涉案卷烟证据管理打包专用约束框架的制作方法
1.本实用新型涉及卷烟打包设备领域,特别是一种涉案卷烟证据管理打包专用约束框架。
背景技术:
2.烟草行业一贯重视专卖卷烟的打假打私工作,出于烟草行业高质量发展的需要,专卖卷烟打假打私的工作也面临许多新问题和新挑战。
3.随着当下科学技术的不断发展和进步,高科技产品的不断应用,使得不法分子的涉烟违法犯罪活动愈发智能化、科技化、网络化和频繁化,涉案卷烟数量和涉案金额也变得越来越大,这无疑加大了案件查办的难度和压力。
4.一方面,稽查员查处涉案烟后,还停留在人工清点,手工打包的阶段,费时费力,效率低下。另一方面,打包好的涉案烟送入仓库保存之前,还需要人工核验、登记,这种管理方式较为粗放和原始,容易出现错漏。
5.综上所述,设计一套涉案烟打包系统,以减轻人工打包的工作量显得非常有必要。
技术实现要素:
6.本实用新型的目的是克服现有技术的不足,而提供一种涉案卷烟证据管理打包专用约束框架,它应用于涉案烟打包系统,可实现(由涉案烟堆砌而成的)码垛单元竖直方向的限位约束。
7.本实用新型的技术方案是:涉案卷烟证据管理打包专用约束框架,由两个呈l形的公构件和两个呈l形的母构件相互滑动连接而形成,为封闭的矩形框架;公构件的两端分别设有相互垂直布置的公对接部,两个公对接部均在朝向公构件转角内侧的一侧设有直角槽a,两个直角槽a在公构件的转角处交汇,形成空间限位角a;母构件的两端而分别设有相互垂直布置的母对接部,两个母对接部均在朝向母构件转角内侧的一侧设有直角槽b,两个直角槽b在母构件的转角处交汇,形成空间限位角b;每个公构件通过两端的公对接部分别与一个母构件的母对接部滑动连接,每个母构件通过两端的母对接部分别与一个公构件的公对接部滑动连接;约束框架包含的两个空间限位角a和两个空间限位角b统称为四个空间限位角,四个空间限位角位于约束框架的四角处,并且,四个空间限位角位于约束框架所围成的平面的同一侧。
8.本实用新型进一步的技术方案是:公构件的转角外侧设有定位凹槽,相应的,母构件的转角外侧设有与公构件的定位凹槽形状相吻合的定位凸块;当约束框架呈竖直摆放时,两个定位凹槽和两个定位凸块均呈对角布置,并位于约束框架的四个转角处的外侧,并均沿竖直方向向上伸出或向下凹陷;多个呈竖直摆放的约束框架可通过定位凹槽与定位凸块的配合关系,实现竖直方向上的插装叠加。
9.本实用新型再进一步的技术方案是:公构件的公对接部上设有条形缺口a,条形缺口a设置在直角槽a的两槽壁交汇处,并顺着直角槽a的延伸方向,从公对接部的远转角端向
公对接部的近转角端延伸,公对接部在条形缺口a的两侧形成两根条板,两根条板相互垂直布置并在彼此相邻的侧壁面上分别设有凸块;
10.母构件的母对接部上设有两个条形缺口b,两个条形缺口b分别设置在直角槽b的两槽壁边沿处,并顺着直角槽b的延伸方向,从母对接部的远转角端向母对接部的近转角端延伸,母对接部在两个条形缺口b之间形成一根折角板,折角板在两侧的厚度面上分别设有滑槽;
11.当公构件通过公对接部与母构件的母对接部滑动连接时,公构件的公对接部的两根条板分别伸入母构件的母对接部的两个条形缺口b中,母构件的母对接部的折角板伸入公构件的公对接部的条形缺口a中,公构件的公对接部的凸块与母构件的母对接部的滑槽相互插接配合,并形成滑动连接。
12.本实用新型具有如下优点:
13.1、其用于码垛单元竖直方向的限位约束,具有结构简单、易于拼装、尺寸可调的特点。使用时,将两个约束框架分别安装在码垛单元的两个相对的侧壁面上,再根据码垛单元的尺寸适应性调节约束框架的尺寸,使约束框架的四个空间限位角包裹住码垛单元的四个顶角。基于约束框架的使用,使得码垛单元仅需在四个侧壁面上进行缠膜固定(即水平方向的缠膜固定),无需在包含上顶面和下底面之间的四个面上进行缠膜固定(即竖直方向的缠膜固定)。一方面极大节省了膜的用量,另一方面降低了码垛单元的解封难度。
14.2、公构件与母构件连接后,公构件的公对接端与母构件的母对接端形成滑动连接关系。所述的滑动连接是通过两根条板上的两个凸块(位于公对接端上)与一根折板上的两条滑槽(位于母对接端上)相互配合而形成,凸块/滑槽的滑配结构共有两组,这两组滑配结构的布置方向相互垂直,保证了滑动过程的稳定性,提升了滑动连接的牢固性。
15.本实用新型所应用的涉案烟打包系统具有如下优点:
16.1、将涉案烟(具有外包装盒的未拆封的卷烟)堆砌成一个标准的长方体后,通过两个约束框架对所述长方体进行高度方向的固定,再通过塑封装置对所述长方体进行侧壁面上的缠膜固定,最终形成一个外形标准、结构牢固、不易散落、便于运输存放的码垛单元。一方面,可透过缠膜直观的看到码垛单元内部的卷烟行列数,进而可快速算出该码垛单元包含的卷烟数量,极大提升了人工清点的效率;另一方面,可透过缠膜直观的看到码垛单元内部卷烟的种类,并不用对码垛单元进行拆解,极大提升了入库存放过程中人工核验的效率;再一方面,相比人工打包的方式,上述的半自动化的打包方式极大提升了涉案烟的打包效率。
17.2、上压盘外侧壁面上的限位槽与限位块的前端头形成嵌入式配合,并且,采用了t3>t1>(1+a)t2的扭矩大小关系。基于上述设计,上压盘装置启动压紧功能的过程中,随着上压盘的下移,在上压盘与码垛单元之间未达到一定的压紧力时,上压盘都不会转动,仅做竖直方向移动,仅当上压盘与码垛单元之间的压紧力达到或超过临界值时,上压盘才能转动,进而通过压紧力带动码垛单元及其下方的下转盘同步转动。可有效避免上压盘与码垛单元之间因压紧力不足而产生相对转动,剐蹭码垛单元的上表面,进而造成码垛单元松散崩溃、码垛单元与下转盘发生移位、卷烟外包装起皱破损的现象,极大提升了码垛单元打包过程的可靠性和稳定性。
18.3、下转盘装置上设置的计数器,用于记录下转盘旋转圈数和确定下转盘旋转角
度,一方面实现了缠膜量和缠膜厚度的精确控制,另一方面为切刀抬刀切膜的动作时机提供了必要的决策依据。
19.4、抵块为连接在导向座的螺纹孔中的螺栓,其一端位于导向座外部,另一端伸入导向座内部。基于该设计,拧动螺栓即可调节弹簧的压缩程度,进而实现“限位块对上压盘施加的压紧力”的调节。
20.以下结合图和实施例对本实用新型作进一步描述。
附图说明
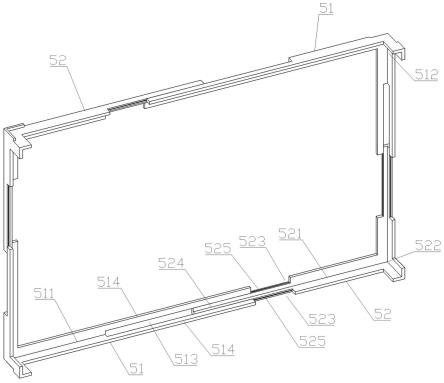
21.图1为本实用新型的结构示意图;
22.图2为本实用新型的爆炸图;
23.图3为图2的b部放大图;
24.图4为涉案烟打包系统的结构示意图;
25.图5为下转盘装置的结构示意及安装位置示意图;
26.图6为上压盘装置的爆炸图;
27.图7为图6的a部放大图;
28.图8为打包方法的初始状态示意图;
29.图9为打包方法s02步骤b分步骤中的第一种状态示意图
30.图10为打包方法s02步骤b分步骤中的第二种状态示意图;
31.图11为打包方法s02步骤c分步骤的状态示意图;
32.图12为打包方法s02步骤d分步骤中的切刀落刀前的状态示意图;
33.图13为打包方法s02步骤d分步骤中的切刀落刀后的状态示意图。
34.说明:图9中,下转盘带动码垛单元转动了0.25圈;图10和图11中,下转盘带动码垛单元转动了9.25圈;图11和图12中,下转盘带动码垛单元转动了10圈整。
35.图例说明:外壳1;圆柱腔11;下转盘21;轴承22;矩形台面211;上压盘31;主体盘311;限位槽3111;中心筒312;电机a32;螺母33;丝杆34;导向座35;空腔351;限位块36;抵块37;弹簧38;滚筒411;塑封膜412;刀座42;切刀43;公构件51;直角槽a511;空间限位角a512;条形缺口a513;条板514;凸块515;母构件52;直角槽b521;空间限位角b522;条形缺口b523;折角板524;滑槽525;打印机6。
具体实施方式
36.实施例1:
37.如图1-3所示,涉案卷烟证据管理打包专用约束框架,由两个呈l形的公构件51和两个呈l形的母构件52相互滑动连接而形成,为封闭的矩形框架。公构件51的两端分别设有相互垂直布置的公对接部,两个公对接部均在朝向公构件51转角内侧的一侧设有直角槽a511,两个直角槽a511在公构件51的转角处交汇,形成空间限位角a512。母构件52的两端而分别设有相互垂直布置的母对接部,两个母对接部均在朝向母构件52转角内侧的一侧设有直角槽b521,两个直角槽b521在母构件52的转角处交汇,形成空间限位角b522。在约束框架中,每个公构件51通过两端的公对接部分别与一个母构件52的母对接部滑动连接,每个母构件52通过两端的母对接部分别与一个公构件51的公对接部滑动连接。约束框架包含的两
个空间限位角a512和两个空间限位角b522统称为四个空间限位角,四个空间限位角位于约束框架的四角处,并且,四个空间限位角位于约束框架所围成的平面的同一侧。
38.公构件51的公对接部上设有条形缺口a513,条形缺口a513设置在直角槽a511的两槽壁交汇处,并顺着直角槽a511的延伸方向,从公对接部的远转角端(相对远离公构件的转角处的一端)向公对接部的近转角端(相对靠近公构件的转角处的一端)延伸,公对接部在条形缺口a513的两侧形成两根条板514,两根条板514相互垂直布置并在彼此相邻的侧壁面上分别设有凸块515。
39.母构件52的母对接部上设有两个条形缺口b523,两个条形缺口b523分别设置在直角槽b521的两槽壁边沿处,并顺着直角槽b521的延伸方向,从母对接部的远转角端(相对远离母构件的转角处的一端)向母对接部的近转角端(相对靠近母构件的转角处的一端)延伸,母对接部在两个条形缺口b523之间形成一根折角板524,折角板524在两侧的厚度面上分别设有滑槽525。
40.当公构件51通过公对接部与母构件52的母对接部滑动连接时,公构件51的公对接部的两根条板514分别伸入母构件52的母对接部的两个条形缺口b523中,母构件52的母对接部的折角板524伸入公构件51的公对接部的条形缺口a513中,公构件51的公对接部的凸块515与母构件52的母对接部的滑槽525相互插接配合,并形成滑动连接。
41.优选,公构件51的转角外侧设有定位凹槽516,相应的,母构件52的转角外侧设有与公构件51的定位凹槽516形状相吻合的定位凸块526。当约束框架呈竖直摆放时,两个定位凹槽516和两个定位凸块526均呈对角布置,并位于约束框架的四个转角处的外侧,并均沿竖直方向向上伸出或向下凹陷。多个呈竖直摆放的约束框架可通过定位凹槽516与定位凸块526的配合关系,实现竖直方向上的插装叠加。
42.本实用新型应用于涉案烟打包系统,可实现(由涉案烟堆砌而成的)码垛单元竖直方向的限位约束。
43.如图1-7所示,涉案烟打包系统,包括外壳1、下转盘装置、上压盘装置、塑封装置及约束框架(约束框架的结构参见上文描述,下文不再赘述)。
44.外壳1内部设有用于容纳卷烟的内腔,外壳1一面侧壁上设有连通至内腔的敞口。外壳1内腔顶部设有圆柱腔11,圆柱腔11与外壳1内腔连通。
45.下转盘装置包括下转盘21和轴承22。下转盘21通过轴承22转动安装在外壳1内腔底面上,下转盘21通过轴承21做水平面上的转动,下转盘21的中心区域设有水平布置的矩形台面211,矩形台面211正上方区域用于放置和打包卷烟。
46.上压盘装置包括上压盘31和旋转升降驱动组件。上压盘31通过旋转升降驱动组件安装在外壳1内腔上部,并位于矩形台面211的正上方,上压盘31在旋转升降驱动组件的驱动下做竖直升降或水平转动。上压盘31呈中空且上端敞口的圆柱形,其包括主体盘311和固定连接在主体盘311中心处并沿轴向布置的中心筒312,主体盘311外壁上设有轴向延伸的限位槽3111。旋转升降驱动组件包括电机a32、螺母33、丝杆34、导向座35、限位块36、抵块37和弹簧38。电机a32固定安装在外壳1顶部,其机轴竖直向下延伸。螺母33固定安装在上压盘31的中心筒312的上端,其内孔的轴心线与中心筒312的内孔的轴心线重合。丝杆34上端通过联轴器与电机a32的机轴连接,丝杆34中部与螺母33旋配,丝杆34下端伸入上压盘31的中心筒312的内孔中。导向座35固定安装在外壳1顶部,其内设有用于容纳限位块36的空腔
351,空腔351在一端与外壳1的圆柱腔11连通。限位块36可滑动安装在导向座35的空腔351相对靠近圆柱腔11的一端。抵块37固定连接在导向座35相对远离圆柱腔11的一端。弹簧38压缩设置在导向座35的空腔351中,其两端分别与限位块36和抵块37相抵,其通过弹力迫使限位块36的前端部伸入圆柱腔11内,并压紧在上压盘31的外壁上。随着上压盘31的转动,当上压盘31的限位槽3111正对限位块36的前端部时,限位块36在弹簧38的弹力作用下嵌入上压盘31的限位槽3111中。
47.塑封装置包括膜筒、刀座42和切刀43。膜筒可转动安装在外壳1内腔中,其包括竖直布置的滚筒411和逐圈缠绕在滚筒411上的塑封膜412。刀座42固定安装在下转盘21上,并紧邻矩形台面211的一侧边布置在矩形台面211外侧。切刀43铰接安装在下转盘21上,并位于刀座42的正上方,切刀43绕铰接处做竖直平面的转动,当切刀43向上转动至与水平面互成夹角时,切刀43与刀座42分离,当切刀43向下转动至与水平面平行时,切刀43与刀座42贴合。
48.优选,涉案烟打包系统还包括手持式巴枪(图中未示出)、打印机6和pc机(图中未示出)。手持式巴枪与pc机通过数据线或无线网络通信连接。打印机与pc机通过数据线或无线网络通信连接。手持式巴枪扫描(涉案烟的条形码)得到的卷烟信息传输到pc机上,并在pc机进行直观显示。人工核对无误后,一方面,卷烟信息存档到pc机,另一方面,通过pc机控制打印机启动打印,打出包含有涉案烟信息的贴纸,将贴纸贴于打包好的码垛单元上,以方便对涉案烟进行后续的管理。
49.优选,下转盘装置还包括计数器23。计数器23包括信号接收装置231和信号发射装置232。信号接收装置231固定安装在下转盘21的下表面上,其随着下转盘21的转动而做圆周转动。信号发射装置232固定安装在外壳1内腔底面上,并位于下转盘21下端,并位于信号接收装置231的转动路径的正下方。
50.优选,上压盘31克服限位块36的转动限制,使限位块36从上压盘31外壁上的限位槽3111中滑出,所需的最小扭矩为t1;上压盘31与丝杆34发生相对转动,所需的最小扭矩为t2;电机a32输出的最大扭矩为t3;则有,t3>t1>(1+a)t2;a为安全系数,取值为0.1~0.4。
51.优选,导向座35相对远离圆柱腔11的一端设有螺纹孔352;相应的,抵块37为连接在螺纹孔352中的螺栓,其一端位于导向座35外部,另一端伸入导向座35内部。
52.优选,切刀43为条形刀,其沿长度方向的一侧边设有刀刃,切刀43的铰接处位于切刀43长度方向的一端。当切刀43与刀座42贴合时,切刀43的刀刃与刀座42贴合。
53.优选,塑封装置还包括电机b44。电机b44固定安装在下转盘21上,并与切刀43的铰接处关联,以驱动切刀43绕其铰接处转动,进而实现与刀座42分离或贴合。
54.如图8-13所示,一种涉案烟打包方法,应用于上述的涉案烟打包系统,执行打包之前,涉案烟打包系统处于初始状态;在初始状态下:
55.a、下转盘21转动至计数器23的信号接收装置231与信号发射装置232上下正对;
56.b、上压盘31处在其移动行程上端90%-100%的高度区段内,并且,限位块36的前端部嵌入上压盘31的限位槽3111中;
57.c、滚筒411上的塑封膜412从最外层的端头扯出后,夹在切刀43与刀座42之间,切刀43与刀座42呈贴合状态。
58.打包方法如下:
59.s01,制作码垛单元:
60.a、将涉案的卷烟的信息录入pc机后,将相同尺寸的卷烟在平整的台面上进行堆垛,形成一个长方体;
61.b、将两个约束框架安装在所述长方体相对的两侧壁面上,并通过调整约束框架的尺寸,使每个约束框架的四个空间限位角分别包裹住长方体的四个顶角,通过两个约束框架共包裹住长方体的八个顶角,即形成码垛单元。
62.本步骤中,所述长方体在竖直方向包含多层,每一层由多条卷烟相互紧邻排成一列。
63.本步骤中,所述码垛单元的底面可被下转盘21的矩形台面211完全包容在内,码垛单元的高度小于上压盘31与下转盘21之间的空间高度。
64.本步骤中,在相同尺寸的卷烟中,优先选择相同品牌的卷烟进行堆垛。
65.本步骤中,涉案的卷烟的信息通过手持式巴枪扫描获取,所述信息包含卷烟的品牌和批次。
66.s02,缠膜打包:
67.a、将码垛单元放置在下转盘21的矩形台面211上,一方面,确保码垛单元的下表面的四条边分别与矩形台面211的四条边平行,另一方面,确保码垛单元的下表面被矩形台面211完全包容在内;
68.b、电机a32启动,带动丝杆34转动,进而带动螺母33和上压盘31沿丝杆34向下移动,在上压盘31与码垛单元未接触时,电机a32输出的扭矩为t2,此时的扭矩足以驱动丝杆34与上压盘31发生相对转动,不足以使上压盘31克服限位块36的限制而进行转动,则表现为上压盘31仅做竖直方向移动;在上压盘31与码垛单元接触后,上压盘31无下降的高度,则丝杆34与螺母33无法发生相对转动而形成一个整体,由于电机a32仍然在输出动力,则电机a32输出的扭矩由t2陡然增大至t1;此过程中,一方面,上压盘31对码垛单元施加的压紧力逐渐增大,直至达到或超过临界值,在临界值下,上压盘31转动即通过压紧力带动码垛单元和下转盘21同步转动;另一方面,当扭矩达到t1时,上压盘31克服限位块36的限制开始转动,并通过压紧力带动码垛单元和下转盘21同步转动,完成0~9.25圈的缠膜;
69.c、预设的缠膜圈数为10圈,当下转盘21转动到9.25~10圈之间时,电机b44启动,驱动切刀43向上转动一定角度,做好切断塑封膜412的预备动作;
70.d、当下转盘21转动到10圈时,同时执行以下两项操作:1、电机a32停止运行,使得码垛单元和下转盘21停止转动;2、电机b44启动,驱动切刀44向下转动至水平,从而将塑封膜412切断,即完成码垛单元的打包;
71.e、电机a32启动,驱动上压盘31沿丝杆34向上移动,恢复到初始状态,即可将码垛单元从下转盘21的矩形台面211上卸下。
72.本步骤中,切刀43向上转动到位后,其端部的高度高于塑封膜412的上边沿。
73.本步骤中,下转盘21的转动圈数通过计数器进行计数。
74.s03,粘贴信息卡:通过pc机输入当前打包好的码垛单元中的各种品牌卷烟对应的数量,再通过打印机打印出当前打包好的码垛单元的信息卡,最后将信息卡粘贴于当前打包好的码垛单元上。
75.本步骤中,信息卡记录有当前码垛单元包含的卷烟品牌、各品牌卷烟对应的数量、
每条卷烟的生产批次。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1