巷道式箱式储丝烟丝库的空烟箱入库方法以及控制装置与流程
1.本发明属于烟草生产设备技术领域,具体涉及一种巷道式箱式储丝烟丝库的空烟箱入库方法以及控制装置。
背景技术:
2.巷道式箱式储丝烟丝库中设有多个巷道,巷道内用于储存装有烟丝的实烟箱或未装烟丝的空烟箱,其中储存实烟箱的巷道称为实箱巷道,储存空烟箱的巷道称为空箱巷道。
3.在生产过程中,需要对烟丝库中的烟箱进行出库操作,以及对烟丝库外的烟箱进行入库操作。实烟箱装箱入库具体是:先将烟丝库中的空烟箱或烟丝库外的空烟箱运输至与烟丝库相邻的入库区,入库区包括烟丝装箱区、加盖区和堆叠区,在烟丝装箱区中将烟丝装入空烟箱中,进而将空烟箱变为实烟箱,在加盖区中对实烟箱进行加盖,在堆叠区中将多个实烟箱从上到下堆叠在一起,之后将堆叠后的实烟箱运输至烟丝库的实箱巷道;实烟箱出库具体是:将烟丝库中的实烟箱运输出去后,将堆叠在一起的实烟箱分开,并去除箱盖,之后将实烟箱运输至烟丝库外的翻箱区,翻箱区中的翻箱机对实烟箱进行翻箱,进而将实烟箱中的烟丝倒入储仓中以对卷包车间供应烟丝;空烟箱入库具体是:将烟丝库外的空烟箱运输至烟丝库中,即对于烟丝装箱区中的所有空烟箱,部分空烟箱需要进行实烟箱装箱入库操作,其余空烟箱需要进行空烟箱入库操作;空烟箱出库具体是:将烟丝库中的空烟箱运输出去后,将堆叠在一起的空烟箱分开,并去除箱盖,之后将空烟箱运输至入库区,在入库区对空烟箱进行实烟箱装箱入库操作。
4.目前巷道式箱式储丝烟丝库中储存的烟丝由少品牌大批量逐步转变为多品牌小批量,即烟丝库中储存的烟丝品牌不断增加,每个品牌的烟丝批量减小,且烟丝库中储存8个以上品牌的烟丝已逐步成为常态化,烟丝库中储存的烟丝品牌的不断增加会出现以下问题:
5.1、烟丝库的库区烟丝存储能力下降:由于烟丝品牌增加且每个品牌的烟丝批量减小,且由于每个实箱巷道用于储存装有特定品牌烟丝的实烟箱,而目前空烟箱不能混入实箱巷道,这样每个实箱巷道内的实烟箱数量较少,进而每个实箱巷道内的空货位较多,不能充分利用每个实箱巷道内的空货位,而空烟箱需要储存于空箱巷道内,这样烟丝库中的空箱巷道占比相对增多,进而烟丝库中的实箱巷道占比相对减少,从而导致烟丝库的库区烟丝存储能力下降,现有烟丝库在设计时的库区存储量在22万千克左右,目前实际存储上限在16万千克左右,当烟丝品牌较多时,烟丝库的存储量在10万千克左右时库区就会出现周转困难,而按照目前卷包车间的单班耗损烟丝量,10万千克烟丝仅可供应4个班。
6.2、“死库”现象出现:由于空烟箱无法进入烟丝库内各实箱巷道的空货位,导致大量空烟箱位于烟丝库的周转区域,造成烟丝库周转困难,空烟箱占满周转位置后,致使实箱巷道内需要正常出库的实烟箱无法出库,从而出现“死库”现象,而“死库”现象一旦出现,除生产效率受到影响外,可能会造成烟丝库上游的制丝车间成品烟丝加香停机,进而影响加香精度这一关键指标,同时可能造成烟丝库下游的卷包车间烟丝供应中断,其中成品烟丝
加香后需要装入空烟箱,以将空烟箱变为实烟箱。
7.3、入库等待时间增加:由于烟丝品牌增加,每个品牌的烟丝批量减小,而每个实箱巷道储存装有特定品牌烟丝的实烟箱,空烟箱不能混入储存有实烟箱的实箱巷道,实箱巷道的货位利用率偏低,而且由于烟丝库中的实箱巷道占比相对减少,这样烟丝品牌超过8个以后,造成烟丝库的烟丝库存不高但巷道紧张,无法入库的情况时有发生,有时单班发生入库等待时间累计超过3小时,入库等待时间增加,从而影响生产效率。
技术实现要素:
8.鉴于上述现有技术的缺陷,本发明提供一种巷道式箱式储丝烟丝库的空烟箱入库方法以及控制装置,能提高烟丝库的库区烟丝存储能力,能防止“死库”现象的出现,并能缩短烟箱的入库等待时间。
9.本发明解决其技术问题所采用的技术方案是:
10.一种巷道式箱式储丝烟丝库的空烟箱入库方法,所述烟丝库包括多个巷道,所述巷道包括储存有空烟箱和实烟箱的混合巷道、储存有空烟箱的空箱巷道、储存有实烟箱的实箱巷道以及未储存烟箱的空巷道;采集烟丝库中各巷道储存烟箱的情况,并根据各巷道储存烟箱的情况选择以下处理方式:
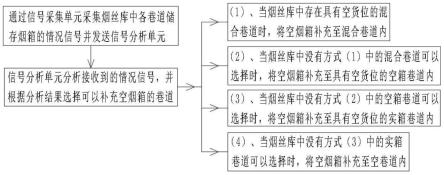
11.(1)、当烟丝库中存在具有空货位的混合巷道时,将空烟箱补充至所述混合巷道内;
12.(2)、当烟丝库中没有方式(1)中的所述混合巷道可以选择时,将空烟箱补充至具有空货位的空箱巷道内;
13.(3)、当烟丝库中没有方式(2)中的所述空箱巷道可以选择时,将空烟箱补充至具有空货位的实箱巷道内。
14.进一步地,
15.通过信号采集单元采集烟丝库中各巷道储存烟箱的情况信号并发送信号分析单元,所述信号分析单元分析接收到的情况信号,并根据分析结果选择可以补充空烟箱的巷道;
16.方式(3)之后还包括以下处理方式:当烟丝库中没有方式(3)中的所述实箱巷道可以选择时,将空烟箱补充至空巷道内。
17.进一步地,所述信号采集单元包括设置于烟丝库入口的电子标签识别器,所述电子标签识别器对进入烟丝库的烟箱上的电子标签进行识别,当识别到实烟箱内装有特定品牌的烟丝,则实烟箱被运输至相应牌号的巷道内,当识别到空烟箱进入烟丝库,则空烟箱被运输至烟丝库的周转区域并进而被运输至相应巷道内,所述电子标签识别器根据识别的烟箱上的电子标签信息,采集各巷道储存烟箱的情况信号。
18.进一步地,方式(3)中选择实箱巷道进行空烟箱入库时包括以下判断方式:3-1)、当烟丝库的整体货位使用率低于第一设定值时启用方式(3)所述的空烟箱入库方式。
19.进一步地,方式(3)中选择实箱巷道进行空烟箱入库时还包括以下判断方式:3-2)、每个所述实箱巷道用于储存装有特定品牌烟丝的实烟箱,根据储存烟丝的品牌对每个所述实箱巷道设定相应的牌号,预先设定可进行空烟箱入库的实箱巷道的牌号,将空烟箱补充至预先设定的牌号所对应的所述实箱巷道内。
20.进一步地,方式(3)中选择实箱巷道进行空烟箱入库时还包括以下判断方式:3-3)、当前有实烟箱到达相应所述实箱巷道时,所述实箱巷道内不允许补充空烟箱。
21.进一步地,方式(3)中选择实箱巷道进行空烟箱入库时还包括以下判断方式:3-4)、当计划将特定品牌的烟丝储存于相应所述实箱巷道内时,所述实箱巷道内不允许补充空烟箱。
22.进一步地,方式(3)中选择实箱巷道进行空烟箱入库时还包括以下判断方式:3-5)、当所述实箱巷道内的空货位比例低于第二设定值时,所述实箱巷道内不允许补充空烟箱。
23.进一步地,所述第二设定值为33.3%。
24.一种巷道式箱式储丝烟丝库的空烟箱入库控制装置,包括通信传输器、存储器和程序处理器,所述通信传输器用于进行通信传输,所述存储器用于存储计算机程序,所述通信传输器和存储器均与程序处理器通信连接,所述程序处理器用于运行所述计算机程序,以执行上述巷道式箱式储丝烟丝库的空烟箱入库方法。
25.相对于现有技术,本发明的有益效果为:
26.本发明的巷道式箱式储丝烟丝库的空烟箱入库方法,烟丝库包括多个巷道,巷道包括储存有空烟箱和实烟箱的混合巷道、储存有空烟箱的空箱巷道、储存有实烟箱的实箱巷道以及未储存烟箱的空巷道;采集烟丝库中各巷道储存烟箱的情况,并根据各巷道储存烟箱的情况选择以下处理方式:(1)、当烟丝库中存在具有空货位的混合巷道时,将空烟箱补充至混合巷道内;(2)、当烟丝库中没有方式(1)中的混合巷道可以选择时,将空烟箱补充至具有空货位的空箱巷道内;(3)、当烟丝库中没有方式(2)中的空箱巷道可以选择时,将空烟箱补充至具有空货位的实箱巷道内;这样空烟箱在入库时,先充分利用具有空货位的混合巷道,当烟丝库中没有具有空货位的混合巷道时,再充分利用具有空货位的空箱巷道,当烟丝库中没有具有空货位的空箱巷道时,再充分利用具有空货位的实箱巷道,即先充分利用混合巷道的空货位,当混合巷道的空货位全部被利用后,再充分利用空箱巷道的空货位,当空箱巷道的空货位全部被利用后,再充分利用实箱巷道的空货位,从而提高混合巷道、空箱巷道以及实箱巷道的货位利用率,由于烟箱总数一定,这样烟丝库中的空箱巷道占比相对减少,烟丝库中的实箱巷道占比相对增多,这样在烟丝品牌增加且每个品牌的烟丝批量减小后,能提高烟丝库的库区烟丝存储能力;并且由于空烟箱能进入混合巷道、空箱巷道以及实箱巷道的空货位,不会导致大量空烟箱处于烟丝库的周转区域,不会造成烟丝库周转困难,进而空烟箱不会占满周转位置,不会导致实箱巷道内需要正常出库的实烟箱无法出库,能防止“死库”现象的出现,从而能提高烟箱周转效率,并能提高烟丝生产效率,不会使烟丝库上游的制丝车间成品烟丝加香停机,不会影响加香精度,并且不会造成烟丝库下游的卷包车间烟丝供应中断;而且由于混合巷道、空箱巷道以及实箱巷道的货位利用率得到提高,且烟丝库中的实箱巷道占比相对增多,在烟丝品牌增加且每个品牌的烟丝批量减小后,烟丝库的库区烟丝存储量得到提高且巷道供应相对充足,从而能缩短烟箱的入库等待时间。
27.综上,本发明中在烟丝品牌增加且每个品牌的烟丝批量减小后,能提高烟丝库的库区烟丝存储能力,烟丝库的库存最大量由原来的10万千克提高到16万千克,并且不会导致大量空烟箱处于烟丝库的周转区域,不会造成烟丝库周转困难,进而空烟箱不会占满周
转位置,不会导致实箱巷道内需要正常出库的实烟箱无法出库,能防止“死库”现象的出现,而且能缩短烟箱的入库等待时间。
附图说明
28.图1为本发明的巷道式箱式储丝烟丝库的空烟箱入库方法的工艺流程图;
29.图2为本发明中巷道式箱式储丝烟丝库的空烟箱入库控制装置的结构框图。
具体实施方式
30.下面结合附图对本发明的具体实施方式作进一步详细说明。这些实施方式仅用于说明本发明,而并非对本发明的限制。
31.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
32.此外,在本发明的描述中,除非另有说明,“多个”的含义是两个或两个以上。
33.一种巷道式箱式储丝烟丝库的空烟箱入库方法,烟丝库包括多个巷道,巷道包括储存有空烟箱和实烟箱的混合巷道、储存有空烟箱的空箱巷道、储存有实烟箱的实箱巷道以及未储存烟箱的空巷道,如图1所示,通过信号采集单元采集烟丝库中各巷道储存烟箱的情况信号并发送信号分析单元,信号分析单元分析接收到的情况信号,并根据分析结果选择可以补充空烟箱的巷道,具体包括以下处理方式:
34.(1)、当烟丝库中存在具有空货位的混合巷道时,将空烟箱补充至混合巷道内;
35.(2)、当烟丝库中没有方式(1)中的混合巷道可以选择时,将空烟箱补充至具有空货位的空箱巷道内;
36.(3)、当烟丝库中没有方式(2)中的空箱巷道可以选择时,将空烟箱补充至具有空货位的实箱巷道内,方式(3)中选择实箱巷道进行空烟箱入库时包括以下判断方式:
37.3-1)、当烟丝库的整体货位使用率低于第一设定值时启用方式(3)的空烟箱入库方式,其中第一设定值根据当前烟丝品牌的数量进行控制;
38.3-2)、每个实箱巷道用于储存装有特定品牌烟丝的实烟箱,根据储存烟丝的品牌对每个实箱巷道设定相应的牌号,预先设定可进行空烟箱入库的实箱巷道的牌号,将空烟箱补充至预先设定的牌号所对应的实箱巷道内;
39.3-3)、当前有实烟箱到达相应实箱巷道时,实箱巷道内不允许补充空烟箱;
40.3-4)、当计划将特定品牌的烟丝储存于相应实箱巷道内时,实箱巷道内不允许补充空烟箱;
41.3-5)、当实箱巷道内的空货位比例低于第二设定值时,实箱巷道内不允许补充空烟箱;
42.(4)、当烟丝库中没有方式(3)中的实箱巷道可以选择时,将空烟箱补充至空巷道内。
43.本发明中,空烟箱在入库时,先充分利用具有空货位的混合巷道,当烟丝库中没有
具有空货位的混合巷道时,再充分利用具有空货位的空箱巷道,当烟丝库中没有具有空货位的空箱巷道时,再充分利用具有空货位的实箱巷道,即先充分利用混合巷道的空货位,当混合巷道的空货位全部被利用后,再充分利用空箱巷道的空货位,当空箱巷道的空货位全部被利用后,再充分利用实箱巷道的空货位,从而提高混合巷道、空箱巷道以及实箱巷道的货位利用率,由于烟箱总数一定,这样烟丝库中的空箱巷道占比相对减少,烟丝库中的实箱巷道占比相对增多,这样在烟丝品牌增加且每个品牌的烟丝批量减小后,能提高烟丝库的库区烟丝存储能力;并且由于空烟箱能进入混合巷道、空箱巷道以及实箱巷道的空货位,不会导致大量空烟箱处于烟丝库的周转区域,不会造成烟丝库周转困难,进而空烟箱不会占满周转位置,不会导致实箱巷道内需要正常出库的实烟箱无法出库,能防止“死库”现象的出现,从而能提高烟箱周转效率,并能提高烟丝生产效率,不会使烟丝库上游的制丝车间成品烟丝加香停机,不会影响加香精度,并且不会造成烟丝库下游的卷包车间烟丝供应中断;而且由于混合巷道、空箱巷道以及实箱巷道的货位利用率得到提高,且烟丝库中的实箱巷道占比相对增多,在烟丝品牌增加且每个品牌的烟丝批量减小后,烟丝库的库区烟丝存储量得到提高且巷道供应相对充足,从而能缩短烟箱的入库等待时间。
44.其中,信号采集单元包括设置于烟丝库入口的电子标签识别器,电子标签识别器对进入烟丝库的烟箱上的rfid电子标签进行识别,当识别到实烟箱内装有特定品牌的烟丝,则实烟箱被运输至相应牌号的巷道内,当识别到空烟箱进入烟丝库,则空烟箱被运输至烟丝库的周转区域并进而被运输至相应巷道内,电子标签识别器根据识别的烟箱上的rfid电子标签信息,采集各巷道储存烟箱的情况信号;信号分析单元包括plc可编程控制器。
45.如图2所示,一种巷道式箱式储丝烟丝库的空烟箱入库控制装置,包括通信传输器、存储器和程序处理器,通信传输器用于进行通信传输,存储器用于存储计算机程序,通信传输器和存储器均与程序处理器通信连接,程序处理器用于运行计算机程序,以执行上述巷道式箱式储丝烟丝库的空烟箱入库方法。
46.在一个具体实施例中,存储器优选为随机存取存储器,程序处理器优选为中央处理器。
47.在一个具体实施例中,烟丝库的每个巷道具有18个货位,每个货位可储存一摞烟箱,每摞烟箱包括上下两个堆叠在一起的烟箱,进而每个巷道可储存18摞烟箱;其中第一设定值为80%,即当烟丝库的整体货位使用率低于80%时启用方式(3)的空烟箱入库方式;第二设定值为33.3%,即当实箱巷道内的实烟箱摞数大于12,即当实箱巷道内的空货位数量低于6时,实箱巷道内不允许补充空烟箱;而且在普通情况下烟丝库中需要设置空巷道,以解决没有空巷道而导致的上游制丝车间不能开机的问题。
48.本发明中,在实箱巷道内已经储存有装有特定品牌烟丝的实烟箱的情况下,实箱巷道的空货位由空烟箱补充,而不必等待下批次相同品牌的烟丝生产。
49.综上,本发明在烟丝品牌增加且每个品牌的烟丝批量减小后,能提高烟丝库的库区烟丝存储能力,烟丝库的库存最大量由原来的10万千克提高到16万千克,并且不会导致大量空烟箱处于烟丝库的周转区域,不会造成烟丝库周转困难,进而空烟箱不会占满周转位置,从而不会导致实箱巷道内需要正常出库的实烟箱无法出库,能防止“死库”现象的出现,因此能提高烟箱周转效率,而且能缩短烟箱的入库等待时间。
50.以上所述仅是本发明的优选实施方式,应当指出,对于本技术领域的普通技术人
员来说,在不脱离本发明技术原理的前提下,还可以做出若干改进和替换,这些改进和替换也应视为本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1