作方法
1.本发明涉及汽车保护膜制造技术领域,特别涉及一种具有杀菌功能的汽车保护膜生产制备设备及工艺。
背景技术:
2.汽车保护膜是一种热塑性聚氨脂薄膜,含抗uv聚合物,抗黄变,具有超强的韧性,耐磨性不变黄、易粘贴,抗碰撞刮蹭,装贴后可使汽车漆面与空气隔绝,防酸雨、防氧化、抵抗划伤,持久保护您的漆面,在对车衣膜进行生产时,需要用于压延设备,压延是高分子材料加工中重要的基本工艺过程之一,也是某些高分子材料半成品及成品的重要加工成型方法之一,压延机是常用的压延设备。
3.现有的汽车保护膜生产线在实际生产汽车保护膜过程中,需要将汽车保护膜裁剪至不同宽度,以满足不同的汽车使用。而现有的汽车保护膜生产线一般是将汽车保护膜生产成卷后,然后通过切刀将卷制的汽车保护膜切割成所需的宽度,而现有的汽车保护膜生产线设备不方便对成卷的汽车保护膜进行切割断开,导致汽车保护膜生产不便。
技术实现要素:
4.针对上述现有技术的不足,本发明提供了一种具有杀菌功能的汽车保护膜生产制备设备及工艺,解决了现有的汽车保护膜生产线不便于汽车保护膜进行至预定宽度的问题。
5.为了达到上述发明目的,本发明采用的技术方案如下:
6.提供了一种具有杀菌功能的汽车保护膜生产制备设备,其包括挤压器、切割装置和收卷辊;
7.挤压器和切割装置之间依次设置有压延组件、挤压辊组件和镀膜辊轴轴;
8.挤压器用于将汽车保护膜原料加热并挤压呈片状结构;
9.压延组件和挤压辊组件用于将从挤压器出来的汽车保护膜由片状结构逐渐辊压为薄膜结构;
10.镀膜辊轴轴用于对薄膜结构的汽车保护膜上镀一层薄膜;
11.切割装置用于将镀膜后的汽车保护膜切割至预定宽度;切割装置包括固定辊轴,固定辊轴的一侧设置有安装条,安装条沿固定辊轴的长度方向设置,安装条的侧壁上设置有轨道,轨道沿安装条的长度方向设置,轨道上间隔设置有多个切刀装置,每个切刀装置均包括一个与轨道滑动配合的滑块,滑块上设置有直线电机,直线电机的输出端竖直朝上,直线电机的输出端上设置有安装板,安装板的上端面设置有固定板,固定板上设置有转轴和与转轴固定连接的第一旋转电机,转轴上固定设置有用于切割汽车保护膜的圆形切刀,圆形切刀的切割方向与汽车保护膜的长度方向同向。
12.进一步地,挤压器包括固定筒,固定筒的内部设置有转动的螺旋送料杆,固定筒内部设置有电加热丝,固定筒上设置有与其内部连通的料斗;
13.固定筒的一端为封闭结构,另一端为开口结构,固定筒的开口端上设置有出料头,出料头上设置有呈片状接口的出料口;固定筒的外部设置有用于驱动螺旋送料杆旋转的第二旋转电机。
14.进一步地,轨道的中部设置有燕尾槽,滑块的一侧壁上设置有与燕尾槽相匹配的限位块。
15.进一步地,滑块的另一侧壁上设置有锁紧螺杆,锁紧螺杆的一端穿过滑块和限位块与燕尾槽的底部接触。
16.进一步地,滑块的上端面竖直设置有多根导向柱;安装板上设置有多个用于与多根导向柱滑动配合的导向孔。
17.进一步地,压延组件包括多组辊压装置,每组辊压装置均包括长度相同的上压辊轴和下压辊轴,汽车保护膜从上压辊轴和下压辊轴之间穿过,汽车保护膜的上、下端面分别于上压辊轴和下压辊轴的圆周外壁接触;
18.多组辊压装置中的上压辊轴和下压辊轴长度逐渐变长,上压辊轴和下压辊轴之间的间隙逐渐减小。
19.进一步地,压延组件和挤压辊轴组件之间设置有过渡辊轴,挤压辊组件包括间距可调的下辊轴和上辊轴,汽车保护膜从下辊轴和上辊轴之间穿过,汽车保护膜的上、下端面分别于下辊轴和上辊轴的圆周外壁接触。
20.进一步地,镀膜辊轴上设置有离子源和多个用于向薄膜结构的汽车保护膜上溅射镀膜的镀膜模块,离子源设置在镀膜辊轴的内部,多个镀膜模块沿镀膜辊轴的轴线环向均匀布置;
21.镀膜模块包括安装基体,安装基体呈顶部具有开口的中空盒状结构,安装基座顶部为曲面,曲面的曲率与镀膜辊轴圆周面相匹配;
22.安装基体设置在镀膜辊轴上,安装基体的开口均朝向镀膜辊轴的圆心,安装基体内设置有用于产生镀膜离子的靶材。
23.本发明还提供一种具有杀菌功能的汽车保护膜生产制备设备的生产工艺,其包括:
24.步骤1、将汽车保护膜原材料放置在料斗中,挤压器将汽车保护膜原材料加热并挤压呈片状结构;
25.步骤2、片状结构的汽车保护膜绕卷至压延组件,压延组件将片状结构的汽车保护膜辊压成薄膜结构的汽车保护膜;
26.步骤3、薄膜结构的汽车保护膜绕卷至挤压辊组件上,通过高度调节装置调整下辊轴和上辊轴之间的间距,进而实现将薄膜结构的汽车保护膜辊压至预设厚度;
27.步骤4、达到预设厚度的汽车保护膜绕卷至镀膜辊轴上,多个镀膜模块用于向汽车保护膜表面镀一层薄膜,使得汽车保护膜具备杀菌功能;
28.步骤5、镀膜后的汽车保护膜绕卷至固定辊轴上,将轨道上的多个切刀装置之间的间距调整至预设距离,然后通过锁紧螺杆锁紧滑块与轨道的相对位置;
29.步骤6、启动直线电机,直线电机的输出端竖直向上伸出,带动安装板上的圆形切刀圆周外壁与汽车保护膜的下端面接触,通过启动第一旋转电机实现圆形切刀绕转轴轴线转动,圆形切刀将汽车保护膜裁剪至不同宽度;
30.步骤7、裁剪至不同宽度的汽车保护膜饶卷至收卷辊轴上。
31.本发明的有益效果为:1、本方案中的一种具有杀菌功能的汽车保护膜生产制备设备,通过设置有切割装置,在生产线上自动将汽车保护膜裁剪至预定宽度,且通过收卷辊轴将裁剪至预定宽度的汽车保护膜绕至成卷,以满足不同的汽车使用,替代了传统的将汽车保护膜生产成卷后,然后通过切刀将卷制的汽车保护膜切割成所需的宽度的生产方式,具有更高生产效率。
32.2、本方案中的一种具有杀菌功能的汽车保护膜生产制备设备,挤压辊组件包括下辊轴和上辊轴,通过高度调节装置实现下辊轴和上辊轴之间间距的调整,进而实现将薄膜结构的车衣膜辊压至预设厚度,有利于工艺调节。
33.3、在镀膜辊轴设置有镀膜模块对汽车保护膜进行镀膜,使得汽车保护膜具备杀菌功能,同时镀膜模块设置有多个,对汽车保护膜的镀膜更加均匀,生产出的汽车保护膜质量统一。
附图说明
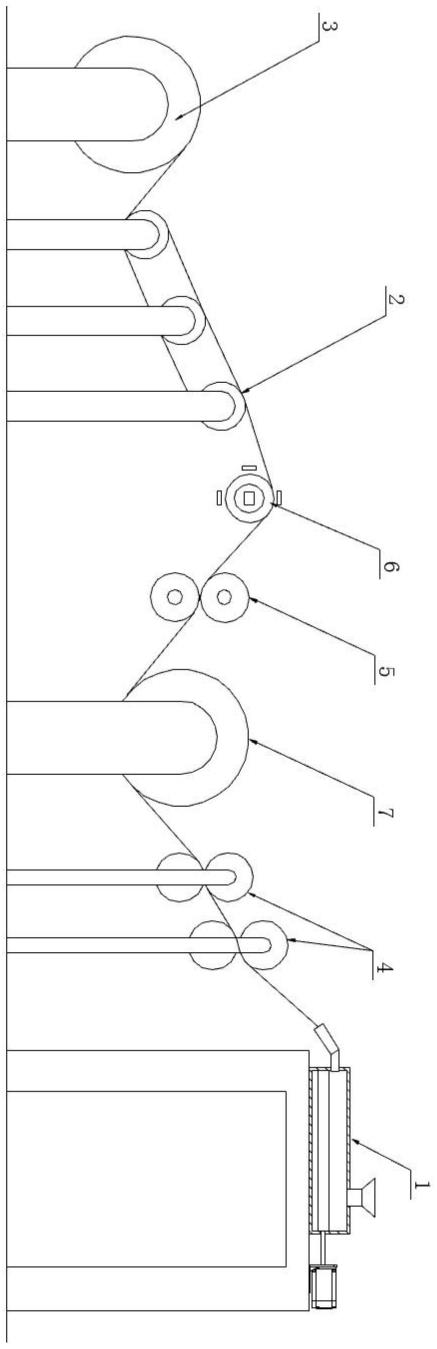
34.图1为一种具有杀菌功能的汽车保护膜生产制备设备的正视结构示意图。
35.图2为挤压器的内部结构示意图。
36.图3为切割装置的安装结构示意图。
37.图4为切割装置的侧视结构示意图。
38.图5为切割装置的正视结构示意图。
39.图6为辊压装置的结构示意图。
40.图7为挤压辊组件的结构示意图。
41.图8为镀膜辊轴的侧视结构示意图。
42.图9为镀膜模块的结构示意图。
43.其中,1、挤压器;101、固定筒;102、螺旋送料杆;103、电加热丝;104、料斗;105、出料头;106、第二旋转电机;2、切割装置;201、固定辊轴;202、安装条;203、轨道;204、切刀装置;205、滑块;206、直线电机;207、安装板;208、固定板;209、转轴;210、第一旋转电机;211、圆形切刀;212、燕尾槽;213、限位块;214、锁紧螺杆;215、导向柱;3、收卷辊;4、压延组件;401、辊压装置;402、上压辊轴;403、下压辊轴;5、挤压辊组件;501、下辊轴;502、上辊轴;6、镀膜辊轴;601、离子源;602、镀膜模块;603、安装基体;604、曲面;605、靶材;7、过渡辊轴。
具体实施方式
44.下面对本发明的具体实施方式进行描述,以便于本技术领域的技术人员理解本发明,但应该清楚,本发明不限于具体实施方式的范围,对本技术领域的普通技术人员来讲,只要各种变化在所附的权利要求限定和确定的本发明的精神和范围内,这些变化是显而易见的,一切利用本发明构思的发明创造均在保护之列。
45.如图1所示,本发明提供了一种具有杀菌功能的汽车保护膜生产制备设备,其包括挤压器1、切割装置2和收卷辊3;
46.挤压器1和切割装置2之间依次设置有压延组件4、挤压辊组件5和镀膜辊轴6轴。
47.如图2所示,挤压器1用于将汽车保护膜原料加热并挤压呈片状结构;作为挤压器1
的一种具体实施方式,挤压器1包括固定筒101,固定筒101的内部设置有转动的螺旋送料杆102,固定筒101内部设置有电加热丝103,固定筒101上设置有与其内部连通的料斗104;
48.固定筒101的一端为封闭结构,另一端为开口结构,固定筒101的开口端上设置有出料头105,出料头105上设置有呈片状接口的出料口;固定筒101的外部设置有用于驱动螺旋送料杆102旋转的第二旋转电机106。将汽车保护膜原料放置在料斗104中,通过旋转的螺旋送料杆102将汽车保护膜原料输送至固定筒101的开口端,同时电加热丝103会将汽车保护膜原料加热至熔融状态,熔融状态的汽车保护膜原料通过出料头105上的出料口,形成片状结构。
49.压延组件4和挤压辊组件5用于将从挤压器1出来的汽车保护膜由片状结构逐渐辊压为薄膜结构。
50.镀膜辊轴6轴用于对薄膜结构的汽车保护膜上镀一层薄膜,使得汽车保护膜具备杀菌功能。
51.如图3~图5所示,切割装置2用于将镀膜后的汽车保护膜切割至预定宽度;切割装置2包括固定辊轴201,固定辊轴201的一侧设置有安装条202,安装条202沿固定辊轴201的长度方向设置,安装条202的侧壁上设置有轨道203,轨道203沿安装条202的长度方向设置,轨道203上间隔设置有多个切刀装置204,每个切刀装置204均包括一个与轨道203滑动配合的滑块205,滑块205上设置有直线电机206,直线电机206的输出端竖直朝上,直线电机206的输出端上设置有安装板207,安装板207的上端面设置有固定板208,固定板208上设置有转轴209和与转轴209固定连接的第一旋转电机210,转轴209上固定设置有用于切割汽车保护膜的圆形切刀211,圆形切刀211的切割方向与汽车保护膜的长度方向同向。
52.切割装置2在切割汽车保护膜时,首先将轨道203上的多个切刀装置204之间的间距调整至预设距离,然后启动直线电机206,直线电机206的输出端竖直向上伸出,带动安装板207上的圆形切刀211圆周外壁与汽车保护膜的下端面接触,通过启动第一旋转电机210实现圆形切刀211绕转轴209轴线转动,圆形切刀211将汽车保护膜裁剪至不同宽度。
53.优选但不局限地,轨道203的中部设置有燕尾槽212,滑块205的一侧壁上设置有与燕尾槽212相匹配的限位块213。限位块213与燕尾槽212滑动配合,起着导向和支撑滑块205的作用。
54.滑块205的另一侧壁上设置有锁紧螺杆214,锁紧螺杆214的一端穿过滑块205和限位块213与燕尾槽212的底部接触,通过锁紧螺杆214与燕尾槽212底部的接触,限位块213的两侧壁分别与燕尾槽212两侧壁抵紧接触,避免了两者的相对晃动和滑动,使得滑块205与轨道203之间配合更加紧密,避免了圆形切刀211在对汽车保护膜裁剪过程中位置的改变,提高了滑块205与轨道203之间的位置精度,保障汽车保护膜的生产质量。
55.所述滑块205的上端面竖直设置有多根导向柱215;所述安装板207上设置有多个用于与多根所述导向柱215滑动配合的导向孔。多根导向柱215和多个导向孔的配合,使得安装板207的上下竖直运动更加平稳顺畅,避免安装板207在竖直运动过程中出现晃动,提高了圆形切刀211的位置精度。
56.如图6所示,优选但不局限地,所述压延组件4包括多组辊压装置401,每组所述辊压装置401均包括长度相同的上压辊轴402和下压辊轴403,汽车保护膜从所述上压辊轴402和下压辊轴403之间穿过,汽车保护膜的上、下端面分别于上压辊轴402和下压辊轴403的圆
周外壁接触;多组辊压装置401中的上压辊轴402和下压辊轴403长度逐渐变长,上压辊轴402和下压辊轴403之间的间隙逐渐减小。片状结构的汽车保护膜绕卷至压延组件4,压延组件4将片状结构的汽车保护膜辊压成薄膜结构的汽车保护膜。
57.如图7所示,作为挤压辊组件5的具体设置方式,所述压延组件4和挤压辊轴组件之间设置有过渡辊轴7,所述挤压辊组件5包括间距可调的下辊轴501和上辊轴502,汽车保护膜从所述下辊轴501和上辊轴502之间穿过,汽车保护膜的上、下端面分别于下辊轴501和上辊轴502的圆周外壁接触。间距可调的下辊轴501和上辊轴502实现将薄膜结构的车衣膜辊压至预设厚度,有利于工艺调节。
58.如图8和图9所示,镀膜辊轴6上设置有离子源601和多个用于向薄膜结构的汽车保护膜上溅射镀膜的镀膜模块602,通过在镀膜辊轴6设置有镀膜模块602对汽车保护膜进行镀金属反射膜,金属反射膜内可以添加银离子,银离子有杀菌功效,且金属反射膜可以反射阳光且细菌不易附着,使得汽车保护膜具备杀菌功能。
59.同时镀膜模块602设置有多个,对汽车保护膜的镀膜更加均匀,生产出的车衣膜质量统一,同时所消耗的抗菌和防紫外线配方材料用量小,节约原材料,降低了车衣膜的制作成本。
60.作为镀膜辊轴6的一种具体设置方式,离子源601设置在镀膜辊轴6的内部,多个镀膜模块602沿镀膜辊的轴线环向均匀布置;离子源601可以对基材表面进行处理,增加附着力,提高沉积效率,提升镀膜效果和效率。
61.镀膜模块602包括安装基体603,安装基体603呈顶部具有开口的中空盒状结构,安装基座顶部为曲面604,曲面604的曲率与镀膜辊轴6圆周面相匹配,使得镀膜模块602与镀膜辊轴6安装更加贴合,安装基体603设置在镀膜辊轴6上,安装基体603的开口均朝向镀膜辊的圆心,安装基体603内设置有用于产生镀膜离子的靶材605。
62.本发明还提供一种具有杀菌功能的汽车保护膜生产制备设备的生产工艺,其包括:
63.步骤1、将汽车保护膜原材料放置在料斗104中,挤压器1将汽车保护膜原材料加热并挤压呈片状结构;
64.步骤2、片状结构的汽车保护膜绕卷至压延组件4,压延组件4将片状结构的汽车保护膜辊压成薄膜结构的汽车保护膜;
65.步骤3、薄膜结构的汽车保护膜绕卷至挤压辊组件5上,通过高度调节装置调整下辊轴501和上辊轴502之间的间距,进而实现将薄膜结构的汽车保护膜辊压至预设厚度;
66.步骤4、达到预设厚度的汽车保护膜绕卷至镀膜辊轴6上,多个镀膜模块602用于向汽车保护膜表面镀一层薄膜,使得汽车保护膜具备杀菌功能;
67.步骤5、镀膜后的汽车保护膜绕卷至固定辊轴201上,将轨道203上的多个切刀装置204之间的间距调整至预设距离,然后通过锁紧螺杆214锁紧滑块205与轨道203的相对位置;
68.步骤6、启动直线电机206,直线电机206的输出端竖直向上伸出,带动安装板207上的圆形切刀211圆周外壁与汽车保护膜的下端面接触,通过启动第一旋转电机210实现圆形切刀211绕转轴209轴线转动,圆形切刀211将汽车保护膜裁剪至不同宽度;
69.步骤7、裁剪至不同宽度的汽车保护膜饶卷至收卷辊3轴上。采用上述工艺,在生产
线上自动将汽车保护膜裁剪至预定宽度,且通过收卷辊3轴将裁剪至预定宽度的汽车保护膜绕至成卷,以满足不同的汽车使用,替代了传统的将汽车保护膜生产成卷后,然后通过切刀将卷制的汽车保护膜切割成所需的宽度的生产方式,具有更高生产效率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1