横封拉膜式物料自动包装机用封印切断机构的制作方法
1.本实用新型属于横封拉膜式物料自动包装机技术领域,特别涉及横封拉膜式物料自动包装机用封印切断机构。
背景技术:
2.横封拉膜式物料自动包装机是一种能够对包装材料进行自动包装成型的装置,其中封印切断机构是横封拉膜式物料自动包装机的一部分,用于对包装材料进行纵向封装、横向封装和切断成型,现有的封印切断机构自动化程度低、精度差、且切断成型后的包装袋四角在使用过程中容易划伤人。
技术实现要素:
3.本实用新型的目的是提供横封拉膜式物料自动包装机用封印切断机构,解决了现有的封印切断机构自动化程度低、精度差、且切断成型后的包装袋四角在使用过程中容易划伤人的问题。
4.本实用新型的上述目的是通过以下技术方案得以实现的:
5.横封拉膜式物料自动包装机用封印切断机构,包括安装架、驱动机构、纵封机构、横封机构、切圆角机构和控制器;
6.所述驱动机构位于所述安装架的后侧,所述纵封机构、所述横封机构和所述切圆角机构位于所述安装架的前侧,所述横封机构位于所述纵封机构的下方,所述切圆角机构位于所述横封机构的下方;
7.所述驱动机构与所述横封机构传动连接,所述驱动机构用于驱动所述横封机构上下移动,所述纵封机构用于将包装膜进行纵向的包封,使得包装膜呈圆筒状,所述横封机构用于将圆筒状的包装膜进行横向的包封和切割,使得圆筒状的包装膜呈完整的包装袋,所述切圆角机构用于将经过横向包封后的包装袋进行切圆角,使得包装袋的四角呈圆角;
8.所述驱动机构、所述纵封机构、所述横封机构、所述切圆角机构分别与所述控制器电连接。
9.其中优选方案如下:
10.优选的:所述驱动机构包括底座、电机b、连杆a、连杆b和滑动板,所述底座的底部与所述安装架固定连接,所述底座安装有所述电机b,所述电机b与所述控制器电连接,所述电机b的输出轴与所述连杆a的下端传动连接,所述连杆a呈l形,所述连杆a的上端与所述连杆b的下端活动连接,所述连杆b 的上端与所述滑动板的下端活动连接,所述滑动板横向放置,所述安装架的后侧固定连接有两个平行间隔设置的导轨,两个所述导轨竖向放置,所述滑动板与所述导轨滑动连接,所述安装架开设有两个平行间隔设置的竖向槽,两个所述导轨位于两个所述竖向槽之间。
11.优选的:所述纵封机构包括支撑架、气缸b、固定板、推拉板a和热熔块a,所述支撑架的后侧与所述安装架的前侧固定连接,所述固定板与所述推拉板a 位于所述支撑架的右
侧,所述固定板与所述推拉板a平行间隔设置,所述固定板的左侧与所述支撑架的右侧固定连接,所述推拉板a的左侧与所述支撑架的右侧活动连接,所述支撑架的前侧设置有安装板,所述安装板位于所述推拉板a 的前侧,所述气缸b固定连接在所述安装板的前侧,所述气缸b的活塞杆端部穿过所述安装板与所述推拉板a固定连接,所述气缸b驱动所述推拉板a向着靠近所述固定板的方向或者远离所述固定板的方向来回移动,所述固定板靠近所述推拉板a的一侧、所述推拉板a靠近所述固定板的一侧均设置有所述热熔块a,两个所述热熔块a彼此相向的一侧设置有加热丝a,所述气缸b、所述加热丝a分别与所述控制器电连接。
12.优选的:所述安装板与所述固定板之间设置有两个导向柱a,两个所述导向柱a上下平行间隔设置,所述推拉板a开设有两个上下间隔设置的圆孔,两个所述导向柱a的前端与所述安装板固定连接,两个所述导向柱a的后端分别穿过所述推拉板a的两个圆孔与所述固定板固定连接,所述导向柱a的直径小于所述推拉板a中圆孔的直径。
13.优选的:所述纵封机构的底部安装有夹紧机构,所述夹紧机构包括安装块和夹紧块,所述推拉板a的下端、所述固定板的下端分别活动连接有所述安装块,两个所述安装块彼此相向的一侧固定连接有所述夹紧块,两个所述夹紧块彼此相向的一侧开设有对称的c形槽。
14.优选的:所述横封机构包括活动板a、活动板b、气缸c、气缸d、推拉板b 和推拉板c,所述活动板a的后端、所述活动板b的后端分别穿过所述安装架开设的两个竖向槽与所述滑动板固定连接,所述活动板a与所述活动板b之间安装有两个平行间隔设置的导向柱b,两个所述导向柱b之间活动连接有两个平行间隔设置的所述推拉板b和所述推拉板c,所述推拉板b的前后两端、所述推拉板c的前后两端分别通过导向筒与两个所述导向柱b活动连接,所述气缸c固定连接在所述活动板a的右侧,所述气缸d固定连接在所述活动板b的左侧,所述气缸c和所述气缸d位于两个所述导向柱b之间,所述气缸c的活塞杆端部与所述气缸d的活塞杆端部相向设置,所述气缸c的活塞杆端部与所述推拉板b固定连接,所述气缸d的活塞杆端部与所述推拉板c固定连接,所述推拉板b朝向所述推拉板c的一侧、所述推拉板c朝向所述推拉板b的一侧分别安装有热熔块b,两个所述热熔块b彼此相向的一侧均设置有加热丝b,所述推拉板c安装的所述热熔块b朝向所述推拉板b的一侧设置有刀片,所述刀片位于所述推拉板c安装的所述热熔块b的中间,所述刀片的长度小于所述热熔块b 的长度,所述气缸c、所述气缸d、所述加热丝b分别与所述控制器电连接。
15.优选的:所述横封机构的顶部设置有导向装置,所述导向装置包括调节板a、调节板b、导向板a和导向板b,所述调节板a的左端与所述活动板a的顶部固定连接,所述调节板b位于所述调节板a的顶部并与所述调节板a可拆卸连接,所述调节板b的右端与所述导向板a的下端固定连接,所述导向板a与所述导向板b平行间隔设置,所述导向板a的后端与所述导向板b的后端通过连接板a 固定连接。
16.优选的:所述切圆角机构包括连接板b、出料板、定位板、气缸e和切角块,所述连接板b与所述安装架的前侧固定连接,所述出料板与所述定位板平行间隔设置,所述出料板的后侧、所述定位板定位块的后侧均与所述连接板b的前侧固定连接,所述出料板与所述定位板之间平行间隔设置有两个定位条,所述切角块位于两个所述定位条之间,所述气缸e固定连接在所述定位板远离所述出料板的一侧,所述气缸e的活塞杆端部穿过所述定位板与所述切角块固定连接,所述切角块靠近所述出料板的一侧开设有u形口,所述u形口的两端内
侧设置有斜角,所述出料板开设有两个平行间隔设置的废料口,所述u形口的两端分别与所述两个废料口对应,所述出料板上的出料口远离所述切角块的一侧安装有出料斗。
17.优选的:所述出料板的顶部右侧固定连接有导向板c,所述定位板的顶部固定连接有调节板c,所述调节板c靠近所述出料板的一端固定连接有导向板d,所述导向板c与所述导向板d平行间隔设置。
18.综上所述,本实用新型具有以下有益效果:
19.1、驱动机构能够通过滑动板带动横封机构进行上下移动,从而使得横封机构将纵封机构封装成圆筒状的包装膜进行定长的横向封装和切割。
20.2、驱动机构中滑动板的左右两端分别与安装架后侧的两个导轨发生上下滑动,确保滑动板在带动横封机构进行上下移动过程中保持稳定的移动轨迹,也能够提高横封机构对包装膜横向封装的准确度。
21.3、纵封机构中通过气缸b带动推拉板a向着固定板方向移动,实现包装膜在纵向上的封装,同时导向柱a能够保证推拉板a在向固定板方向上移动的过程中,推拉板a的移动不发生偏移,从而提高了推拉板a和固定板对包装膜纵向封装的准确性。
22.4、夹紧机构能够保证纵封机构对包装膜进行纵向封装时,包装膜不会发生向下坠落,也能够避免横封机构来不及对纵封形成的圆筒状包装膜进行横向封装就发生坠落,提高纵封机构和横封机构对包装膜进行封装过程中的稳定性和准确性。
23.5、横封机构通过活动板a、活动板b分别与滑动板进行连接,从而使得活动板a和活动板b能够同步进行上下移动,推拉板c安装的热熔块b设置有刀片,能够确保推拉板b和推拉板c在对包装膜进行横向封装的同时,对包装膜横向封装处进行部分切断,方便后续包装膜形成包装袋的分离。
24.6、导向装置位于横封机构顶部,有利于将纵封机构封装后的圆筒状包装膜顺利进入到推拉板b和推拉板c之间,使得推拉板b的热熔块b和推拉板c的热熔块b能够准确对包装膜进行横向封装和切割。
25.7、切圆角机构中的切角块能够对横封机构横向封装切割后的包装袋进行切圆角,使得切割后的成品包装袋的四角均呈圆角,避免包装袋在使用过程中划伤使用者的手,提高使用者的用户体验。
26.8、导向板c与导向板d对横封机构封装后的包装袋起导向作用,出料板设置的废料口有利于及时将切角块切割后的废料自出料口转运出去。
附图说明
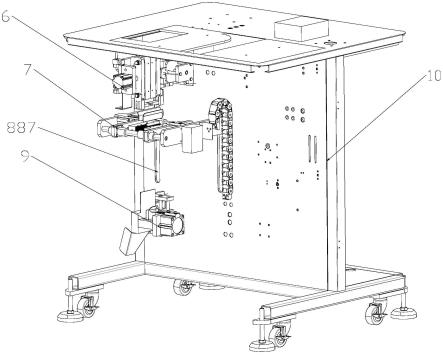
27.图1是实施例中的结构示意图ⅰ;
28.图2是实施例中的结构示意图ⅱ;
29.图3是实施例中的结构示意图ⅲ;
30.图4是实施例中纵封机构的结构示意图;
31.图5是实施例中横封机构的结构示意图;
32.图6是实施例中切圆角机构的结构示意图;
33.图7是实施例中出料板的结构示意图;
34.图8是实施例中切角块的结构示意图。
35.图中,6、纵封机构;7、横封机构;8、驱动机构;9、切圆角机构;10、安装架;16、调节板a;17、调节板b;18、导向板a;19、导向板b;20、连接板a;21、导向板c;22、导向板d;23、调节板c;661、支撑架;662、气缸b;663、固定板;664、推拉板a;665、热熔块a;666、安装板;667、导向柱a;668、安装块;669、夹紧块;771、活动板a;772、活动板b;773、气缸 c;774、气缸d;775、推拉板b;776、推拉板c;777、导向柱b;778、导向筒;779、热熔块b;780、刀片;881、底座;882、电机b;883、连杆a;884、连杆b;885、滑动板;886、导轨;887、竖向槽;991、连接板b;992、出料板;993、定位板;994、气缸e;995、切角块;996、定位条;997、废料口; 998、出料斗。
具体实施方式
36.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅为本实用新型一部分实施例,而不是全部的实施例。
37.其中相同的零部件用相同的附图标记表示。需要说明的是,下面描述中使用的词语“上”、“下”、“左”、“右”、“前”、“后”、“顶部”、“底部”和“内”均指附图中的方向,但是并不加以限定。
38.如图1-图8所示,横封拉膜式物料自动包装机用封印切断机构,包括安装架10、驱动机构8、纵封机构6、横封机构7、切圆角机构9和控制器;驱动机构8位于安装架10的后侧,纵封机构6、横封机构7和切圆角机构9位于安装架10的前侧,横封机构7位于纵封机构6的下方,切圆角机构9位于横封机构 7的下方;驱动机构8与横封机构7传动连接,驱动机构8用于驱动横封机构7 上下移动,纵封机构6用于将包装膜进行纵向的包封,使得包装膜呈圆筒状,横封机构7用于将圆筒状的包装膜进行横向的包封和切割,使得圆筒状的包装膜呈完整的包装袋,切圆角机构9用于将经过横向包封后的包装袋进行切圆角,使得包装袋的四角呈圆角;驱动机构8、纵封机构6、横封机构7、切圆角机构 9分别与控制器电连接。
39.驱动机构8包括底座881、电机b882、连杆a883、连杆b884和滑动板885,底座881的底部与安装架10固定连接,底座881安装有电机b882,电机b882 与控制器电连接,电机b882的输出轴与连杆a883的下端传动连接,连杆a883 呈l形,连杆a883的上端与连杆b884的下端活动连接,连杆b884的上端与滑动板885的下端活动连接,滑动板885横向放置,安装架10的后侧固定连接有两个平行间隔设置的导轨886,两个导轨886竖向放置,滑动板885与导轨886 滑动连接,安装架10开设有两个平行间隔设置的竖向槽887,两个导轨886位于两个竖向槽887之间。
40.纵封机构6包括支撑架661、气缸b662、固定板663、推拉板a664和热熔块a665,支撑架661的后侧与安装架10的前侧固定连接,固定板663与推拉板 a664位于支撑架661的右侧,固定板663与推拉板a664平行间隔设置,固定板 663的左侧与支撑架661的右侧固定连接,推拉板a664的左侧与支撑架661的右侧活动连接,支撑架661的前侧设置有安装板666,安装板666位于推拉板 a664的前侧,气缸b662固定连接在安装板666的前侧,气缸b662的活塞杆端部穿过安装板666与推拉板a664固定连接,气缸b662驱动推拉板a664向着靠近固定板663的方向或者远离固定板663的方向来回移动,固定板663靠近推拉板a664的一侧、推拉板a664靠近固定板663的一侧均设置有热熔块a665,两个热熔块a665彼此相向的一侧设置有加热丝a,气缸b662、加热丝a分别与控制器电连接;
41.安装板666与固定板663之间设置有两个导向柱a667,两个导向柱a667上下平行间隔设置,推拉板a664开设有两个上下间隔设置的圆孔,两个导向柱a667 的前端与安装板666固定连接,两个导向柱a667的后端分别穿过推拉板a664 的两个圆孔与固定板663固定连接,导向柱a667的直径小于推拉板a664中圆孔的直径;
42.纵封机构6的底部安装有夹紧机构,夹紧机构包括安装块668和夹紧块669,推拉板a664的下端、固定板663的下端分别活动连接有安装块668,两个安装块668彼此相向的一侧固定连接有夹紧块669,两个夹紧块669彼此相向的一侧开设有对称的c形槽。
43.横封机构7包括活动板a771、活动板b772、气缸c773、气缸d774、推拉板b775和推拉板c776,活动板a771的后端、活动板b772的后端分别穿过安装架10开设的两个竖向槽887与滑动板885固定连接,活动板a771与活动板b772 之间安装有两个平行间隔设置的导向柱b777,两个导向柱b777之间活动连接有两个平行间隔设置的推拉板b775和推拉板c776,推拉板b775的前后两端、推拉板c776的前后两端分别通过导向筒778与两个导向柱b777活动连接,气缸 c773固定连接在活动板a771的右侧,气缸d774固定连接在活动板b772的左侧,气缸c773和气缸d774位于两个导向柱b777之间,气缸c773的活塞杆端部与气缸d774的活塞杆端部相向设置,气缸c773的活塞杆端部与推拉板b775固定连接,气缸d774的活塞杆端部与推拉板c776固定连接,推拉板b775朝向推拉板c776的一侧、推拉板c776朝向推拉板b775的一侧分别安装有热熔块b779,两个热熔块b779彼此相向的一侧均设置有加热丝b,推拉板c776安装的热熔块 b779朝向推拉板b775的一侧设置有刀片780,刀片780位于推拉板c776安装的热熔块b779的中间,刀片780的长度小于热熔块b779的长度,气缸c773、气缸d774、加热丝b分别与控制器电连接;
44.横封机构7的顶部设置有导向装置,导向装置包括调节板a16、调节板b17、导向板a18和导向板b19,调节板a16的左端与活动板a771的顶部固定连接,调节板b17位于调节板a16的顶部并与调节板a16可拆卸连接,调节板b17的右端与导向板a18的下端固定连接,导向板a18与导向板b19平行间隔设置,导向板a18的后端与导向板b19的后端通过连接板a20固定连接。
45.切圆角机构9包括连接板b991、出料板992、定位板993、气缸e994和切角块995,连接板与安装架10的前侧固定连接,出料板992与定位板993平行间隔设置,出料板992的后侧、定位板993定位块的后侧均与连接板的前侧固定连接,出料板992与定位板993之间平行间隔设置有两个定位条996,切角块 995位于两个定位条996之间,气缸e994固定连接在定位板993远离出料板992 的一侧,气缸e994的活塞杆端部穿过定位板993与切角块995固定连接,切角块995靠近出料板992的一侧开设有u形口,u形口的两端内侧设置有斜角,出料板992开设有两个平行间隔设置的废料口997,u形口的两端分别与两个废料口997对应,出料板992上的出料口远离切角块995的一侧安装有出料斗998。
46.出料板992的顶部右侧固定连接有导向板c21,定位板993的顶部固定连接有调节板c23,调节板c23靠近出料板992的一端固定连接有导向板d22,导向板c21与导向板d22平行间隔设置。
47.驱动机构8能够通过滑动板885带动横封机构7进行上下移动,从而使得横封机构7将纵封机构6封装成圆筒状的包装膜进行定长的横向封装和切割。
48.驱动机构8中滑动板885的左右两端分别与安装架10后侧的两个导轨886 发生上
下滑动,确保滑动板885在带动横封机构7进行上下移动过程中保持稳定的移动轨迹,也能够提高横封机构7对包装膜横向封装的准确度。
49.纵封机构6中通过气缸b662带动推拉板a664向着固定板663方向移动,实现包装膜在纵向上的封装,同时导向柱a667能够保证推拉板a664在向固定板663方向上移动的过程中,推拉板a664的移动不发生偏移,从而提高了推拉板a664和固定板663对包装膜纵向封装的准确性。
50.夹紧机构能够保证纵封机构6对包装膜进行纵向封装时,包装膜不会发生向下坠落,也能够避免横封机构7来不及对纵封形成的圆筒状包装膜进行横向封装就发生坠落,提高纵封机构6和横封机构7对包装膜进行封装过程中的稳定性和准确性。
51.横封机构7通过活动板a771、活动板b772分别与滑动板885进行连接,从而使得活动板a771和活动板b772能够同步进行上下移动,推拉板c776安装的热熔块b779设置有刀片780,能够确保推拉板b775和推拉板c776在对包装膜进行横向封装的同时,对包装膜横向封装处进行部分切断,方便后续包装膜形成包装袋的分离。
52.导向装置位于横封机构7顶部,有利于将纵封机构6封装后的圆筒状包装膜顺利进入到推拉板b775和推拉板c776之间,使得推拉板b775的热熔块b779 和推拉板c776的热熔块b779能够准确对包装膜进行横向封装和切割。
53.切圆角机构9中的切角块995能够对横封机构7横向封装切割后的包装袋进行切圆角,使得切割后的成品包装袋的四角均呈圆角,避免包装袋在使用过程中划伤使用者的手,提高使用者的用户体验。
54.导向板c21与导向板d22对横封机构7封装后的包装袋起导向作用,出料板992设置的废料口997有利于及时将切角块995切割后的废料自出料口转运出去。
55.具体实施过程:
56.将包装膜需要纵向封装的接缝处放置到推拉板a664和固定板663之间,控制器控制气缸b662运行,气缸b662的活塞杆推动推拉板a664向着靠近固定板 663的方向移动,使得推拉板a664中的热熔块a665与固定块的热熔块a665将包装膜的纵向接缝处加热封装,使得纵向封装后的包装膜呈圆筒状,纵封机构6 在对包装膜进行纵向封装过程中,两个夹紧块669同时对位于推拉板a664和固定板663下方的包装膜进行固定夹紧,提高纵封机构6进行纵向封装的稳定性。
57.纵封机构6封装后,控制器控制驱动机构8中的电机b882工作,电机b882 驱动连杆a883转动,连杆a883带动连杆b884转动,连杆b884带动滑动板885 沿着导轨886上下移动,滑动板885带动横封机构7中的活动板a771和活动板 b772同步进行上下移动,活动板a771和活动板b772分别带动推拉板b775、推拉板c776同步移动,使得经过纵向封装后的圆筒状包装膜位于导向板a18和导向板b19之间,控制器控制气缸c773和气缸d774的活塞杆相向移动,气缸c773 和气缸d774同时带动推拉板b775和推拉板c776相向移动,使得推拉板b775 和推拉板c776设置的热熔块b779对圆筒状的包装膜进行横向的封装,刀片780 可以对包装膜横向封装处进行切割,经过横封机构7封装切割后,圆筒状的包装膜形成了包装袋,相邻两个包装袋接缝处的中间被切断,相邻两个包装袋接缝处的两端未被切割。
58.横封机构7在对包装膜进行横向封装过程中,控制器可以通过控制气缸b662 伸出带动两个夹紧块669夹紧包装膜,避免横封机构7在对包装膜进行封装时,包装膜发生移位,
横封机构7在对包装膜横向封装后,控制器控制气缸c773和气缸d774的活塞杆缩回,横向封装后的包装袋通过导向板c21与导向板d22之间的空隙进入到出料板992与定位板993之间,控制器控制气缸e994的活塞杆伸出,气缸e994的活塞杆带动切角块995向着出料板992方向移动,切角块995 的u形口两端将相邻两个包装袋接缝处的两端推到出料板992的两个废料口997 处,切角块995的u形口两端将相邻两个包装袋接缝处的两端切成圆角,废料从废料口997处掉落至出料斗998处。
59.本具体实施例是对本实用新型的说明,但其并不是对本实用新型的限制,在本实用新型的实质范围内做出的变化、改型、添加或替换,都应属于本实用新型的保护范围,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1