一种自动包纸系统的制作方法
1.本实用新型涉及包装设备技术领域,尤其是一种自动包纸系统。
背景技术:
2.多数型材如铝材,在转运过程中需要做防护进行防尘、防油、防污等。目前市面上的包纸设备技术尚未成熟,其采用双面胶粘接,不环保而且成本高,操作复杂,故障率高,且现在的包纸机智能化程度低,其需人工上料,机械进行包装后,还需人工将包装好的型材从包装平台卸下,再人工将卸下的型材进行转移、堆垛,其工作量大,包装效率低下。
技术实现要素:
3.为了克服现有技术的不足,本实用新型的目的在于提供一种全自动化、及包装效率高、故障率及成本低、防护效果好的自动包纸系统。
4.为了实现上述目的,本实用新型所采用的技术方案为:一种自动包纸系统,包括依次设置且相互独立的进料装置、包纸装置、出料装置、自动入框装置、升降平台装置以及设置在出料装置一侧的入框定位装置;其中:
5.所述进料装置包括分别设置在机架上的第一同步带模组、驱动第一同步带模组动作的第一同步带模组动力装置、第一料叉模组、驱动第一料叉模组进行移料的第一料叉动力装置、设置在第一同步带模组末端的气动定位装置、对工件进行位置调节的第一动力滚筒装置、以及设置在机架一侧的第二定位装置,所述第二定位装置实现将工件位置与纸张放置位置对齐;
6.所述包纸装置包括设置在机架一侧的纸张进给装置、设置在机架下部的包纸模块、设置在机架上部与包纸模块相对应的辅压模块、设置在机架上紧挨纸张进给装置一端的热熔胶喷给装置,所述包纸模块包括大包纸模组和小包纸模组,所述辅压模块包括设置在导轨上的传动装置、与传动装置下部固定连接的第一横梁和第二横梁、设置在第一横梁上的若干胶口预压器、设置在第二横梁上的若干胶口压紧器、驱动辅压模块前后移动的气动装置;
7.所述出料装置包括设置在机架上的第二同步带模组、驱动第二同步带模组动作的第二同步带动力装置、驱动第二同步带模组升降的升降气动装置、对工件进行位置调节的第二动力滚筒装置;
8.所述自动入框装置包括设置在机架上的输送带装置、驱动输送带装置动作的输送带动力装置、工件导向装置、工件推送装置、驱动工件推送装置推料的推料动力装置、驱动输送带装置升降的输送带升降装置;
9.所述升降平台装置包括设置在机架上的升降螺杆装置以及驱动升降螺杆装置升降的第三动力装置。
10.所述大包纸模组包括若干第一轴承座、穿设在第一轴承座内的第一传动轴、设置在第一传动轴上的若干大包纸手臂、驱动第一传动轴传动的第一电机组件;所述小包纸模
组包括若干第二轴承座、穿设在第二轴承座内的第二传动轴、设置在第二传动轴上的若干小包纸手臂、驱动第二传动轴传动的第二电机组件。
11.所述胶口预压器包括与第一横梁连接的连杆、设置在连杆下部的固定座板、倾斜设置在固定座板一侧的弹性板,所述固定座板底部与水平面平行,所述第一横梁通过设置在导轨上的齿条与传动装置连接;所述胶口压紧器为毛刷结构,其一前一后的间隔布置在第二横梁上,所述胶口预压器与胶口压紧器间隔布置。
12.所述大包纸手臂包括大臂部、设置在大臂部一端的第一轴连接座,与第一轴连接座及大臂部另一端连接的第一弹性带,所述大臂部为多段圆弧结构构成,其可沿第一轴连接座旋转180
°
;所述小包纸手臂包括小臂部、设置在小臂部一端的第二轴连接座,与第二轴连接座及小臂部另一端连接的第二弹性带,所述小臂部为圆弧结构,其可沿第二轴连接座旋转90
°
。
13.所述第一轴承座之间设置有第一刚性联轴器,所述第二轴承座之间设置有第二刚性联轴器。
14.所述包纸装置上部间隔设置有多个进料定位装置。
15.所述包纸装置下部的包装平台上方设置有拉纸机械手。
16.本实用新型的有益效果在于:本实用新型由进料装置、包纸装置、出料装置、自动入框装置、升降平台装置、入框定位装置六大模块构成,各模块均为自动化结构,使整个系统全面实现包纸的全自动化操作,各模块相互独立,其方便转运、组装、调节和使用。
17.采用热熔胶喷给装置对纸张进行喷洒热熔胶,不但成本低、安全环保、而且纸张对叠的封口处粘接牢靠,不易开胶,防护效果好。采用大、小包纸模组与辅压模块配合进行包装,其包装效率高、故障率低、安全可靠。辅压模块采用气动装置统一驱动,其同步性好,成本低。
附图说明
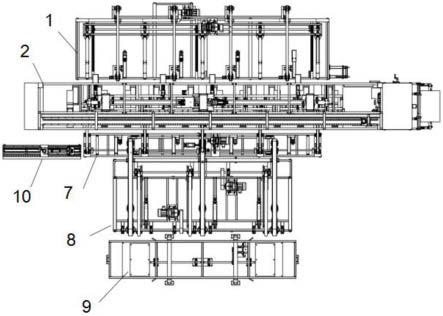
18.图1为本实用新型整体结构俯视图;
19.图2为本实用新型进料装置俯视图;
20.图3为图2的主视图;
21.图4为图2的左视图;
22.图5为本实用新型出料装置俯视图;
23.图6为图5的主视图;
24.图7为本实用新型出料装置立体视图;
25.图8为本实用新型自动入框装置俯视图;
26.图9为图8左视图;
27.图10为本实用新型自动入框装置立体视图;
28.图11为本实用新型升降平台主视图;
29.图12为图11的俯视图;
30.图13为图11的左视图;
31.图14为包纸装置主视图;
32.图15为图14的三维立体图;
33.图16为包纸模块俯视图;
34.图17为包纸模块三维结构示意图;
35.图18为辅压模块主视图;
36.图19为图18左视图;
37.图20为图18的立体结构示意图;
38.图21为胶口预压器安装结构示意图;
39.图22为大包装手臂结构示意图;
40.图23为小包装手臂结构示意图;
41.图24为胶口压紧器结构示意图;
42.图中的标号与名称对应如下:
43.进料装置1、包纸装置2、纸张进给装置3、包纸模块4、辅压模块5、热熔胶喷给装置6、出料装置7、自动入框装置8、升降平台装置9、入框定位装置10、进料定位装置11、拉纸机械手12;
44.第一同步带模组1-1、第一料叉模组1-2、第一动力滚筒装置1-3、气动定位装置1-4、第二定位装置1-5、第一料叉动力装置1-6、第一同步带模组动力装置1-7;
45.大包纸模组41、第一轴承座411、第一传动轴412、大包纸手臂413、第一电机组件414、第一刚性联轴器415、大臂部4131、第一轴连接座4132、第一弹性带4133;
46.小包纸模组42、第二轴承座421、第二传动轴422、小包纸手臂423、第二电机组件424、第二刚性联轴器425、小臂部4231、第二轴连接座4232、第二弹性带4233;
47.导轨51、传动装置52、第一横梁53、第二横梁54、胶口预压器55、胶口压紧器56、气动装置57、连杆551、固定座板552、弹性板553、第二导轨 554、齿条555;
48.第二同步带模组7-1、第二同步带动力装置7-2、第二动力滚筒装置7-3、第二气动装置7-4;
49.输送带装置8-1、工件导向装置8-2、工件推送装置8-3、输送带升降装置8-4、输送带动力装置8-5、推料动力装置8-6;
50.升降螺杆装置9-1、第三动力装置9-2。
具体实施方式
51.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
52.请参阅图1~图24,本实施例提供如下技术方案:
53.一种自动包纸系统,包括依次设置且相互独立的进料装置1、包纸装置2、出料装置7、自动入框装置8、升降平台装置9以及设置在出料装置7一侧的入框定位装置10;其中:
54.所述进料装置1包括分别设置在机架上的第一同步带模组1-1、驱动第一同步带模组1-1动作的第一同步带模组动力装置1-7、第一料叉模组1-2、驱动第一料叉模组1-2进行移料的第一料叉动力装置1-6、设置在第一同步带模组1-1末端的气动定位装置1-4、对工件进行位置调节的第一动力滚筒装置 1-3、以及设置在机架一侧的第二定位装置1-5,所述第
二定位装置1-5实现将工件位置与纸张放置位置对齐;
55.所述包纸装置2包括设置在机架一侧的纸张进给装置3、设置在机架下部的包纸模块4、设置在机架上部与包纸模块4相对应的辅压模块5、设置在机架上紧挨纸张进给装置3一端的热熔胶喷给装置6,所述包纸模块4包括大包纸模组41和小包纸模组42,所述辅压模块5包括设置在导轨51上的传动装置52、与传动装置52下部固定连接的第一横梁53和第二横梁54、设置在第一横梁53上的若干胶口预压器55、设置在第二横梁54上的若干胶口压紧器 56、驱动辅压模块5前后移动的气动装置57;
56.所述出料装置7包括设置在机架上的第二同步带模组7-1、驱动第二同步带模组7-1动作的第二同步带动力装置7-2、驱动第二同步带模组7-1升降的第二气动装置7-4、对工件进行位置调节的第二动力滚筒装置7-3;
57.所述自动入框装置8包括设置在机架上的输送带装置8-1、驱动输送带装置8-1动作的输送带动力装置8-5、工件导向装置8-2、工件推送装置8-3、驱动工件推送装置8-3推料的推料动力装置8-6、驱动输送带装置8-1升降的输送带升降装置8-4;
58.所述升降平台装置9包括设置在机架上的升降螺杆装置9-1以及驱动升降螺杆装置9-1升降的第三动力装置9-2。
59.纸张进给装置3为现有结构,在此不在赘述其结构特征。纸张进给装置3 实现纸张的上纸、送纸及切纸。
60.所述大包纸模组41包括若干第一轴承座411、穿设在第一轴承座411内的第一传动轴412、设置在第一传动轴412上的若干大包纸手臂413、驱动第一传动轴412传动的第一电机组件414;所述小包纸模组42包括若干第二轴承座421、穿设在第二轴承座421内的第二传动轴422、设置在第二传动轴422 上的若干小包纸手臂423、驱动第二传动轴422传动的第二电机组件424。
61.所述胶口预压器55包括与第一横梁53连接的连杆551、设置在连杆551 下部的固定座板552、倾斜设置在固定座板552一侧的弹性板553,所述固定座板552底部与水平面平行,所述第一横梁53通过设置在第二导轨554上的齿条555与传动装置52连接;所述胶口压紧器56为毛刷结构,其一前一后的间隔布置在第二横梁54上,所述胶口预压器55与胶口压紧器56间隔布置。
62.所述大包纸手臂413包括大臂部4131、设置在大臂部4131一端的第一轴连接座4132,与第一轴连接座4132及大臂部4131另一端连接的第一弹性带 4133,所述大臂部4131为多段圆弧结构构成,其可沿第一轴连接座4132旋转180
°
;所述小包纸手臂423包括小臂部4231、设置在小臂部4231一端的第二轴连接座4232,与第二轴连接座4232及小臂部4231另一端连接的第二弹性带4233,所述小臂部4231为圆弧结构,其可沿第二轴连接座4232旋转 90
°
。
63.所述第一轴承座411之间设置有第一刚性联轴器415,所述第二轴承座 421之间设置有第二刚性联轴器425。
64.为了对纸张进行精确定位,所述包纸装置2上部间隔设置有多个进料定位装置11。
65.为了方便进纸,所述包纸装置2下部的包装平台上方设置有拉纸机械手 12。
66.本实施例中,纸张进给装置3和入框定位装置10是现有技术,其具体结构不再赘述。
67.本实用新型的工作流程为:
68.由外部输送装置把待包装的工件(如铝材)输送到进料装置1的第一同步带模组1-1上,第一同步带模组往包纸装置2方向输送,进料装置1的同步带模组1-1末端的气动定位装置1-4对工件进行一次平行定位,在第一动力滚筒装置1-3和第二定位装置1-5作用下对铝材进行输送使铝材与包纸装置2的纸张对齐,第一料叉模组1-2升起(待等将工件移送到包纸机装置进行包纸);
69.纸张进给装置3按设定纸张长度切断纸张,拉纸机械手12把纸张拉放在包纸装置2的包纸平台中心设定位置,同时,纸张进给装置3的出纸口处的热熔胶喷给装置6在纸张离边缘20mm处打上热熔胶;
70.第一料叉模组1-2按设置的行程把工件从正前方移放到包纸装置2上的纸张正中心位置,包纸模块4的小包纸模组和大包纸模组启动,同时旋转90
°
向铝材抱紧整形让牛皮纸形成“u”字型,胶口预压器启动向下移动将一侧的牛皮纸收拢并压紧铝材让牛皮纸紧贴铝材,弹性板553倾斜设置在固定座板 552一侧,弹性板下压压紧铝材和牛皮纸时形成一个向铝材中心方向的推力从而拉紧牛皮纸,大包纸手臂再次旋转90
°
抱紧牛皮纸和铝材让热熔胶口与弹性板压紧的一侧牛皮纸重合粘紧,驱动胶口压紧器(毛刷)压紧胶口,且气动装置向小包纸手臂的旋转方向驱动驱动胶口压紧器(毛刷),扫平热熔胶胶口和收紧牛皮纸,包纸完成;
71.出料装置7的第二同步带动力装置7-2驱动第二同步带模组7-1升起,将打包好的工件从包纸装置2送出,再由第二动力滚筒装置7-3、入框定位装置10对打包后的工件进行入框中心定位,自动入框装置8的输送带装置8-1 将包装后的工件送到料框边缘,工件推送装置8-3将工件推入料框,工件堆满一层,工件导向装置8-2从放满-层铝材底部完全退出料框,升降平台装置 9下降一层铝高度尺寸,进行第二层入框接料。
72.最后应说明的是:以上所述仅为本实用新型的优选实例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1