一种手扶梯端面波动检测方法与流程
1.本发明涉及扶梯检测领域,特别是指一种手扶梯端面波动检测方法。
背景技术:
2.扶梯在生产完成之后安装之前,必须要进行相关检测,如自动扶梯水平区段内前后梯级高度差如果偏大,则乘客尤其是老年人和小孩容易在进出自动扶梯的时候被绊倒,导致严重的安全事故。因此国标gb16899-2011《自动扶梯与自动人行道制造安装安全规范》要求,自动扶梯在水平运动区段内两个相邻梯级之间的高度差不大于4mm。
3.但扶梯梯级端面左右偏差如果较大,同样会容易出现事故,但现有技术中还不存在对此问题的检测方法。
技术实现要素:
4.本发明的主要目的在于克服现有技术中的上述缺陷,提出一种手扶梯端面波动检测方法,简单便捷,结果准确。
5.本发明采用如下技术方案:
6.一种手扶梯端面波动检测方法,所述检测装置包括工装主机、编码器、测距传感器、读码器以及人机界面,所述检测方法具体包括:
7.布置固定测距传感器至检测位置;
8.工装主机控制动车牵引梯级运动,获取各梯级端面至固定测距传感器的距离,动车停止;
9.通过编码器对梯级一一编号,并匹配相应的梯级端面至固定测距传感器的距离;
10.确定基准梯级及相应编号;
11.工装主机再次控制动车牵引梯级运动,根据基准梯级至固定测距传感器的距离以及精度要求,确定不合格的端面,读码器读出相应梯级编号,工装主机控制动车将相应的梯级停止在调试位置;
12.调整不合格梯级端面并将相应的数据显示在人机界面至调整合格;
13.依次调整不合格梯级端面至所有梯级均合格;
14.工装主机最后控制动车牵引梯级运动进行复检。
15.具体地,测距传感器的采集频率为100hz。
16.具体地,调整不合格梯级端面并将相应的数据显示在人机界面,具体为:实时显示梯级调整过程中的偏移量。
17.具体地,测距传感器精度为0.1mm。
18.具体地,测距传感器为激光。
19.具体地,测距传感器安装在扶梯的右侧,光点需打在要求停梯的梯级端面上,且梯级旋转运行时同一梯级只能间隔触发一次。
20.具体地,所述编码器、测距传感器、读码器以及人机界面的端口采用防呆接口。
21.由上述对本发明的描述可知,与现有技术相比,本发明具有如下有益效果:
22.本发明提供一种手扶梯端面波动检测方法,所述检测装置包括工装主机、编码器、测距传感器、读码器以及人机界面,所述检测方法具体包括:布置固定测距传感器至检测位置;工装主机控制动车牵引梯级运动,获取各梯级端面至固定测距传感器的距离,动车停止;通过编码器对梯级一一编号,并匹配相应的梯级端面至固定测距传感器的距离;确定基准梯级及相应编号;工装主机再次控制动车牵引梯级运动,根据基准梯级至固定测距传感器的距离以及精度要求,确定不合格的端面,读码器读出相应梯级编号,工装主机控制动车将相应的梯级停止在调试位置;调整不合格梯级端面并将相应的数据显示在人机界面至调整合格;依次调整不合格梯级端面至所有梯级均合格;工装主机最后控制动车牵引梯级运动进行复检。本发明提供的方法,简单便捷,结果准确。
附图说明
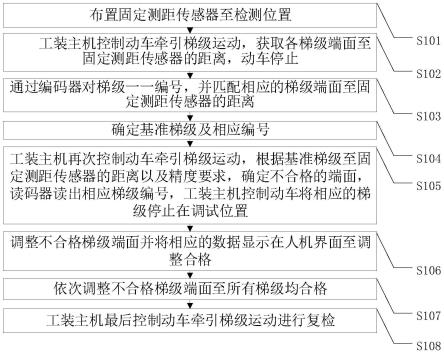
23.图1为为本发明实施例提供的手扶梯端面波动检测方法流程图;
24.图2为本发明实施例提供的扶梯梯级端面示意图;
25.图3为本发明实施例提供的扶梯梯级端面距离检测示意图;
26.图4为本发明实施例提供的扶梯梯级端面检测结果数据示意图;
27.以下结合附图和具体实施例对本发明作进一步详述。
具体实施方式
28.本发明提供一种手扶梯端面波动检测方法,通过测距以及对各梯级编号,并确定基准梯级,通过动车牵引确定出各梯级相对于基准梯级的端面距离,进而实现调整,简单便捷,结果准确。
29.如图1,为本发明提供一种手扶梯端面波动检测方法,具体包括:
30.关于扶梯端面,如图2,本发明实施例提供的扶梯梯级端面示意图;梯级分为梯级端面、梯级踏面以及梯级踢面;梯级踏面的端面厚度约为25mm(不锈钢梯级)/13mm(铝合金梯级),端面材质为塑料或金属。
31.不同梯级同一边的端面会存在偏差,不在一条直线上,如果在范围之内问题不大,但如果偏差较大,就会存在安全隐患。
32.一种手扶梯端面波动检测方法,所述检测装置包括工装主机、编码器、测距传感器、读码器以及人机界面,所述检测方法具体包括:
33.s101:布置固定测距传感器至检测位置;
34.s102:工装主机控制动车牵引梯级运动,获取各梯级端面至固定测距传感器的距离,动车停止;
35.s103:通过编码器对梯级一一编号,并匹配相应的梯级端面至固定测距传感器的距离;图3为本发明实施例提供的扶梯梯级端面距离检测示意图;
36.s104:确定基准梯级及相应编号;
37.s105:工装主机再次控制动车牵引梯级运动,根据基准梯级至固定测距传感器的距离以及精度要求,确定不合格的端面,读码器读出相应梯级编号,工装主机控制动车将相应的梯级停止在调试位置;
38.s106:调整不合格梯级端面并将相应的数据显示在人机界面至调整合格;
39.s107:依次调整不合格梯级端面至所有梯级均合格;
40.s108:工装主机最后控制动车牵引梯级运动进行复检。
41.具体地,测距传感器的采集频率为100hz。
42.具体地,调整不合格梯级端面并将相应的数据显示在人机界面,具体为:实时显示梯级调整过程中的偏移量。
43.具体地,测距传感器精度为0.1mm。
44.具体地,测距传感器为激光。
45.具体地,测距传感器安装在扶梯的右侧,光点需打在要求停梯的梯级端面上,且梯级旋转运行时同一梯级只能间隔触发一次。
46.具体地,所述编码器、测距传感器、读码器以及人机界面的端口采用防呆接口。
47.对于梯级端面的,本发明实施例也会对采集的端面数据进行spc的均值极差计算过程能力指数cpk,进而依据判异原则判定,分析其梯级端面左右侧其安装生产过程是否处于稳定受控状态。
48.图4为本发明实施例提供的扶梯梯级端面检测结果数据示意图。
49.本发明提供一种手扶梯端面波动检测方法,所述检测装置包括工装主机、编码器、测距传感器、读码器以及人机界面,所述检测方法具体包括:布置固定测距传感器至检测位置;工装主机控制动车牵引梯级运动,获取各梯级端面至固定测距传感器的距离,动车停止;通过编码器对梯级一一编号,并匹配相应的梯级端面至固定测距传感器的距离;确定基准梯级及相应编号;工装主机再次控制动车牵引梯级运动,根据基准梯级至固定测距传感器的距离以及精度要求,确定不合格的端面,读码器读出相应梯级编号,工装主机控制动车将相应的梯级停止在调试位置;调整不合格梯级端面并将相应的数据显示在人机界面至调整合格;依次调整不合格梯级端面至所有梯级均合格;工装主机最后控制动车牵引梯级运动进行复检。本发明提供的方法,简单便捷,结果准确。
50.上述仅为本发明的具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1