纸张的后加工处理方法以及系统与流程
1.本发明涉及纸张处理的技术领域,特别是涉及纸张的后加工处理方法以及系统。
背景技术:
2.生活用纸,如面巾纸、卫生纸、餐巾纸、擦手纸等,是人们必不可少的日常生活用品,市场上见到的生活用纸产品是由抄纸机抄造的大卷原纸经过复卷、分切折叠、卷取分切、压花、印花、层合、涂布等后加工工序得到的终端产品。
3.传统的纸张后处理通过经过大卷原纸上卷、开卷、分切/层合分切、收卷、小纸卷运输、小纸卷上卷、开卷等工序,工序繁多,使得生活用纸加工效率低下。
4.且各种机台、开卷架、小纸卷放置区等占用空间大,增加了生产成本。
技术实现要素:
5.本发明提供纸张的后加工处理方法以及系统,以解决现有技术中存在纸张后处理工序繁多且各种后处理机器占用空间大的问题。
6.为解决上述技术问题,本发明提供一种纸张的后加工处理系统,包括:开卷架,待处理纸卷安装于开卷架上,开卷架用于开卷待处理纸卷;分切辊组,分切辊组设置于待处理纸卷的开卷路径上,并与待处理纸卷的开卷方向平行设置,以分切开卷后的待处理纸卷,得到多个纸幅;多个加工机,各加工机分别设置于分切辊组远离开卷架的一侧,以分别加工对应的纸幅;多个转向组件,各转向组件设置于分切辊组与对应的加工机之间,并位于对应的纸幅的传输路径上,以导向纸幅至对应的加工机。
7.其中,多个加工机包括至少一个第一加工机、至少一个第二加工机以及至少一个第三加工机;多个转向组件包括至少一个第一转向组件以及至少一个第二转向组件;第一加工机位于分切辊组的第一端,第二加工机位于分切辊组的第二端,第三加工机位于第一端与第二端之间;第二端为第一端的相对端;其中,第一加工机与分切辊组之间的第一转向组件与分切辊组倾斜设置,且朝向对应的第一加工机倾斜;第二加工机与分切辊组之间的第二转向组件与分切辊组倾斜设置,且朝向对应的第二加工机倾斜。
8.其中,第一转向组件的倾斜角度范围为0-90
°
;第二转向组件的倾斜角度范围为0-90
°
。
9.其中,第一转向组件的倾斜角度为45
°
;第二转向组件的倾斜角度为45
°
;其中,第一加工机与分切辊组垂直设置,第二加工机与分切辊组垂直设置,第三加工机与分切辊组平行设置;第二端为第一端的相对端。
10.其中,纸张的后加工处理系统还包括多个子铺展辊以及一个总铺展辊;子铺展辊的数量与位置与加工机的数量与位置一一对应;各子铺展辊分别设置于对应的加工机与分切辊组之间,各子铺展辊分别与对应的加工机平行设置,且位于对应的纸幅的传输路径上,以铺展纸幅;总铺展辊位于分切辊组远离开卷架的一侧,以铺展各纸幅。
11.其中,待处理纸卷被分切后得到的纸幅的数量大于或等于纸张的后加工处理系统
中加工机的数量;各加工机分别加工至少一个纸幅。
12.其中,多个加工机包括分切折叠机台、卷取分切机台、复卷机台、压花机台、印花机台、层合机台或涂布机台中的至少一种或多种。
13.为解决上述技术问题,本发明还提供一种纸张的后加工处理方法,包括:获取到待处理纸卷,将待处理纸卷安装于纸张的后加工处理系统的开卷架上;通过开卷架开卷待处理纸卷,并通过纸张的后加工处理系统的分切辊组分切开卷后的待处理纸卷,得到多个纸幅;通过纸张的后加工处理系统的多个加工机分别加工对应的纸幅;其中,至少部分纸幅通过纸张的后加工处理系统的转向组件导向至对应的加工机;纸张的后加工处理系统包括上述任一项的纸张的后加工处理系统。
14.其中,通过纸张的后加工处理系统的多个加工机分别加工各纸幅;其中,至少部分纸幅通过纸张的后加工处理系统的转向组件导向至对应的加工机的步骤包括:将至少一个纸幅通过纸张的后加工处理系统的第一转向组件导向传输至对应的第一加工机,以使第一加工机加工纸幅;将至少一个纸幅通过纸张的后加工处理系统的第二转向组件导向传输至对应的第二加工机,以使第二加工机加工纸幅;将至少一个纸幅传输至纸张的后加工处理系统的第三加工机,以通过第三加工机进行加工。
15.其中,通过纸张的后加工处理系统的多个加工机分别加工各纸幅的步骤包括:通过多个加工机分别对各纸幅进行分切折叠、卷取分切、复卷、压花、印花、层合或涂布。
16.本发明的有益效果是:区别于现有技术的情况,纸张的后加工处理系统通过在待处理纸卷的开卷路径上设置分切辊组,从而直接将开卷后的待处理纸卷进行分切,得到小尺寸纸张,且通过转向组件在纸幅的传输路径上,导向纸幅至对应的加工机,从而实现多个纸幅的协同后处理,且省去了小纸卷收卷、运输以及加工工序前的小纸卷上卷、开卷的工序,且各台加工机的布置能够更加紧凑,克服了待处理纸卷到终端产品流程繁多,以及各种机台、开卷架、小纸卷放置区等占用空间大的缺陷,提高了生产效率,降低了生产成本。
附图说明
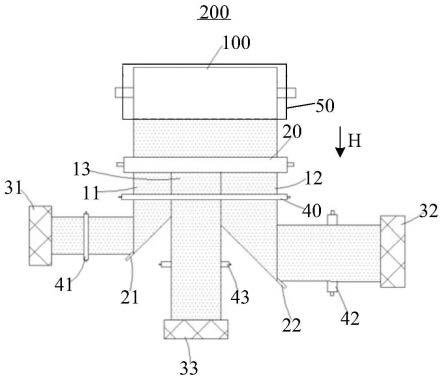
17.图1是本发明纸张的后加工处理系统一实施例的结构示意图;
18.图2是本发明纸张的后加工处理系统一实施例的流程示意图。
具体实施方式
19.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
20.请参阅图1,图1是本发明纸张的后加工处理系统一实施例的结构示意图。
21.本实施例的纸张的后加工处理系统200包括开卷架50、分切辊组20、多个加工机以及多个转向组件。
22.待处理纸卷100安装于开卷架50上,开卷架50用于开卷待处理纸卷100。
23.其中,待处理纸卷100由纸张卷绕而成。其中,纸张可以包括生活用纸、铜版纸、胶版纸、轻质纸、装饰纸等,在此不做限定。在一个具体的应用场景中,该待处理纸卷100可以
由植物纤维浆料依次经过抄纸机台的上网成型、压榨脱水、烘缸干燥、刮刀起皱和纸张传输卷取制得。植物纤维浆料包括针叶木浆纤维、阔叶木浆纤维、竹浆纤维、草浆纤维、棉浆纤维等天然植物纤维中的至少一种。其中,待处理纸卷100的幅宽范围为3~8m,具体可以为3m、4m、5m、7m、8m等,在此不做限定。
24.在一个具体的场景中,待处理纸卷100可以包括至少一层基纸,基纸可以为白色纸或原色纸,基纸的基重范围为10~50g/m2,水分含量可以小于10%。
25.分切辊组20设置于待处理纸卷100的开卷路径上,并与待处理纸卷100的开卷方向平行设置,以分切开卷后的待处理纸卷100,得到多个纸幅。待处理纸卷100被开卷后,被分切辊组20进行纵向裁剖成所需宽度的多个纸幅,其中,所有纸幅的幅宽之和等于待处理纸卷100的幅宽。
26.各加工机分别设置于分切辊组20远离开卷架50的一侧,以分别加工各纸幅。各转向组件设置于分切辊组20与对应的加工机之间,并位于对应的纸幅的传输路径上,以导向纸幅至对应的加工机,从而通过加工机对各纸幅进行加工。转向组件可以包括转向辊或其他转向装置,在此不做限定。
27.本实施例的待处理纸卷100上的纸张先经开卷架50开卷,开卷后,纸张被传输至分切辊组20进行纵向分切,得到多个纸幅,纸幅被传输至对应的加工机内进行加工,其中,至少部分纸幅先经对应的转向组件导向后,再传输至对应的加工机内进行加工。本实施例的纸张的后加工处理系统能够使得分切后的多个纸幅直接与对应的加工机进行对应传输,从而省去了小纸卷收卷、运输以及加工工序前的小纸卷上卷、开卷的工序,且通过转向组件改变对应的纸幅的方向,进而使其传输至不同的加工机,使得多个加工机能够容纳于同一纸张的后加工处理系统中,布置能够更加紧凑,进而节省多个加工机的占用空间。
28.通过上述结构,本实施例的纸张的后加工处理系统通过在待处理纸卷的开卷路径上设置分切辊组,从而直接将开卷后的待处理纸卷进行分切,得到小尺寸纸张,且通过转向组件在纸幅的传输路径上,导向纸幅至对应的加工机,从而实现多个纸幅的协同后处理,且省去了小纸卷收卷、运输以及加工工序前的小纸卷上卷、开卷的工序,且各台加工机的布置能够更加紧凑,克服了待处理纸卷到终端产品流程繁多,以及各种机台、开卷架、小纸卷放置区等占用空间大的缺陷,提高了生产效率,降低了生产成本。
29.在其他实施例中,纸张的后加工处理系统200中纸幅的数量可以大于或等于加工机的数量,多个纸幅用于供给多台加工机进行加工处理,以得到纸产品,每个加工机对至少一个纸幅进行加工处理。即一个加工机可以同时对多个纸幅进行加工处理。例如,加工机收卷多层纸幅,制备多层纸张的卷纸等,具体在此不做限定。
30.其中,每台加工机的入料层数设置为待处理纸卷100中基纸的层数的整数倍。
31.在其他实施例中,纸张的后加工处理系统200中纸幅的数量也可以小于或等于加工机的数量,以通过至少一个加工机对同一纸幅进行至少一次加工。例如:染色加工机和印花加工机分别对同一纸幅进行染色以及印花加工处理。
32.在其他实施例中,多个加工机包括至少一个第一加工机31、至少一个第二加工机32以及至少一个第三加工机33;多个转向组件包括至少一个第一转向组件21以及至少一个第二转向组件22。
33.其中,第一加工机31、第二加工机32以及第三加工机33的数量可以分别为1个、2
个、3个等,具体可以基于实际需求进行设置,在此不做限定。
34.其中,第一加工机31位于分切辊组20的第一端,第二加工机32位于分切辊组20的第二端,第三加工机33位于第一端与第二端之间,即分切辊组20的中部;第二端为第一端的相对端。
35.其中,第一加工机31与分切辊组20之间的第一转向组件21与分切辊组20倾斜设置,且朝向对应的第一加工机31倾斜,用于将对应的纸幅的传输方向导向对应的第一加工机31。
36.第二加工机32与分切辊组20之间的第二转向组件22与分切辊组20倾斜设置,且朝向对应的第二加工机32倾斜,用于将对应的纸幅的传输方向导向对应的第二加工机32。
37.第三加工机33与分切辊组20之间不存在转向组件,对应的纸幅直接传输至第三加工机33进行加工。
38.在其他实施例中,第一转向组件21的倾斜角度范围为0-90
°
,具体可以为30
°
、40
°
、50
°
、60
°
、70
°
、80
°
等,在此不做限定,以最大限度合理利用空间。其中,第一转向组件21的倾斜角度指的是第一转向组件21与待处理纸卷100的开卷方向h之间的夹角。
39.第二转向组件22的倾斜角度范围为0-90
°
,具体可以为30
°
、40
°
、50
°
、60
°
、70
°
、80
°
等,在此不做限定,以最大限度合理利用空间。其中,第二转向组件22的倾斜角度指的是第二转向组件22与待处理纸卷100的开卷方向h之间的夹角。
40.其中,第一转向组件21与第二转向组件22的倾斜角度不同,对应的第一加工机31和第二加工机32的对应位置也可以进行调整。
41.在其他实施例中,第一转向组件21的倾斜角度为45
°
;第二转向组件22的倾斜角度为45
°
。
42.其中,第一加工机31位于分切辊组20的第一端,且与分切辊组20垂直设置,第二加工机32位于分切辊组20的第二端,且与分切辊组20垂直设置,第三加工机33位于第一端与第二端之间,且与分切辊组20平行设置;第二端为第一端的相对端。
43.通过上述设置,可以使对应的纸幅经转向组件转向后,实现90度转折,以与对应的加工机的入料口方向对应,便于加工机接收。
44.在其他实施例中,使位于分切辊组20的第一端的至少一个纸幅的宽度等于第一加工机的入料宽度;使位于分切辊组20的第二端的至少一个纸幅的宽度等于第二加工机的入料宽度;使位于第一端与第二端之间的至少一个纸幅的宽度等于第三加工机的入料宽度,从而便于各纸幅入料加工机。
45.在其他实施例中,使位于分切辊组20的第一端的至少一个纸幅转向0-90
°
后传输至第一加工机;使位于分切辊组20的第二端的至少一个纸幅转向0-90
°
后传输至第二加工机;使位于第一端与第二端之间的至少一个纸幅转向0-90
°
后传输至第三加工机。
46.从而,上述各台加工机的布置更加紧凑,进一步减少了现有加工机台的占用空间,且分切后的各个纸幅传输互不干涉,合理利用空间。
47.在其他实施例中,纸张的后加工处理系统200还包括多个子铺展辊以及一个总铺展辊40;子铺展辊的数量与位置与加工机的数量与位置一一对应;
48.各子铺展辊分别设置于对应的加工机与分切辊组20之间,且位于对应的纸幅的传输路径上,以铺展纸幅。
49.其中,各子铺展辊分别与对应的加工机平行设置,即与纸幅的传输方向垂直设置,以铺展经过的纸幅,使其平稳传输。
50.总铺展辊40位于分切辊组20远离开卷架50的一侧,以铺展切分后的所有纸幅。
51.铺展辊用于对传输路径上的纸幅进行铺展,减少纸幅出现褶皱、折叠等情况,使其平稳传输,使得纸幅进入加工机时是舒展的,便于加工机加工,提高纸幅产品的品质。
52.在其他实施例中,多个子铺展辊包括至少一个第一子铺展辊41、至少一个第二子铺展辊42以及至少一个第三子铺展辊43。
53.各第一子铺展辊41分别设置于对应的第一加工机31与第一转向组件21之间;各第二子铺展辊42分别设置于对应的第二加工机32与第二转向组件22之间;各第三子铺展辊43分别设置于对应的第三加工机33与分切辊组20之间。
54.可以理解的,每个转向的纸幅对应一个子转向辊;传输至同一个加工机的两个以上纸幅所对应的转向辊呈上下平行设置,以确保转向后的两个以上纸幅呈上下层叠入料。
55.通过上述种类的子铺展辊分别对各种加工机对应的纸幅进行铺展处理,使其平稳传输,减少纸幅出现褶皱、折叠等情况,使得纸幅进入加工机时是舒展的,便于加工机加工,提高纸幅产品的品质。
56.在其他实施例中,加工机包括分切折叠机台、卷取分切机台、复卷机台、压花机台、印花机台、层合机台或涂布机台中的至少一种或多种,在此不做限定。
57.具体地,加工机用于将待处理纸卷100上的基纸加工成为抽取式、卷筒式、层叠式等不同形式的纸产品,加工机包括分切折叠机台、卷取分切机台、复卷机台等机台中的至少一种或多种。
58.进一步地,加工机也可以包括压花机台、印花机台、层合机台或涂布机台等机台中的至少一种或多种,用于对基纸进行压花、印花、胶合、压合或涂布功能性涂层等处理,以赋予纸产品以功能性和/或美观性。
59.其中,同一纸张的后加工处理系统200中多个加工机的功能类型可以相同或不同,在此不做限定。
60.在其他实施例中,开卷架50内包括有驱动装置(图中未示出),开卷架50通过驱动装置对待处理纸卷100进行开卷,并驱动开卷后的纸张进行传输。
61.在一个具体的实施方式中,以第一加工机31、第二加工机32以及第三加工机33的数量均为1进行说明。
62.第一加工机31位于分切辊组20的第一端,且与分切辊组20垂直设置,第二加工机32位于分切辊组20的第二端,且与分切辊组20垂直设置,第三加工机33位于第一端与第二端之间,且与分切辊组20平行设置;第二端为第一端的相对端。
63.第一加工机31与分切辊组20之间的第一转向组件21与分切辊组20倾斜45度设置,且朝向对应的第一加工机31倾斜,用于将靠近分切辊组20的第一端的第一纸幅11的传输方向导向对应的第一加工机31。
64.第二加工机32与分切辊组20之间的第二转向组件22与分切辊组20倾斜45度设置,且朝向对应的第二加工机32倾斜,用于将分切辊组20的第二端的第二纸幅12的传输方向导向对应的第二加工机32。
65.第三加工机33与分切辊组20之间不存在转向组件,使位于中部的第三纸幅13直接
传输至第三加工机33进行加工。
66.上述各加工机的布置更加紧凑,进一步减少了加工机的占用空间,且分切后的各个纸幅传输互不干涉,合理利用空间。
67.待处理纸卷100上的纸张先经开卷架50开卷,开卷后,纸张被传输至分切辊组20进行纵向分切,得到多个纸幅,多个纸幅贴附总铺展辊40进行平稳传输。随后,纸幅11经第一转向组件21转向90度,并经第一子铺展辊41平稳传输至第一加工机31,纸幅13经第三子铺展辊43平稳传输至第三加工机33,纸幅12经第二转向组件22转向90度,并经第二子铺展辊42平稳传输至第二加工机32。
68.在其他实施例中,也可以分切待处理纸卷100得到四个以上纸幅,两个以上纸幅转向后传输至第一加工机31或第二加工机32或第三加工机33,以得到包含至少两层以上基纸的纸产品。
69.请参阅图2,图2是本发明纸张的后加工处理系统一实施例的流程示意图。
70.步骤s11:获取到待处理纸卷,将待处理纸卷安装于纸张的后加工处理系统的开卷架上。
71.获取到待处理纸卷,待处理纸卷由纸张卷绕而成。其中,纸张可以包括生活用纸、铜版纸、胶版纸、轻质纸、装饰纸等,在此不做限定。在一个具体的应用场景中,该待处理纸卷可以由植物纤维浆料依次经过抄纸机台的上网成型、压榨脱水、烘缸干燥、刮刀起皱和纸张传输卷取制得。植物纤维浆料包括针叶木浆纤维、阔叶木浆纤维、竹浆纤维、草浆纤维、棉浆纤维等天然植物纤维中的至少一种。其中,待处理纸卷的幅宽范围为3~8m,具体可以为3m、4m、5m、7m、8m等,在此不做限定。
72.在一个具体的场景中,待处理纸卷可以包括至少一层基纸,基纸可以为白色纸或原色纸,基纸的基重范围为10~50g/m2,水分含量可以小于10%。
73.将待处理纸卷安装于纸张的后加工处理系统的开卷架上。
74.步骤s12:通过开卷架开卷待处理纸卷,并通过纸张的后加工处理系统的分切辊组分切开卷后的待处理纸卷,得到多个纸幅。
75.通过开卷架开卷待处理纸卷,并通过纸张的后加工处理系统的分切辊组纵向分切开卷后的待处理纸卷,得到多个纸幅。
76.可以理解的,每个纸幅包括至少一层基纸;各纸幅的宽度可以相同或不同。
77.在一个具体的应用场景中,可以使待处理纸卷的幅宽等于各纸幅的宽度之和,以省去纸边的切除工序、减少浪费。
78.在另一个具体的应用场景中,待处理纸卷的幅宽也可以大于各纸幅的宽度之和,多余部分以切边的形式除去。
79.步骤s13:通过纸张的后加工处理系统的多个加工机分别加工对应的纸幅;其中,至少部分纸幅通过纸张的后加工处理系统的转向组件导向至对应的加工机。
80.分切得到多个纸幅后,通过纸张的后加工处理系统的多个加工机分别加工对应的纸幅,其中,各纸幅的宽度等于对应加工机的入料宽度。
81.其中,至少部分纸幅通过纸张的后加工处理系统的转向组件导向至对应的加工机。各转向组件设置于分切辊组与对应的加工机之间,并位于对应的纸幅的传输路径上,以导向纸幅至对应的加工机,从而通过加工机对各纸幅进行加工。
82.本实施例的待处理纸卷上的纸张先经开卷架开卷,开卷后,纸张被传输至分切辊组进行纵向分切,得到多个纸幅,纸幅被传输至对应的加工机内进行加工,其中,至少部分纸幅先经对应的转向组件导向后,再传输至对应的加工机内进行加工。
83.其中,本实施例的纸张的后加工处理系统包括上述任一实施例的纸张的后加工处理系统。
84.通过上述步骤,本实施例的纸张的后加工处理方法通过先通过开卷架开卷待处理纸卷,并通过纸张的后加工处理系统的分切辊组分切开卷后的待处理纸卷,得到多个纸幅,再通过纸张的后加工处理系统的多个加工机分别加工各纸幅;其中,至少部分纸幅通过纸张的后加工处理系统的转向组件导向至对应的加工机,从而实现多个纸幅的协同后处理,且省去了小纸卷收卷、运输以及加工工序前的小纸卷上卷、开卷的工序,且各台加工机的布置能够更加紧凑,克服了待处理纸卷到终端产品流程繁多,且各种机台、开卷架、小纸卷放置区等占用空间大的缺陷,提高了生产效率,降低了生产成本。
85.在其他实施例中,使至少部分纸幅转向0~90
°
后传输至对应的加工机,每台加工机对至少一个转向0~90
°
后的纸幅进行加工,以得到纸产品。
86.结合图1进行说明,可以将至少一个纸幅11通过纸张的后加工处理系统的第一转向组件21导向传输至对应的第一加工机31,以使第一加工机31加工纸幅。将至少一个纸幅12通过纸张的后加工处理系统的第二转向组件22导向传输至对应的第二加工机32,以使第二加工机加工纸幅。将至少一个纸幅13传输至纸张的后加工处理系统的第三加工机33,以通过第三加工机33进行加工。
87.在其他实施例中,通过纸张的后加工处理系统的多个加工机分别加工各纸幅的步骤包括:通过多个加工机分别对各纸幅进行分切折叠、卷取分切、复卷、压花、印花、层合或涂布。即,单个加工机可以对纸幅进行分切折叠、卷取分切、复卷、压花、印花、层合或涂布处理,而整个系统中的多个加工机可以对纸幅进行分切折叠、卷取分切、复卷、压花、印花、层合和涂布中一种或多种处理。
88.具体地,加工机可以对至少一个纸幅进行分切折叠、卷取分切或复卷以将至少一个纸幅加工成为包含至少一层基纸的抽取式、卷筒式、层叠式等不同形式的纸产品。
89.更进一步的,加工机还可以在分切折叠、卷取分切或复卷之前对至少一个纸幅进行压花、印花、层合或涂布处理的步骤,以赋予生活用纸产品以功能性和/或美观性。
90.以上所述仅为本发明的实施方式,并非因此限制本发明的专利范围,凡是利用本发明说明书及附图内容所作的等效结构或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本发明的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1