一种薄膜自动分切复卷机以及工艺的制作方法
1.本发明涉及薄膜加工技术领域,具体为一种薄膜自动分切复卷机以及工艺。
背景技术:
2.薄膜是一种薄而软的透明薄片,用塑料、胶粘剂、橡胶或其他材料制成,薄膜被广泛用于电子电器,机械,印刷等行业,薄膜的品种按薄膜成型所用原料分类有聚乙烯薄膜、聚丙烯薄膜、聚氯乙烯薄膜和聚酯薄膜等,按薄膜用途分类,有农用薄膜,根据农膜的具体用途,又可分为地膜和大棚膜,包装薄膜,包装膜按其具体用途,又可分为食品包装膜和各种工业制品用包装膜等,及用于特殊环境、具有特殊用途的透气薄膜,水溶薄膜及具有压电性能的薄膜等,按薄膜的成型方法分类,有挤出塑化、然后吹塑成型的薄膜,称为吹塑薄膜,经挤出塑化,然后熔融料从模具口流延成型的薄膜,称为流延薄膜,在压延机上由几根辊筒辗压塑化原料制成的薄膜,称为压延薄膜;现有技术领域内,薄膜加工过程中需要使用薄膜分切机将薄膜分切成不同尺寸,现有薄膜分切机工作原理为,从放卷机构放出的薄膜原料,进入切割机构,原材料经分切后,由收卷机构分别收卷成符合标准的膜卷,但是现有技术领域内的薄膜分切机只能对薄膜进行平滑切割,无法根据实际需要和客户要求进行不同形状的切割,使加工的产品具有局限性,并且在收卷完成后需要对收卷辊进行人工手动替换,操作较为麻烦,且需要工作人员近距离接触设备存在一定安全隐患。
技术实现要素:
3.本发明的目的在于提供一种薄膜自动分切复卷机以及工艺,以解决上述背景技术中提出的问题。
4.为实现上述目的,本发明提供如下技术方案:一种薄膜自动分切复卷机,包括:底座平台、分切机构、控制模块、放卷模块、纠偏模块和分卷机构;分切机构设置在所述底座平台的顶端后侧;控制模块安装在所述底座平台的顶端左前方;放卷模块设置在所述底座平台的前侧,所述放卷模块和控制模块电性连接;纠偏模块设置在所述底座平台的顶端且位于分切机构的前侧,所述纠偏模块和控制模块电性连接;分卷机构设置在所述底座平台的后侧。
5.优选的,所述分切机构包括:分切机构外壳、通孔槽、输送模块和切割加工组件;分切机构外壳设置在所述底座平台的顶端;所述通孔槽的数量为两个,两个所述通孔槽分别开设在分切机构外壳的前后两侧;所述输送模块的数量为两个,两个所述输送模块分别设置在分切机构外壳的内腔前后两侧,所述输送模块和控制模块电性连接;切割加工组件设置在所述分切机构外壳的内腔且位于前后两个输送模块的内侧。
6.优选的,所述切割加工组件包括:气泵总成、安装架、气胀辊和导轨;气泵总成安装在所述分切机构外壳的内腔,所述气泵总成和控制模块电性连接;安装架设置在所述气泵总成的右侧;固定辊沿左右方向通过轴承转动连接在安装架的内侧顶端;气胀辊沿左右方
向设置在安装架的内侧且位于固定辊上方,所述气胀辊和气泵总成相连接;导轨沿左右方向设置在安装架的内侧后端下方;其中,所述导轨的顶部左右两侧均设置有切割部分。
7.优选的,所述切割部分包括:x轴移动模块、y轴移动模块、驱动模块和切割单元;x轴移动模块设置在所述导轨的内侧,所述x轴移动模块和控制模块电性连接;y轴移动模块沿前后方向设置在所述x轴移动模块的顶端,所述y轴移动模块和控制模块电性连接;驱动模块安装在所述y轴移动模块的移动端,所述驱动模块和控制模块电性连接;切割单元设置在所述驱动模块的输出端。
8.优选的,所述切割单元包括:固定座、连接转轴、球形连接头、从动偏转座、微型电推杆、转动座、固定架、刀头安装座、切割刀片、连接架、连接框架和连接杆;固定座固定连接在所述驱动模块的输出端外侧;连接转轴通过轴承转动连接在所述固定座的内侧,所述连接转轴的右端与驱动模块的输出端轴心固定连接;球形连接头通过轴承转动连接在所述连接转轴的外壁左侧;从动偏转座通过软连接活动连接在所述球形连接头的外壁中部;所述微型电推杆的数量为三个,三个所述微型电推杆分别沿周向间隔一百二十度通过销轴转动连接在固定座的外侧,所述微型电推杆和控制模块电性连接;转动座活动连接在所述球形连接头的外壁右侧,三个所述微型电推杆的伸缩端与转动座的外侧通过销轴转动连接;固定架固定连接在所述连接转轴的左端;所述刀头安装座的数量为两个,两个所述刀头安装座分别通过轴承转动连接在固定架的上下两端;所述切割刀片的数量为两个,两个所述切割刀片分别螺钉连接在上下两个刀头安装座的内侧外端;所述连接架的数量为两个,两个所述连接架分别固定连接在上下两个刀头安装座的外壁;连接框架通过轴承转动连接在所述从动偏转座的左侧外端,所述连接框架的内侧与球形连接头的外侧相套接;所述连接杆的数量为两个,两个所述连接杆一端分别通过销轴转动连接在上下两个连接框架的外侧,两个所述连接杆的另一端分别与连接架的外侧前后两端通过销轴转动连接。
9.优选的,上下两个所述切割刀片的形状为能够闭合的环形。
10.优选的,所述分卷机构包括:分卷机构外壳、限位辊轮组、安装框架、转动架、第一电推杆、夹持器、移载架、第二电推杆和驱动组件;分卷机构外壳设置在所述底座平台的后侧;限位辊轮组设置在所述分卷机构外壳的内侧且位于后侧通孔槽对应位置处;安装框架设置在所述分卷机构外壳的内侧顶端;转动架通过销轴转动连接在所述安装框架的内侧后端;所述第一电推杆的数量为两个,两个所述第一电推杆分别通过销轴转动连接在安装框架的内侧左右两端,两个所述第一电推杆的伸缩端分别与转动架的左右两侧前端通过销轴转动连接,所述第一电推杆控制模块电性连接;所述夹持器的数量为两个,两个所述夹持器分别设置在转动架的左右两侧,所述夹持器控制模块电性连接;移载架通过销轴转动连接在所述分卷机构外壳的内侧后端底部;所述第二电推杆的数量为两个,两个所述第二电推杆分别通过销轴转动连接在安装框架的内侧左右两端后侧,两个所述第二电推杆的伸缩端分别与移载架的左右两侧前端通过销轴转动连接,所述第二电推杆和控制模块电性连接;所述驱动组件的数量为两个,两个所述驱动组件分别内嵌在转动架的内腔左右两侧。
11.优选的,所述驱动组件包括:驱动组件外壳、限位滑槽、伺服电机、主动轴、规定转轴、驱动轮、传动皮带件、限位滑块、限位轮、转动连接座、第三电推杆、移动座和连接片;驱动组件外壳内嵌在所述转动架的内腔开口处;所述限位滑槽的数量为两个,两个所述限位滑槽分别开设在驱动组件外壳的内腔内侧后方上下两端;伺服电机设置在所述驱动组件外
壳的内腔前侧,所述伺服电机和控制模块电性连接;主动轴螺钉连接在所述伺服电机的输出端;所述规定转轴的数量为两个,两个所述规定转轴分别通过轴承转动连接在驱动组件外壳的内腔前侧上下两端,所述规定转轴的内侧延伸出驱动组件外壳的外壁;所述驱动轮的数量为两个,两个所述驱动轮分别键连接在上下两个规定转轴的内端;所述传动皮带件的数量为两个,两个所述传动皮带件一端分别键连接在主动轴的外壁内外两侧,两个所述传动皮带件的另一端分别与上下两个规定转轴的外壁固定连接;所述限位滑块的数量为两个,两个所述限位滑块分别卡接在上下两个限位滑槽的内侧;所述限位轮的数量为两个,两个所述限位轮分别通过销轴转动连接在上下两个限位滑块的内端;所述转动连接座的数量为两个,两个所述转动连接座分别通过销轴转动连接在驱动组件外壳的内腔内侧上下两端,两个所述转动连接座的另一端分别与上下两个限位滑块的外侧通过销轴转动连接;第三电推杆沿前后方向设置在所述驱动组件外壳的内腔后侧中心位置,所述第三电推杆和控制模块电性连接;移动座螺钉连接在所述第三电推杆的伸缩端前侧;所述连接片的数量为两个,两个所述连接片一端分别通过销轴转动连接在移动座的上下两端,两个所述移动座的另一端分别与上下两个转动连接座的另一端通过销轴转动连接。
12.与现有技术相比,本发明的有益效果是: 1、通过放卷模块对自身内部薄膜卷进行放卷,并在纠偏模块的校正下由前侧通孔槽进入至分切机构外壳内腔,薄膜在前侧输送模块的输送下进入至切割加工组件中气胀辊和固定辊内侧,气泵总成控制气胀辊膨胀,使气胀辊与固定辊压紧薄膜,进而移动至安装架内侧薄膜实现紧绷状态;2、通过x轴移动模块沿导轨内侧左右水平移动,y轴移动模块沿前后方向水平移动,驱动模块驱动连接转轴在固定座和球形连接头内侧转动,并使连接转轴驱动固定架转动,从动偏转座驱动上下两侧刀头安装座的配合下带动对应位置上切割刀片转动以对薄膜进行切割以实现对薄膜的分切作业,当三侧方向上微型电推杆驱动转动座在球形连接头的外侧偏斜角度,转动座推动从动偏转座在球形连接头外侧同方向上倾斜,从动偏转座在连接架、连接杆和连接架的配合下驱动刀头安装座带动切割刀片偏转,以实现薄膜不同形状的切割;3、通过夹持器对收卷辊夹持固定,第一电推杆驱动夹持器移动至移载架上方,夹持器解除固定以收卷辊落入至移载架内侧,第二电推杆驱动移载架使收卷辊两端轴心移动至左右两侧驱动组件内部,第三电推杆驱动移动座使上下两侧转动连接座在限位滑块的配合下驱动限位轮向内侧移动,以使上下两侧限位轮和上下两侧驱动轮对收卷辊轴心外壁接触限位,实现收卷辊的自动更换,伺服电机驱动主动轴在传动皮带件的传动下,上下两侧规定转轴驱动驱动轮转动,收卷辊在驱动轮摩擦力的作用下同步转动,并使薄膜缠绕在收卷辊表面进行分卷;从而可实现对薄膜进行平滑切割分卷,同时根据实际需要和客户要求对薄膜边缘进行不同形状的切割加工,使切割后的薄膜适合不同情况下使用,满足加工需求的多样性,并且实现收卷辊的自动更换,无需人工进行安装替换。
附图说明
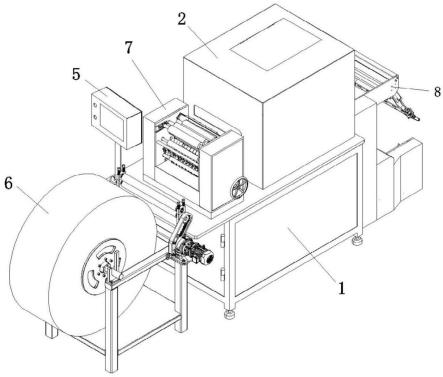
13.图1为本发明的结构示意图;
图2为图1的分切机构爆炸图;图3为图2的切割加工组件爆炸图;图4为图3的切割单元爆炸图;图5为图1的分卷机构爆炸图;图6为图5的驱动组件爆炸图。
14.图中:1、底座平台;2、分切机构;21、分切机构外壳;22、通孔槽;23、输送模块;3、切割加工组件;31、气泵总成;32、安装架;33、固定辊;34、气胀辊;35、导轨;36、x轴移动模块;37、y轴移动模块;38、驱动模块;4、切割单元;41、固定座;42、连接转轴;43、球形连接头;44、从动偏转座;45、微型电推杆;46、转动座;47、固定架;48、刀头安装座;49、切割刀片;410、连接架;411、连接框架;412、连接杆;5、控制模块;6、放卷模块;7、纠偏模块;8、分卷机构;81、分卷机构外壳;82、限位辊轮组;83、安装框架;84、转动架;85、第一电推杆;86、夹持器;87、移载架;88、第二电推杆;9、驱动组件;91、驱动组件外壳;92、限位滑槽;93、伺服电机;94、主动轴;95、规定转轴;96、驱动轮;97、传动皮带件;98、限位滑块;99、限位轮;910、转动连接座;911、第三电推杆;912、移动座;913、连接片。
具体实施方式
15.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
16.请参阅图1-6,本发明提供一种技术方案:一种薄膜自动分切复卷机,包括:底座平台1、分切机构2、控制模块5、放卷模块6、纠偏模块7和分卷机构8;分切机构2设置在底座平台1的顶端后侧;控制模块5安装在底座平台1的顶端左前方,控制模块5可通过工作人员手动或通过内部安装的控制程序进行控制;放卷模块6设置在底座平台1的前侧,放卷模块6和控制模块5电性连接,放卷模块6可由控制模块5进行控制,放卷模块6内部安装薄膜卷并对其进行放卷,放卷模块6内部设置有放卷张力控制系统采用恒张力放卷,保证薄膜原材料在放卷过程中不变形,不起皱;纠偏模块7设置在底座平台1的顶端且位于分切机构2的前侧,纠偏模块7和控制模块5电性连接,纠偏模块7可由控制模块5进行控制,纠偏模块7纠正由于薄膜原料或传动过程中各种因素引起的偏差,使分切过程中刀口始终保持在薄膜对应部位,确保留边精度的实现,内部安装薄膜卷并对其进行放卷;分卷机构8设置在底座平台1的后侧,分卷机构8和控制模块5电性连接,分卷机构8可由控制模块5进行控制,分卷机构8采用恒转矩收卷,使收卷好的成品料卷松紧适当,膜卷端面整齐。
17.作为优选方案,更进一步的,如图2所示,分切机构2包括:分切机构外壳21、通孔槽22、输送模块23和切割加工组件3;分切机构外壳21设置在底座平台1的顶端;通孔槽22的数量为两个,两个通孔槽22分别开设在分切机构外壳21的前后两侧;输送模块23的数量为两个,两个输送模块23分别设置在分切机构外壳21的内腔前后两侧,输送模块23和控制模块5电性连接,输送模块23可由控制模块5进行控制,输送模块23保证薄膜原材料在分切过程中不变形,不起皱;切割加工组件3设置在分切机构外壳21的内腔且位于前后两个输送模块23的内侧。
18.作为优选方案,更进一步的,如图3所示,切割加工组件3包括:气泵总成31、安装架32、气胀辊34和导轨35;气泵总成31安装在分切机构外壳21的内腔,气泵总成31和控制模块5电性连接,气泵总成31可由控制模块5进行控制,气泵总成31可控制气胀辊34内部压力使其膨胀收缩,进而在气胀辊34和固定辊33压力作用下使薄膜原材料张紧,促使薄膜在分切过程中不变形起皱;安装架32设置在气泵总成31的右侧;固定辊33沿左右方向通过轴承转动连接在安装架32的内侧顶端;气胀辊34沿左右方向设置在安装架32的内侧且位于固定辊33上方,气胀辊34和气泵总成31相连接;导轨35沿左右方向设置在安装架32的内侧后端下方;其中,导轨35的顶部左右两侧均设置有切割部分,切割部分包括:x轴移动模块36、y轴移动模块37、驱动模块38和切割单元4;x轴移动模块36设置在导轨35的内侧,x轴移动模块36和控制模块5电性连接,x轴移动模块36可由控制模块5进行控制,x轴移动模块36能够沿导轨35内侧左右水平移动;y轴移动模块37沿前后方向设置在x轴移动模块36的顶端,y轴移动模块37和控制模块5电性连接,y轴移动模块37可由控制模块5进行控制,y轴移动模块37能够驱动驱动模块38带动切割单元4沿前后方向水平移动;驱动模块38安装在y轴移动模块37的移动端,驱动模块38和控制模块5电性连接;切割单元4设置在驱动模块38的输出端,驱动模块38可由控制模块5进行控制,驱动模块38能够驱动连接转轴42转动。
19.作为优选方案,更进一步的,如图4所示,切割单元4包括:固定座41、连接转轴42、球形连接头43、从动偏转座44、微型电推杆45、转动座46、固定架47、刀头安装座48、切割刀片49、连接架410、连接框架411和连接杆412;固定座41固定连接在驱动模块38的输出端外侧;连接转轴42通过轴承转动连接在固定座41的内侧,连接转轴42的右端与驱动模块38的输出端轴心固定连接,连接转轴42可在固定座41和球形连接头43内侧转动;球形连接头43通过轴承转动连接在连接转轴42的外壁左侧;从动偏转座44通过软连接活动连接在球形连接头43的外壁中部,从动偏转座44可在球形连接头43的外壁倾斜移动;微型电推杆45的数量为三个,三个微型电推杆45分别沿周向间隔一百二十度通过销轴转动连接在固定座41的外侧,微型电推杆45和控制模块5电性连接,微型电推杆45可由控制模块5进行控制,三侧方向上微型电推杆45能够通过自身分别伸长缩短以驱动转动座46在球形连接头43的外侧偏斜角度;转动座46活动连接在球形连接头43的外壁右侧,三个微型电推杆45的伸缩端与转动座46的外侧通过销轴转动连接;固定架47固定连接在连接转轴42的左端;刀头安装座48的数量为两个,两个刀头安装座48分别通过轴承转动连接在固定架47的上下两端,刀头安装座48可以自身轴心为圆心周向转动;切割刀片49的数量为两个,两个切割刀片49分别螺钉连接在上下两个刀头安装座48的内侧外端;连接架410的数量为两个,两个连接架410分别固定连接在上下两个刀头安装座48的外壁;连接框架411通过轴承转动连接在从动偏转座44的左侧外端,连接框架411的内侧与球形连接头43的外侧相套接;连接杆412的数量为两个,两个连接杆412一端分别通过销轴转动连接在上下两个连接架410的外侧,两个连接杆412的另一端分别与连接框架411的外侧前后两端通过销轴转动连接。
20.作为优选方案,更进一步的,上下两个切割刀片49的形状为能够闭合的环形。
21.作为优选方案,如图5所示,更进一步的,分卷机构8包括:分卷机构外壳81、限位辊轮组82、安装框架83、转动架84、第一电推杆85、夹持器86、移载架87、第二电推杆88和驱动组件9;分卷机构外壳81设置在底座平台1的后侧;限位辊轮组82设置在分卷机构外壳81的内侧且位于后侧通孔槽22对应位置处,限位辊轮组82对分切后的薄膜进行限位;安装框架
83设置在分卷机构外壳81的内侧顶端;转动架84通过销轴转动连接在安装框架83的内侧后端;第一电推杆85的数量为两个,两个第一电推杆85分别通过销轴转动连接在安装框架83的内侧左右两端,两个第一电推杆85的伸缩端分别与转动架84的左右两侧前端通过销轴转动连接,第一电推杆85控制模块5电性连接,第一电推杆85可由控制模块5进行控制,第一电推杆85能够通过自身伸长缩短以驱动转动架84以与安装框架83内侧销轴转动连接处为顶点向前侧或向后侧转动;夹持器86的数量为两个,两个夹持器86分别设置在转动架84的左右两侧,夹持器86控制模块5电性连接,夹持器86可由控制模块5进行控制,夹持器86可对收卷辊夹持固定;移载架87通过销轴转动连接在分卷机构外壳81的内侧后端底部;第二电推杆88的数量为两个,两个第二电推杆88分别通过销轴转动连接在安装框架83的内侧左右两端后侧,两个第二电推杆88的伸缩端分别与移载架87的左右两侧前端通过销轴转动连接,第二电推杆88和控制模块5电性连接,第二电推杆88可由控制模块5进行控制,第二电推杆88能够通过自身伸长缩短以驱动移载架87以与分卷机构外壳81内侧销轴转动连接处为顶点向前侧或向后侧转动;驱动组件9的数量为两个,两个驱动组件9分别内嵌在转动架84的内腔左右两侧。
22.作为优选方案,更进一步的,如图6所示,驱动组件9包括:驱动组件外壳91、限位滑槽92、伺服电机93、主动轴94、规定转轴95、驱动轮96、传动皮带件97、限位滑块98、限位轮99、转动连接座910、第三电推杆911、移动座912和连接片913;驱动组件外壳91内嵌在转动架84的内腔开口处;限位滑槽92的数量为两个,两个限位滑槽92分别开设在驱动组件外壳91的内腔内侧后方上下两端;伺服电机93设置在驱动组件外壳91的内腔前侧,伺服电机93和控制模块5电性连接,伺服电机93可由控制模块5进行控制,伺服电机93能够驱动主动轴94转动;主动轴94螺钉连接在伺服电机93的输出端;规定转轴95的数量为两个,两个规定转轴95分别通过轴承转动连接在驱动组件外壳91的内腔前侧上下两端,规定转轴95的内侧延伸出驱动组件外壳91的外壁;驱动轮96的数量为两个,两个驱动轮96分别键连接在上下两个规定转轴95的内端;传动皮带件97的数量为两个,两个传动皮带件97一端分别键连接在主动轴94的外壁内外两侧,两个传动皮带件97的另一端分别与上下两个规定转轴95的外壁固定连接,主动轴94可在内外两侧传动皮带件97的传动下驱动上下两侧规定转轴95同步驱动驱动轮96转动;限位滑块98的数量为两个,两个限位滑块98分别卡接在上下两个限位滑槽92的内侧;限位轮99的数量为两个,两个限位轮99分别通过销轴转动连接在上下两个限位滑块98的内端;转动连接座910的数量为两个,两个转动连接座910分别通过销轴转动连接在驱动组件外壳91的内腔内侧上下两端,两个转动连接座910的另一端分别与上下两个限位滑块98的外侧通过销轴转动连接;第三电推杆911沿前后方向设置在驱动组件外壳91的内腔后侧中心位置,第三电推杆911和控制模块5电性连接,第三电推杆911可由控制模块5进行控制,第三电推杆911能够通过自身伸长缩短以驱动移动座912前后移动;移动座912螺钉连接在第三电推杆911的伸缩端前侧;连接片913的数量为两个,两个连接片913一端分别通过销轴转动连接在移动座912的上下两端,两个移动座912的另一端分别与上下两个转动连接座910的另一端通过销轴转动连接,移动座912可在上下两个连接片913的配合下,驱动上下两侧转动连接座910以与驱动组件外壳91内腔销轴转动连接处为顶点向内侧或向外侧转动。
23.一种薄膜自动分切复卷机的加工工艺,具体步骤为:
将分切薄膜卷预先安装在放卷模块6内侧,将薄膜穿过纠偏模块7内侧,外部工作人员控制控制模块5启动放卷模块6、纠偏模块7、输送模块23和气泵总成31,放卷模块6对自身内部薄膜卷进行放卷,并在纠偏模块7的校正下由前侧通孔槽22进入至分切机构外壳21内腔,薄膜在前侧输送模块23的输送下进入至切割加工组件3中气胀辊34和固定辊33内侧,气泵总成31控制气胀辊34膨胀,使气胀辊34与固定辊33压紧薄膜,进而移动至安装架32内侧薄膜实现紧绷状态;外部工作人员控制控制模块5启动x轴移动模块36、y轴移动模块37和驱动模块38,x轴移动模块36沿导轨35内侧左右水平移动并驱动y轴移动模块37带动上方驱动模块38和切割单元4移动至薄膜下方指定位置,y轴移动模块37驱动驱动模块38带动切割单元4沿前后方向水平移动,驱动模块38驱动连接转轴42在固定座41和球形连接头43内侧转动,并使连接转轴42驱动固定架47转动,促使从动偏转座44驱动上下两侧刀头安装座48的配合下带动对应位置上切割刀片49转动,同时使固定架47在刀头安装座48的配合下驱动连接架410带动连接杆412使连接框架411在从动偏转座44的左侧周向转动,以对薄膜进行切割以实现对薄膜的分切作业,当需要调整切割形状时,工作人员控制三侧微型电推杆45启动,三侧方向上微型电推杆45通过自身分别伸长缩短以驱动转动座46在球形连接头43的外侧偏斜角度,并使转动座46和从动偏转座44右侧接触,进而使转动座46推动从动偏转座44使从动偏转座44在球形连接头43外侧同方向上倾斜,进而使从动偏转座44在连接框架411的配合下驱动前后两侧连接杆412向不同方向上倾斜,并使连接杆412在连接架410的配合下驱动对应位置上刀头安装座48以自身轴心为圆心周向转动,进而使上下两侧刀头安装座48带动对应位置上切割刀片49偏转,以实现薄膜不同形状的切割;工作人员预先将收卷辊放置在左右两个夹持器86内侧,并控制控制模块5依次启动夹持器86、第一电推杆85、第二电推杆88和第三电推杆911,夹持器86对收卷辊夹持固定,第一电推杆85缩短以驱动转动架84以与安装框架83内侧销轴转动连接处为顶点向前侧转动,进而使转动架84在夹持器86的配合下驱动收卷辊移动至移载架87上方,夹持器86解除对收卷辊夹持固定以使收卷辊落入至移载架87内侧,第二电推杆88缩短以驱动移载架87以与分卷机构外壳81内侧销轴转动连接处为顶点向前侧转动,促使收卷辊两端轴心移动至左右两侧驱动组件9内部,第三电推杆911伸长驱动移动座912向前侧移动,移动座912在上下两个连接片913的配合下,驱动上下两侧转动连接座910以与驱动组件外壳91内腔销轴转动连接处为顶点向内侧转动,进而使转动连接座910在限位滑块98的配合下驱动限位轮99向内侧移动,以使上下两侧限位轮99和上下两侧驱动轮96对收卷辊轴心外壁接触限位,进而实现收卷辊的自动更换,切割后的薄膜在后侧输送模块23的输送下穿过后侧通孔槽22内腔进并进入至限位辊轮组82内部,工作人员控制控制模块5启动伺服电机93,伺服电机93驱动主动轴94转动,以使主动轴94在内外两侧传动皮带件97的传动下驱动上下两侧规定转轴95同步驱动驱动轮96转动,促使收卷辊在驱动轮96摩擦力的作用下同步转动,并使薄膜在限位辊轮组82的限位作用下,缠绕在收卷辊表面进行分卷。
24.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1