一种料盘的流水线型快速贴标设备的制作方法
1.本实用新型涉及智能自动化生产设备领域,特别涉及一种料盘的流水线型快速贴标设备。
背景技术:
2.随着信息化的发展,标码标签在自动化生产中应用越来越普遍,一些结构复杂或者不规则的产品,特别是如料盘产品,在自动化生产中需要贴上标签以便于自动识别,目前传统的贴标方式多为手工贴标,多人组成整条流水线,操作速度、效率较慢,人力资源投入较多,人为贴标容易造成贴标时贴错及其他流程上的误差。
技术实现要素:
3.本实用新型通过自动化的读码、输送系统、贴标及贴标后的自动核对,提高了贴标的智能化,解决了手工贴标签投入人力多,生产成本高,人为贴标容易造成贴标时贴错及其他流程上的误差的技术问题。
4.本实用新型解决其技术问题所采用的技术方案是:一种料盘的流水线型快速贴标设备,包括plc控制系统、传送料盘的流水线传送装置和依次设置在流水线传送装置上用于对被传送料盘进行自动读码、打印粘贴标签以及剔除标签错误料盘的自动读码装置、自动贴标装置以及自动核对装置,所述流水线传送装置、自动读码装置、自动贴标装置和自动核对装置都与plc控制系统相连并受plc控制系统控制,所述流水线传送装置上料盘的流入端设置有料盘对位限位装置。实现了读码、输送系统、自动贴标及贴标后自动核对系统一系列步骤自动化,效率高、节奏快,提高了贴标的智能化,大大节省了人力的投入,降低生产成本,避免了人为原因造成贴标的误差。
5.进一步的是:所述自动读码装置包括感应流水线传送装置上料盘的第一触发感应机构和对流水线传送装置上料盘的标码拍照的第一拍照机构,所述第一触发感应机构和第一拍照机构沿流水线传送装置上料盘的移动方向依次设置在流水线传送装置上,沿流水线传送装置上料盘移动方向依次设置的第一触发感应机构和第一拍照机构,所述第一触发感应机构和第一拍照机构与plc控制系统相连并被plc控制系统控制。结构简单,读码速度快,标签打印效率高。
6.进一步的是:所述自动贴标装置包括与plc控制系统相连并被plc控制系统控制的第二触发感应机构、自动贴标机构、标签剥离机构和标签打印机构,所述第二触发感应机构具有感应流水线传送装置上料盘位置的功能,所述第二触发感应机构和自动贴标机构沿流水线传送装置上料盘移动方向依次设置在流水线传送装置上,所述标签剥离机构设置在自动贴标机构的一侧并可由自动贴标机构将被其剥离的标签转移粘贴到流水线传送装置上的料盘上,所述标签剥离机构与标签打印机构与相连并可将标签打印机构打印好的标签转移到其上被剥离。结构简单,贴标签速度快、效率高。
7.进一步的是:所述自动核对装置包括感应流水线传送装置上料盘的第三触发感应
机构、对流水线传送装置上料盘的标码和贴标拍照的第二拍照机构、感应流水线传送装置上料盘的第四触发感应机构和从流水线传送装置上转移移开料盘的料盘转移机构,所述第三触发感应机构、第二拍照机构、第四触发感应机构和料盘转移机构沿流水线传送装置上料盘的移动方向依次设置在流水线传送装置上,所述第三触发感应机构、第二拍照机构、第四触发感应机构和料盘转移机构都与plc控制系统相连并被plc控制系统控制。结构简单,分列式排布,有效提高自动核对效率。
8.进一步的是:自动贴标机构包括固定支架、贴标驱动机构和真空吸头机构,所述固定支架固定在流水线传送装置上,所述贴标驱动机构竖直固定在固定支架,所述真空吸头机构固定在贴标驱动机构上并由贴标驱动机构驱动其上下移动,所述真空吸头机构包括固定板、弹性组件和真空板,所述固定板固定在贴标驱动机构上并由贴标驱动机构驱动其上下移动,所述弹性组件的上端设置在固定板上并可相对固定板上下移动,所述真空板设置在弹性组件下端,所述真空板的下端一侧设置有向下凸出的吸附凸台,所述吸附凸台的下端设置有多个真空吸孔,所述真空板内设置有与多个真空吸孔相连的真空腔体,所述流水线传送装置的一侧设置有通过真空板的上表面与真空腔体相连的真空发生器。弹性贴标,有效缓冲避免对设备和产品造成伤害。
9.进一步的是:所述固定板的下表面设置有检测真空板位移的位移传感器,所述位移传感器与plc控制系统相连。可以对流水线上的多种型号、多种高度的料盘进行贴标动作,适用性强,使用方便。
10.进一步的是:所述第一拍照机构和第二拍照机构都包括两个独立拍照组件,所述两个独立拍照组件都与plc控制系统相连。两个独立拍照识别组件有效对拍照目标拍照所得信息进行补全修正,有效避免信息收集错误导致的贴标或者检测出错导致贴标错误的料盘流出。
附图说明
11.图1为本实用新型的主视示意图;
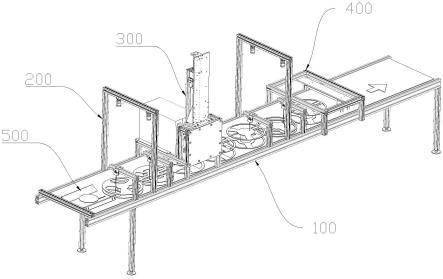
12.图2为本实用新型的主要结构分布示意图;
13.图3为自动贴标机构部分示意图。
14.图中标记为:流水线传送装置100、自动读码装置200、第一触发感应机构210、第一拍照机构220、自动贴标装置300、第二触发感应机构310、自动贴标机构320、贴标驱动机构321、固定板322、弹性组件323、真空板324、吸附凸台325、真空吸孔326、位移传感器327、标签剥离机构330、自动核对装置400、第三触发感应机构410、第二拍照机构420、第四触发感应机构430、料盘转移机构440、料盘对位限位装置500。
具体实施方式
15.下面结合附图和具体实施方式对本实用新型进一步说明。
16.如图1所示的一种料盘的流水线型快速贴标设备,包括plc控制系统、传送料盘的流水线传送装置100和依次设置在流水线传送装置100上用于对被传送料盘进行自动读码、打印粘贴标签以及剔除标签错误料盘的自动读码装置200、自动贴标装置300以及自动核对装置400,所述流水线传送装置100、自动读码装置200、自动贴标装置300和自动核对装置
400都与plc控制系统相连并受plc控制系统控制,所述流水线传送装置100上料盘的流入端设置有料盘对位限位装置500。在此具体实施例中料盘对位限位装置500为一个固定架和两个三角限位体组合,固定架横向固定在流水线传送装置100的上放不对流水式传送造成影响,两个三角限位体对应并列水平垂直固定在固定架上,可以对料盘的筒柱部分进行限位;流水线传送装置为带有悬浮传送皮带的流水线传送装置;具体实施中,将大的料盘直接放置在流水线传送装置100上上被流水线传送装置100两侧限位,或者小的料盘被料盘对位限位装置500对位限位,料盘被流水线传送装置100传送经过自动读码装置200时,自动读码装置200将料盘上的标码进行识别读码并将信息传送给plc控制系统,plc控制系统控制自动贴标装置300打印相应的标签,并在对应料盘经过自动贴标装置300时控制自动贴标装置300将打印好的对应标签粘贴在料盘上,料盘被流水线传送装置100传送经过自动读码装置200时,自动核对装置400对料盘上的标码和粘贴的标签进行识别并将信息传送给plc控制系,plc控制系进行比对后如果信息匹配则料盘流向下移工序,如果料盘信息不匹配则plc控制系控制自动核对装置400将其从流水线传送装置100上剔除。实现了读码、输送系统、自动贴标及贴标后自动核对系统一系列步骤自动化,效率高、节奏快,提高了贴标的智能化,大大节省了人力的投入,降低生产成本,避免了人为原因造成贴标的误差。
17.在上述的基础上,如图1和图2所示,所述自动读码装置200包括感应流水线传送装置100上料盘的第一触发感应机构210和对流水线传送装置100上料盘的标码拍照的第一拍照机构220,所述第一触发感应机构210和第一拍照机构220沿流水线传送装置100上料盘的移动方向依次设置在流水线传送装置100上,沿流水线传送装置100上料盘移动方向依次设置的第一触发感应机构210和第一拍照机构220,所述第一触发感应机构210和第一拍照机构220与plc控制系统相连并被plc控制系统控制。在此具体实施例中第一触发感应机构210光电式位移传感器,在具体实施中,第一触发感应机构210也可以是霍尔式位移传感器等具有位移检测感应功能的位移传感器件;在实施中第一触发感应机构210感应到料盘以后将信号传递到plc控制系统,plc控制系统控制第一拍照机构220对从下方经过的对应料盘进行拍照,第一拍照机构220将拍照到的料盘上的标码传回plc控制系统,plc控制系统根据标码控制标签打印机构打印相应的标签,以供后续粘贴,结构简单,读码速度快,标签打印效率高。
18.在上述的基础上,如图1和图2所示,所述自动贴标装置300包括与plc控制系统相连并被plc控制系统控制的第二触发感应机构310、自动贴标机构320、标签剥离机构330和标签打印机构,所述第二触发感应机构310具有感应流水线传送装置100上料盘位置的功能,所述第二触发感应机构310和自动贴标机构320沿流水线传送装置100上料盘移动方向依次设置在流水线传送装置100上,所述标签剥离机构330设置在自动贴标机构320的一侧并可由自动贴标机构320将被其剥离的标签转移粘贴到流水线传送装置100上的料盘上,所述标签剥离机构330与标签打印机构与相连并可将标签打印机构打印好的标签转移到其上被剥离。在此具体实施例中第二触发感应机构310光电式位移传感器,在具体实施中,第二触发感应机构310也可以是霍尔式位移传感器等具有位移检测感应功能的位移传感器件;在具体实施中标签剥离机构330和标签打印机构都为在市场上购买的设备,第二触发感应机构310感应到料盘以后将信号传递到plc控制系统,plc控制系统控制标签剥离机构330将标签打印机构打印好的标签进行剥离,并控制plc控制系统控制自动贴标机构320将标签剥
离机构330剥离的标签粘贴在对应的料盘上,结构简单,贴标签速度快、效率高。
19.在上述的基础上,如图1和图2所示,所述自动核对装置400包括感应流水线传送装置100上料盘的第三触发感应机构410、对流水线传送装置100上料盘的标码和贴标拍照的第二拍照机构420、感应流水线传送装置100上料盘的第四触发感应机构430和从流水线传送装置100上转移移开料盘的料盘转移机构440,所述第三触发感应机构410、第二拍照机构420、第四触发感应机构430和料盘转移机构440沿流水线传送装置100上料盘的移动方向依次设置在流水线传送装置100上,所述第三触发感应机构410、第二拍照机构420、第四触发感应机构430和料盘转移机构440都与plc控制系统相连并被plc控制系统控制。在此具体实施例中料盘转移机构440包括固定框架、直线驱动机构和驱动板,固定框架跨设在流水线传送装置100上,直线驱动机构设置在固定框架上并横跨在流水线传送装置100的上方,驱动板设置在直线驱动机构上可以通过直线驱动机构驱动其在流水线传送装置100的上方移动将标签贴错的料盘推出流水线传送装置100之外的收集箱中;在此具体实施例中第三触发感应机构410和第四触发感应机构430都为光电式位移传感器,在具体实施中,第三触发感应机构410和第四触发感应机构430也可以是霍尔式位移传感器等具有位移检测感应功能的位移传感器件;在具体实施中,第三触发感应机构410感应到料盘以后将信号传递到plc控制系统,plc控制系统控制第二拍照机构420对从下方经过的对应料盘进行拍照,第二拍照机构420将拍照到的标签信息和料盘上的标码传回plc控制系统,plc控制系统对比标签信息和料盘上的标码进行自动对比,如果符合则直接流出,如果不符合,则在往下流动过程中被第三触发感应机构410感应到料盘以后将信号传递到plc控制系统,plc控制系统控制料盘转移机构440将对应的料盘推出流水线传送装置100之外。结构简单,分列式排布,有效提高自动核对效率。
20.在上述的基础上,如图2和图3所示,自动贴标机构320包括固定支架、贴标驱动机构321和真空吸头机构,所述固定支架固定在流水线传送装置100上,所述贴标驱动机构321竖直固定在固定支架,所述真空吸头机构固定在贴标驱动机构321上并由贴标驱动机构321驱动其上下移动,所述真空吸头机构包括固定板322、弹性组件323和真空板324,所述固定板322固定在贴标驱动机构321上并由贴标驱动机构321驱动其上下移动,所述弹性组件323的上端设置在固定板322上并可相对固定板322上下移动,所述真空板324设置在弹性组件323下端,所述真空板324的下端一侧设置有向下凸出的吸附凸台325,所述吸附凸台325的下端设置有多个真空吸孔326,所述真空板324内设置有与多个真空吸孔326相连的真空腔体,所述流水线传送装置100的一侧设置有通过真空板324的上表面与真空腔体相连的真空发生器。在此具体实施例中贴标驱动机构321为行程可控的直线电机组件,在具体实施中贴标驱动机构321也可以是行程可控的气缸组件等行程可控的直线驱动机构;真空发生器为在市面上购买的真空发生器,通过管道与真空腔体相连;弹性组件323为四个弹性移动柱、四个弹簧组成和四个滑动套组成,四个滑动套分别固定在固定板322四个角上的贯穿孔中,四个弹性移动柱的上端分别穿过在四个滑动套并可以在四个滑动套中上下移动,四个弹性移动柱的下端分别与真空板324上四个对应的位置固定;实际应用时,自动贴标机构320在整个下移的过程中吸附凸台325下端的多个真空吸孔326吸附到标签剥离机构330剥离出的标签,并在继续下移中吸附凸台325下端多个真空吸孔326吸附到的标签首先抵触到料盘上,此时固定板322继续下移,弹性组件323将真空板324下端的吸附凸台325弹性压迫到料
盘上,将标签有效固定在料盘上,弹性贴标,有效缓冲避免对设备和产品造成伤害。
21.在上述的基础上,如图3所示,所述固定板322的下表面设置有检测真空板324位移的位移传感器327,所述位移传感器327与plc控制系统相连。在此具体实施例中位移传感器327为光电式位移传感器,在具体实施中,位移传感器327也可以是霍尔式位移传感器等具有位移检测感应功能的位移传感器件;在固定板322和真空板324之间设置位移传感器,可以实时检测固定板322和真空板324之间的状态,当固定板322和真空板324之间的距离减少时说明真空板324上的吸附凸台325已经与料盘接触,可以通过位移传感器327实时反馈的信息控制贴标驱动机构321的贴标移动距离,可以对流水线上的多种型号、多种高度的料盘进行贴标动作,适用性强,使用方便。
22.在上述的基础上,如图1和图2所示,所述第一拍照机构220和第二拍照机构420都包括两个独立拍照组件,所述两个独立拍照组件都与plc控制系统相连。在此具体实施例中两个独立拍照组件都为带工业镜头的ccd相机,在具体实施中两个独立拍照组件也可以是其它具有检测识别能力的工业视觉系统组件;两个独立拍照识别组件有效对拍照目标拍照所得信息进行补全修正,有效避免信息收集错误导致的贴标或者检测出错导致贴标错误的料盘流出。
23.以上所述的具体实施例,对本实用新型的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本实用新型的具体实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1