一种环保型一次性餐盒及其成型工艺的制作方法
1.本发明涉及餐盒领域,具体的是一种环保型一次性餐盒及其成型工艺。
背景技术:
2.一次性餐盒顾名思义便是一种一次性的用于打包食物的容器,当利用单个餐盒同时对主食以及配菜进行承装时,汤配菜的汤汁是会混入主食内的,使主食被浸湿后呈粘稠状影响口感;而仅用餐盒装带有汁水的配菜时,在餐盒被移动或晃动时,即便餐盒有封盖闭合也会使餐盒内的汤汁会随着晃动向上溅起,顺着封盖与餐盒的间隙向外溢出;并且,部分的现有餐盒在使用中为了能够使餐盒同时装载主食与配菜,而会在餐盒内盖设隔层盒来分隔形成上下层,从而通过上下层来分别放置主食以及配菜,但该种分隔盒在上端装好主食后,并无结构可将其提起,只可挤压餐盒的两侧,使餐盒的另外两侧与分隔盒出现间隙后再将手指插入间隙中才可将分隔盒取出,但该种取出的方式容易随着分隔层的扭曲而造成主食掉落至配菜中。
技术实现要素:
3.本发明提供了一种环保型一次性餐盒及其成型工艺,其克服了背景技术中所描述的不足。
4.本发明解决其技术问题的所采用的技术方案是:一种环保型一次性餐盒及其成型工艺,包括餐盒本体,所述餐盒本体包括装载盒、分隔片、备用盒,所述分隔片以及备用盒均装设于装载盒内,所述备用盒叠设于分隔片上;所述分隔片上端的长轴两端分别设有一提拉条,所述提拉条突出于备用盒的表面,所述分隔片上端具有一向内凹陷的卡槽,当所述备用盒放置于分隔片上时,所述备用盒嵌入卡槽内;所述备用盒上端开口呈扩口设置。
5.一较佳技术方案:所述装载盒内侧面设有一向外凸起的遮掩部,所述遮掩部沿装载盒的内侧表面平行延伸,所述分隔片叠设于遮掩部上。
6.一较佳技术方案:所述分隔片放置在遮掩部上后在所述装载盒内形成用于放置主食以及配菜的上下隔层,当所述分隔片放置于遮掩部上时,所述分隔片的下端面与遮掩部的上端面相贴合。
7.一较佳技术方案:所述遮掩部呈向下倾斜状设置,所述遮掩部的下端面与装载盒的内侧下端面之间具有间隙。
8.一较佳技术方案:所述装载盒内侧下端面边沿呈弧状倒角设置。
9.一较佳技术方案:所述成型工艺包括一种用于生产所述一次性餐盒的成型设备,所述成型设备包括第一模具组、第二模具组、架体,所述第一模具组与第二模具组均安装于架体上,所述第一模具组与第二模具组分别通过一驱动压合;所述架体包括溶液提取器以及注塑溶液储存器,所述溶液提取器分别通过一连通管与注塑溶液储存器以及第一模具组
相连通;所述第一模具组包括第一上模以及第一下模,所述第一上模上具有用于注塑的,所述溶液提取器与相连通,所述第一上模盖设在第一下模上,所述第一上模与第一下模之间具有用于成型所述装载盒的定型腔,所述与定型腔相连通所述第二模具组包括第二上模以及第二下模,所述第二上模活动设于第二下模上方,所述第二下模上表面具有向内凹陷的凹模槽,所述第二上模具有相对应的凸模块,所述第二模具组内还设有一用于加热的电加热丝,所述电加热丝通过外接电源供电加热;所述第一上模以及第二上模上均装设有,以通过驱动第一上模以及第二上模上下升降,每个所述均通过外接气泵供气;所述成型工艺还包括以下具体步骤:s1:通过将餐盒的材料放置于第二下模的凹模槽内,随后通过驱动第二上模下压,同时利用电加热丝加热第二上模,提高第二上模的表面温度,通过高温对挤压的材料进行塑形,得到分隔片以及备用盒;s2:通过另一个下压第一上模,利用溶液提取器抽动注塑溶液储存器内的注塑溶液往内注塑,待注塑溶液填充满第一上模与第一下模之间的定型腔后等待min-min,脱模成型装载盒;s3:通过人为将装载盒内侧的遮掩部向下按压,再将分隔片以及备用盒叠设于遮掩部上,得到成品。
10.一较佳技术方案:所述第二下模上表面具有向内凹陷的分隔片凹模槽、提拉条凹模槽以及备用盒凹模槽,所述提拉条凹模槽分别连通于分隔片凹模槽的长轴两端,所述备用盒凹模槽位于分隔片凹模槽的侧面,所述凹模槽包括分隔片凹模槽、提拉条凹模槽以及备用盒凹模槽。
11.一较佳技术方案:所述s包括以下具体步骤:s11:分别拾取片状与条状材料放置于分隔片凹模槽以及提拉条凹模槽上;s12:将片状材料嵌入所述提拉条凹模槽中,随后控制第二上模下压;s13:第二上模下压的过程中通过电加热丝加热第二上模的温度;s14:通过加热后的第二上模挤压位于分隔片凹模槽以及提拉条凹模槽内的片状、条状材料,使其衔接端熔化后相粘合,成型分隔片。
12.本技术方案与背景技术相比,它具有如下优点:本发明可利用分隔片将装载盒内分隔为上下层,通过不同的隔层来区分或放置主食或配菜,并且在需要取出分隔片或备用盒时,也可直接通过提拉提拉条的方式向上抬升即可将其取出。
13.并且,本发明在利用分隔片下侧的容腔来放置有汤汁的配菜时,在晃动装载盒时向上溅起的汤汁便会被遮掩部所阻挡,并且所述遮掩部呈向下倾斜状设置,所述遮掩部的下端面与装载盒的内侧下端面之间具有间隙,所述装载盒内侧下端面边沿呈弧状倒角设置,可在汤汁被左右晃动时,通过装载盒内侧下端面的弧状倒角边缘对汤汁进行引导,使汤汁不会溢出或顺着分隔片与遮掩部的衔接端向外流出。
附图说明
14.下面结合附图和实施例对本发明作进一步说明。
15.图1为餐盒本体的结构示意图。
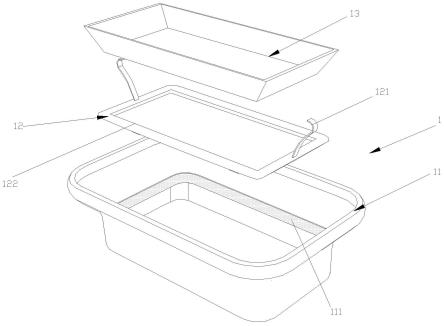
16.图2为餐盒本体的拆解示意图。
17.图3-4为成型设备不同角度的结构示意图。
18.图5为第一模具组的示意图。
19.图6为第一模具组拆解后局部半剖的示意图。
20.图7为第二模具组的示意图。
21.图中:餐盒本体1、装载盒11、遮掩部111、分隔片12、提拉条121、备用盒13、第一模具组2、第一上模21、第一下模22、第二模具组3、第二上模31、电加热丝311、第二下模32、分隔片凹模槽321、提拉条凹模槽322、备用盒凹模槽323、架体4、溶液提取器41、注塑溶液储存器42。
具体实施方式
22.实施例一如图1-2所示,一种环保型一次性餐盒及其成型工艺,包括餐盒本体1,所述餐盒本体1包括装载盒11、分隔片12、备用盒13,所述分隔片12以及备用盒13均装设于装载盒11内,所述备用盒13叠设于分隔片12上;所述分隔片12上端的长轴两端分别设有一提拉条121,所述提拉条121突出于备用盒13的表面,所述分隔片12上端具有一向内凹陷的卡槽122,当所述备用盒13放置于分隔片12上时,所述备用盒13嵌入卡槽122内;所述备用盒13上端开口呈扩口设置,并且由于所述分隔片12放置在遮掩部111上后在所述装载盒11内形成用于放置主食以及配菜的上下隔层,当所述分隔片12放置于遮掩部111上时,所述分隔片12的下端面与遮掩部111的上端面相贴合,当利用本发明来装主食以及配菜时,可现将配菜装入分隔片12下方,而主食则可以放置于分隔片12上方,而备用盒13是作为增加对主食的容纳量的设备,但并不代表一定需要利用备用盒13来装主食,也可直接将主食发那个置于分隔片12上,在将分隔片12或备用盒13向外取出时,可抓住提拉条121向上提起即可,通过提起分隔片12同时提起备用盒13;并且,所述装载盒11内侧面设有一向外凸起的遮掩部111,所述遮掩部111沿装载盒11的内侧表面平行延伸,所述分隔片12叠设于遮掩部111上,当利用分隔片12下侧的容腔来放置有汤汁的配菜时,在晃动装载盒11时向上溅起的汤汁便会被遮掩部111所阻挡,并且所述遮掩部111呈向下倾斜状设置,所述遮掩部111的下端面与装载盒11的内侧下端面之间具有间隙,所述装载盒11内侧下端面边沿呈弧状倒角设置,可在汤汁被左右晃动时,通过装载盒11内侧下端面的弧状倒角边缘对汤汁进行引导,使汤汁不会溢出或顺着分隔片12与遮掩部111的衔接端向外流出;本实施例中更主要的是为了避免汤汁混入主食中,或在向外拿取主食时较为困难或拿取主食时主食掉落至配菜内。
23.实施例二如图3-7所示的,本实施中提供了一种环保型一次性餐盒的成型工艺,所述成型工艺包括一种用于生产所述一次性餐盒的成型设备,所述成型设备包括第一模具组2、第二模具组3、架体4,所述第一模具组2与第二模具组3均安装于架体4上,所述第一模具组2与第二模具组3分别通过一5驱动压合;所述架体4包括溶液提取器41以及注塑溶液储存器42,所述溶液提取器41分别通过一连通管与注塑溶液储存器42以及第一模具组2相连通;所述第一
模具组2包括第一上模21以及第一下模22,所述第一上模21上具有用于注塑的211,所述溶液提取器41与211相连通,所述第一上模21盖设在第一下模22上,所述第一上模21与第一下模22之间具有用于成型所述装载盒11的定型腔,所述211与定型腔相连通所述第二模具组3包括第二上模31以及第二下模32,所述第二上模31活动设于第二下模32上方,所述第二下模32上表面具有向内凹陷的凹模槽,所述第二上模31具有相对应的凸模块,所述第二模具组3内还设有一用于加热的电加热丝311,所述电加热丝311通过外接电源供电加热;所述第一上模21以及第二上模31上均装设有5,以通过5驱动第一上模21以及第二上模31上下升降,每个所述5均通过外接气泵供气;由于,所述第二下模32上表面具有向内凹陷的分隔片凹模槽321、提拉条凹模槽322以及备用盒凹模槽323,所述提拉条凹模槽322分别连通于分隔片凹模槽321的长轴两端,所述备用盒凹模槽323位于分隔片凹模槽321的侧面,所述凹模槽包括分隔片凹模槽321、提拉条凹模槽322以及备用盒凹模槽323,在使用中分别通过第一模具组2以及第二模具组3对产品材料进行压合,通过加压定型的方式对材料进行塑形,在制作分隔片12以及备用盒13时,可分别将需要的材料分别放置于第二模具组3上的分隔片凹模槽321、提拉条凹模槽322以及备用盒凹模槽323上,由于第二上模31内设有电加热丝311,而电加热丝311具有通电加热效果,因此在第二上模31工作时,可让电加热丝311通电加热,提高第二上模31表面的温度,在第二上模31下压材料时,使材料表面略微融化,让放置于分隔片凹模槽321以及提拉条凹模槽322上的材料相粘合后成型分隔片12以及分隔片12两侧的提拉条121;并且当将主食放置于分隔片12上时,为了便于后续提拉提拉条121,可不将两侧的提拉条121所遮掩,或使两侧的提拉条121突出于主食的表面,即便于后续的提拉与取出主食。
24.而有必要解释的是,为了成型装载盒11内的遮掩部111,第一上模21与第一下模22叠设后形成的定型腔中,会预留向上翘起的与遮掩部111外形相符合的腔室,而预留向上翘起的腔室是为了在装载盒11冷却定型完成后,将装载盒11从第一上模21上取下时,可更便于装载盒11的脱模,因此当将装载盒11从第一模具组2内脱模后,需要人为手动下压遮掩部111使,遮掩部111下压弯曲成如图2所示的向下倾斜状,才可形成对汤汁的有效阻拦。
25.还有必要解释的是,所述第一模具组2以及第二模具组3可采用任何功能的压铸成型模具,仅需满足压铸成型后的产品结构如实施例一所示的餐盒本体1即可,而成型模具则属于本领域技术人员所悉知的技术,因此在此便不多做赘述;同时,所述溶液提取器41以及注塑溶液储存器42,均可采用现有技术中的用于注塑功能的设别,仅需满足对注塑溶液的保温、灌注功能即可,而注塑溶液储存器42可采用专利号为cn213500201u一种注塑设备物料加热机构,来对注塑溶液进行加热以及输送,也可采用专利号为cn215849305u一种注塑机注塑出料装置,以上列举的两个专利并非表示本专利仅可使用该两种专利,而想表达的是,溶液提取器41以及注塑溶液储存器42为本领域技术人员所悉知的公知技术,在此也不对其坐进一步赘述。
26.所述成型工艺还包括以下具体步骤:s1:通过将餐盒的材料放置于第二下模32的凹模槽内,随后通过5驱动第二上模31下压,同时利用电加热丝311加热第二上模31,提高第二上模31的表面温度,通过高温对挤压的材料进行塑形,得到分隔片12以及备用盒13;
s2:通过另一个5下压第一上模21,利用溶液提取器41抽动注塑溶液储存器42内的注塑溶液往211内注塑,待注塑溶液填充满第一上模21与第一下模22之间的定型腔后等待1min-2min,脱模成型装载盒11;s3:通过人为将装载盒11内侧的遮掩部111向下按压,再将分隔片12以及备用盒13叠设于遮掩部111上,得到成品。
27.更进一步的,所述s1包括以下具体步骤:s11:分别拾取片状与条状材料放置于分隔片凹模槽321以及提拉条凹模槽322上;s12:将片状材料嵌入所述提拉条凹模槽322中,随后控制第二上模31下压;s13:第二上模31下压的过程中通过电加热丝311加热第二上模31的温度;s14:通过加热后的第二上模31挤压位于分隔片凹模槽321以及提拉条凹模槽322内的片状、条状材料,使其衔接端熔化后相粘合,成型分隔片12。
28.更进一步的,所述第二下模32上表面具有向内凹陷的分隔片凹模槽321、提拉条凹模槽322以及备用盒凹模槽323,所述提拉条凹模槽322分别连通于分隔片凹模槽321的长轴两端,所述备用盒凹模槽323位于分隔片凹模槽321的侧面,所述凹模槽包括分隔片凹模槽321、提拉条凹模槽322以及备用盒凹模槽323。
29.以上所述,仅为本发明较佳实施例而已,故不能依此限定本发明实 施的范围,即依本发明专利范围及说明书内容所作的等效变化与修饰,皆应仍属本发明涵盖的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1