自动退Pin撕胶纸机的制作方法
自动退pin撕胶纸机
技术领域
1.本发明涉及撕膜机技术领域,尤其涉及自动退pin撕胶纸机。
背景技术:
2.由于安装需要,pcb板的两边需要设置安装孔,一般采用打入销钉的方式来设置安装孔,销钉打入pcb板后需要退出pcb板,因此,撕胶和退pin是电路板生产工艺中的重要工序。
3.目前pcb板来料是多层覆铜板和木板叠一起,四边是通过销钉和胶布固定住,一般需要工作人员实时操控,并且都将撕胶和退pin分开进行,需要使用大量人力,但是工作效率却并不高。
技术实现要素:
4.基于背景技术存在的技术问题,本发明提出了自动退pin撕胶纸机。
5.本发明提出的自动退pin撕胶纸机,包括自动上料部分、退pin部分、激光割膜部分、木板排出部分和铜板排出部分,所述自动上料部分包括上料框架,上料框架内设置有agv小车,上料框架的顶部安装有xyz运动抓手机构,且xyz运动抓手机构与agv小车相对应设置,agv小车上输送有物料,所述退pin部分包括输送箱,输送箱的顶部中心位置安装有退pin机构,输送箱的顶部安装有输送机构,且输送机构位于退pin机构的下方,所述输送机构上设置有输送板,所述激光割膜部分包括操作台,操作台的左右两侧分别设置有左激光割膜机和右激光割膜机,且输送板位于左激光割膜机和右激光割膜机之间,所述木板排出部分包括排出机架,排出机架的顶部安装在xyz吸盘机构,且xyz吸盘机构位于输送板的上方,所述铜板排出部分包括翻板箱,翻板箱内安装有翻板机构、小车一和小车二,且小车一和小车二位于翻板机构的一侧。
6.优选的,所述输送机构为滚筒输送机,且滚筒输送机依次贯穿自动上料部分、退pin部分、激光割膜部分、木板排出部分和铜板排出部分。
7.优选的,所述排出机架内安装有木板料框,且木板料框位于xyz吸盘机构的下方。
8.优选的,所述激光割膜部分的操作台上设置有顶起机构,且顶起机构位于输送机构的下方。
9.优选的,所述自动上料部分、退pin部分、激光割膜部分、木板排出部分和铜板排出部分从右往左依次设置,且自动上料部分、退pin部分、激光割膜部分、木板排出部分和铜板排出部分的底部四角位置均安装有调平支腿。
10.优选的,所述退pin机构为yttd-e型的退pin机。
11.优选的,所述翻板箱为框架结构,翻板箱的一侧固定安装有导向架,且小车一和小车二位于导向架的一侧。
12.优选的,所述翻板机构为液压翻板机,且液压翻板机位于输送机构的下方,液压翻板机的翻板部位于输送板的下方。
13.本发明中,所述自动退pin撕胶纸机,agv小车来料到指定位置,xyz运动抓手机构把覆铜板取起一叠,放到输送轨道。输送轨道把多层覆铜板送到退pin机构位置进行自动退pin,退好pin的多层覆铜板输送带送下一工位,到位后顶起到固定平台上,激光切割机构对多层覆铜板四周进行切割胶布。切好后输送到木板排出位置,xyz运动机构吸起上面的木板送到指定料框,其余覆铜板接着输送到最末端铜板排出部分,通过机构把铜板自动翻转90
°
立起来放小车上,小车满后人工拉走小车;
14.本发明通过自动化设备把销钉和胶布都取下来,然后覆铜板和木板分开放不同的地方,全程高度自动化作业不用人工,高效快捷安全。
附图说明
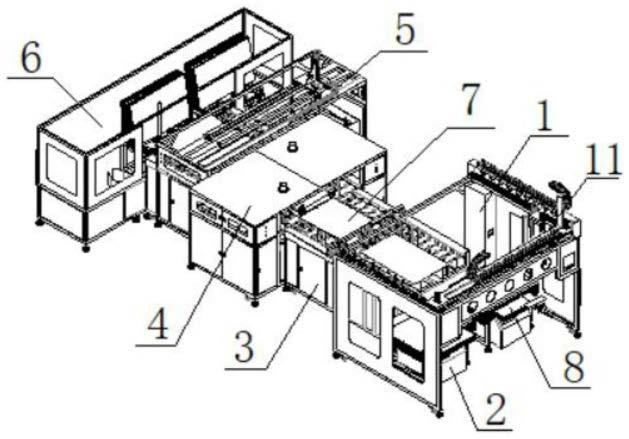
15.图1为本发明提出的自动退pin撕胶纸机的结构示意图;
16.图2为本发明提出的自动退pin撕胶纸机的俯视结构示意图;
17.图3为本发明提出的自动退pin撕胶纸机的正视结构示意图;
18.图4为本发明提出的自动退pin撕胶纸机的左视结构示意图;
19.图5为本发明提出的自动退pin撕胶纸机的右侧结构示意图。
20.图中:1自动上料部分、2agv小车、3退pin部分、4激光割膜部分、5木板排出部分、6铜板排出部分、7输送板、8物料、11xyz运动抓手机构、31退pin机构、32输送机构、51xyz吸盘机构、52木板料框、61翻板机构、62小车一、63小车二。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
22.参照图1-5,自动退pin撕胶纸机,包括自动上料部分1、退pin部分3、激光割膜部分4、木板排出部分5和铜板排出部分6,自动上料部分1包括上料框架,上料框架内设置有agv小车2,上料框架的顶部安装有xyz运动抓手机构11,且xyz运动抓手机构11与agv小车2相对应设置,agv小车2上输送有物料8,agv小车把物料送到指定区域,xyz运动抓手取物料起来,搬到后面输送机构上面进行退pin。
23.退pin部分3包括输送箱,输送箱的顶部中心位置安装有退pin机构31,输送箱的顶部安装有输送机构32,且输送机构32位于退pin机构31的下方,输送机构32上设置有输送板7,物料输送到退pin机构中,进行自动退pin,退好的物料输送机构送到后面工序。
24.激光割膜部分4包括操作台,操作台的左右两侧分别设置有左激光割膜机和右激光割膜机,且输送板7位于左激光割膜机和右激光割膜机之间,激光割膜部分4的操作台上设置有顶起机构,且顶起机构位于输送机构32的下方,物料输送到激光割膜位置,激光左右同时对板四周激光割板,完成后输送下一工序。
25.木板排出部分5包括排出机架,排出机架的顶部安装在xyz吸盘机构51,且xyz吸盘机构51位于输送板7的上方,排出机架内安装有木板料框52,且木板料框52位于xyz吸盘机构51的下方,物料输送到木板排出机构,xyz吸盘机构把木板吸到料框区域。
26.铜板排出部分6包括翻板箱,翻板箱内安装有翻板机构61、小车一62和小车二63,且小车一62和小车二63位于翻板机构61的一侧,物料输送到翻板机构,把板翻立起来送入
小车,2个小车不停机交替工作。
27.本发明中,输送机构32为滚筒输送机,且滚筒输送机依次贯穿自动上料部分1、退pin部分3、激光割膜部分4、木板排出部分5和铜板排出部分6。
28.本发明中,自动上料部分1、退pin部分3、激光割膜部分4、木板排出部分5和铜板排出部分6从右往左依次设置,且自动上料部分1、退pin部分3、激光割膜部分4、木板排出部分5和铜板排出部分6的底部四角位置均安装有调平支腿。
29.本发明中,退pin机构31为yttd-900e型的退pin机。
30.本发明中,翻板箱为框架结构,翻板箱的一侧固定安装有导向架,且小车一62和小车二63位于导向架的一侧。
31.本发明中,翻板机构61为液压翻板机,且液压翻板机位于输送机构32的下方,液压翻板机的翻板部位于输送板7的下方。
32.本发明:通过agv小车2来料到指定位置,xyz运动抓手机构把覆铜板取起一叠,放到输送机构的输送轨道,输送轨道把多层覆铜板送到退pin机构位置进行自动退pin,退好pin的多层覆铜板输送带送下一工位,到位后顶起机构顶起到操作台上,左激光割膜机和右激光割膜机对多层覆铜板四周进行切割胶布,切好后输送到木板排出位置,xyz吸盘机构吸起上面的木板送到指定木板料框,其余覆铜板接着输送到最末端铜板排出部分,通过翻板机构把铜板自动翻转90
°
立起来放小车上,小车满后人工拉走小车,全程高度自动化作业不用人工,高效快捷安全
33.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1