一种成品仓卸料系统的制作方法
1.本技术涉及散装机设备技术领域,尤其涉及一种成品仓卸料系统。
背景技术:
2.砂石骨料是建筑、道路、桥梁等基础设施建设中不可或缺的原材料。用于盛放砂石骨料的成品仓具有多个卸料口,每个卸料口下方固定设置有散装机,成品仓卸料口经散装机向货车进行卸料;但实际使用过程中,装料的货车数量要少于卸料口的数量,使得当部分卸料口在不进行卸料时,其下方固定的散料机也被搁置着,这样也就造成成本的浪费;对此,提供一种移动时散装机及成品仓卸料系统。
技术实现要素:
3.本技术的目的是针对以上问题,提供一种成品仓卸料系统。
4.本技术提供一种成品仓卸料系统,包括:
5.成品仓,所述成品仓底部具有沿第一方向分布的多个卸料口;
6.行走轨道,所述行走轨道设置在多个所述卸料口的下方,且沿所述第一方向延伸;
7.至少一个散装机,所述散装机安装在所述行走轨道上;所述散装机包括散装机本体;所述散装机本体的顶部具有接料口,底部连接有驱动机构;所述驱动机构用于驱动所述散装机本体沿所述行走轨道移动。
8.根据本技术某些实施例提供的技术方案,所述驱动机构包括安装在所述散装机本体底部的机架;所述机架上安装有旋转驱动装置和行走轮;所述旋转驱动装置的驱动端与所述行走轮相连,用于驱动所述行走轮在所述行走轨道上滚动。
9.根据本技术某些实施例提供的技术方案,成品仓卸料系统还包括导向组件,所述导向组件设置在所述机架上;所述导向组件用于防止所述行走轮偏离所述行走轨道。
10.根据本技术某些实施例提供的技术方案,所述行走轨道包括沿所述第一方向延伸的h型钢梁;所述h型钢梁包括上翼缘板、下翼缘板和连接所述上翼缘板和所述下翼缘板的腹板;所述上翼缘板具有第一行走面;所述第一行走面为所述上翼缘板相对远离所述腹板一侧的表面;所述行走轮滚动设置在所述第一行走面上。
11.根据本技术某些实施例提供的技术方案,所述腹板具有第二行走面;所述第二行走面沿所述第一方向延伸,且垂直于所述第一行走面;
12.所述导向组件包括连接件;所述连接件具有第一端和第二端;所述第一端连接在所述机架上;所述第二端转动连接有导向轮;所述导向轮滚动设置在所述第二行走面上。
13.根据本技术某些实施例提供的技术方案,成品仓卸料系统还包括用于使所述卸料口和所述接料口对准的定位组件。
14.根据本技术某些实施例提供的技术方案,所述定位组件包括:
15.第一接近开关,设置在所述接料口的一侧;
16.第二接近开关,设置在所述卸料口的一侧;
17.第一感应块,设置在所述卸料口相对远离所述第二接近开关的一侧,且向下凸出于所述卸料口;
18.第二感应块,设置在所述接料口相对远离所述第一接近开关的一侧,且向上凸出于所述接料口;
19.当所述接料口与所述卸料口对准时,所述第一感应块位于所述第一接近开关的感应区域内,所述第二感应块位于所述第二接近开关的感应区域内;
20.所述第一接近开关和所述第二接近开关分别与控制器电连接;所述第一接近开关配置用于产生对所述第一感应块的第一感应信号;所述第二接近开关配置用于产生对所述第二感应块的第二感应信号;所述控制器根据所述第一感应信号和所述第二感应信号控制所述驱动机构停止工作。
21.根据本技术某些实施例提供的技术方案,所述机架的两端分别设置有缓冲件。
22.与现有技术相比,本技术的有益效果:该成品仓卸料系统,在成品仓卸料口的下方设置有行走轨道,且行走轨道的延伸方向与多个卸料口的排布方向一致,散装机包括散装机本体和可以驱动其在行走轨道上移动的驱动机构,在使用时,工作人员通过控制驱动机构的启停,使散装机本体沿行走轨道移动,从而使得散装机本体顶部的接料口可以与任一卸料口相对准,来实现对任一卸料口的卸料,通过采用上述技术方案,本技术与现有技术中一个卸料口对应一个散装机的成品仓卸料系统相比,大大减少了散装机的数量,避免了成本的浪费。
23.应当理解,发明内容部分中所描述的内容并非旨在限定本公开的实施例的关键或重要特征,亦非用于限制本公开的范围。本公开的其它特征将通过以下的描述变得容易理解。
附图说明
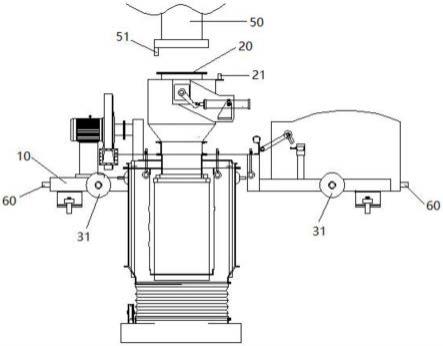
24.图1为本技术实施例提供的一种成品仓卸料系统的结构示意图;
25.图2为本技术实施例提供的一种成品仓卸料系统的局部结构示意图。
26.图中所述文字标注表示为:
27.10、机架;20、接料口;21、第一接近开关;30、旋转驱动装置;31、行走轮;32、导向轮;40、行走轨道;50、卸料口;51、第二接近开关;60、缓冲件。
具体实施方式
28.为使本公开实施例的目的、技术方案和优点更加清楚,下面将结合本公开实施例中的附图,对本公开实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本公开一部分实施例,而不是全部的实施例。基于本公开中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的全部其他实施例,都属于本公开保护的范围。
29.请参考图1和图2,本实施例提供一种成品仓卸料系统,包括:
30.成品仓,所述成品仓底部具有沿第一方向分布的多个卸料口50;
31.行走轨道40,所述行走轨道40设置在多个所述卸料口50的下方,且沿所述第一方向延伸;
32.至少一个散装机,所述散装机安装在所述行走轨道40上;所述散装机包括散装机
本体;所述散装机本体的顶部具有接料口,底部连接有驱动机构;所述驱动机构用于驱动所述散装机本体沿所述行走轨道40移动。
33.具体地,所述驱动机构与控制器相连接,在使用时,工作人员通过控制器来控制驱动机构的启停,从而使散装机本体沿行走轨道40移动,进而使得散装机本体顶部的接料口可以与任一卸料口50相对准,来实现对任一卸料口50的卸料,通过采用上述技术方案,本技术与现有技术中一个卸料口对应一个散装机的成品仓卸料系统相比,大大减少了散装机的数量,避免了成本的浪费。
34.进一步的,所述驱动机构包括安装在所述散装机本体底部的机架10;所述机架10上安装有旋转驱动装置30和行走轮31;所述旋转驱动装置30的驱动端与所述行走轮31相连,用于驱动所述行走轮31在所述行走轨道40上滚动。
35.具体地,所述旋转驱动装置30为电机,电机安装在机架10上,电机的驱动端与行走轮31的轴心过盈配合,即电机的输出轴与行走轮31传动连接,其驱动行走轮31进行转动,使得行走轮31能够在行走轨道40上滚动,实现散装机在行走轨道40上移动。
36.进一步地,所述成品仓卸料系统还包括导向组件,所述导向组件设置在所述机架10上;所述导向组件用于防止所述行走轮31偏离所述行走轨道40。
37.具体地,所述行走轨道40包括沿所述第一方向延伸的h型钢梁;所述h型钢梁包括上翼缘板、下翼缘板和连接所述上翼缘板和所述下翼缘板的腹板;所述上翼缘板具有第一行走面;所述第一行走面为所述上翼缘板相对远离所述腹板一侧的表面;所述行走轮31滚动设置在所述第一行走面上。
38.在本实施例中,共设置有两个所述h型钢梁,两个所述h型钢梁沿第二方向分布,所述第二方向垂直于所述第一方向;相应地,所述机架10上设置有两组行走轮31,分别对应两个所述h型钢梁。
39.所述腹板具有第二行走面;所述第二行走面沿所述第一方向延伸,且垂直于所述第一行走面;
40.所述导向组件包括连接件;所述连接件具有第一端和第二端;所述第一端连接在所述机架10上;所述第二端转动连接有导向轮32;所述导向轮32滚动设置在所述第二行走面上。
41.具体地,所述连接件包括连接柱和l形连接杆;所述l形连接杆包括相互垂直的第一分部和第二分部;所述连接柱的一端(即所述第一端)与所述机架10相连,另一端与所述第一分部相连;所述第二分部(即所述第二端)与所述导向轮32的轴心转动连接;所述行走轮31的中心轴线方向垂直于所述导向轮32的中心轴线方向。
42.在使用时,通过电机驱动行走轮31转动并沿着所述h型钢梁的上翼缘板行进,与此同时,所述导向轮32同步转动并沿着所述h型钢梁的腹板行进,通过采用上述技术方案,能够保证散装机在行走轨道上移动的过程中,避免发生偏移而脱离所述h型钢梁。
43.进一步的,所述成品仓卸料系统还包括用于使所述卸料口50和所述接料口20对准的定位组件。
44.具体地,所述定位组件包括:
45.第一接近开关21,设置在所述接料口20的一侧;
46.第二接近开关51,设置在所述卸料口50的一侧;
47.第一感应块,设置在所述卸料口50相对远离所述第二接近开关51的一侧,且向下凸出于所述卸料口50;
48.第二感应块,设置在所述接料口20相对远离所述第一接近开关21的一侧,且向上凸出于所述接料口20;
49.当所述接料口20与所述卸料口50对准时,所述第一感应块位于所述第一接近开关21的感应区域内,所述第二感应块位于所述第二接近开关51的感应区域内;
50.所述第一接近开关21和所述第二接近开关51分别与控制器电连接;所述第一接近开关21配置用于产生对所述第一感应块的第一感应信号;所述第二接近开关51配置用于产生对所述第二感应块的第二感应信号;所述控制器根据所述第一感应信号和所述第二感应信号控制所述驱动机构停止工作。
51.在使用时,工作人员通过控制器来控制旋转驱动装置30启动,使得散装机向需要卸料的卸料口处移动,随着散装机的接料口向目标卸料口靠近,第一接近开关和第二接近开关分别对周围进行感应,当卸料口和接料口正对时,第一接近开关与第一挡块正对,第二接近开关与第二挡块正对,第一挡块距离第一接近开关的距离最小,第二挡块距离第二接近开关的距离最小,此时第一挡块在第一接近开关的感应区域范围内,第一接近开关会向控制器发送第一感应信号,第二挡块在第二接近开关的感应区域范围内,第二接近开关会向控制器发送第二感应信号,当控制器接收到第一感应信号和第二感应信号时,说明此时接料口和卸料口已经对准,其会控制旋转驱动装置30停止运行。
52.进一步地,所述机架10的两端分别设置有缓冲件60。
53.具体地,在本实施例中,所述缓冲件60为减震垫块,在行走轨道40上可以设置数量大于1的散装机,当行走轨道40上散装机的数量大于1时,有可能出现碰撞,通过设置缓冲件60,能够对两个散装机碰撞产生的冲击力进行缓冲。
54.需说明的是,本实用新型提供的散装机本体具有现有技术中散装机的功能,包括有收尘装置、卷扬装置和料位感应装置;其中收尘装置包括收尘风机和滤筒,在成品仓卸料的过程中,收尘风机对进入散装机内的空气手机到收尘滤筒中,收尘滤筒将灰尘过滤达标后再排放出去;卷扬装置包括卷扬电机和卷扬机,卷扬电机带动卷扬机,卷扬机通过钢丝绳连接散装机上的伸缩筒底端,工作时通过卷扬装置控制伸缩筒伸缩;料位感应装置料位传感器安装于伸缩筒底端,工作时随着车内所装骨料高度升高,料位传感器反馈给控制器信号,控制伸缩筒自动提升;这里的伸缩筒用于给货车装料时保证装料不飞溅,并通过卷扬装置控制随着装料高度变化。
55.在本说明书的描述中,术语“连接”、“安装”、“固定”等均应做广义理解,例如,“连接”可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本技术中的具体含义。
56.以上仅为本技术的优选实施例而已,并不用于限制本技术,对于本领域的技术人员来说,本技术可以有各种更改和变化。凡在本技术的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1