一种用于小型偏光片卷材模切机的上料装置的制作方法
1.本技术涉及物料运输领域,尤其涉及一种用于小型偏光片卷材模切机的上料装置。
背景技术:
2.目前,随着人们生活水平的提高,液晶技术的发展,在越来越多的显像行业中均会使用偏光片卷材,其中,在智能手机行业内,由于手机的屏幕较小,所以手机上的偏光片卷材需要采用小型偏光片卷材。
3.由于偏光片卷材是有角度的,即在模切的过程中要求偏光片卷材的传送角度不能偏移,所以需要在送料的过程中保持偏光片卷材的稳定。但是,在相关技术的小型偏光片卷材的生产过程中,通过多组传动辊将卷材运输至模切机中,由于传动辊与卷材接触范围大,多组传动辊的设置使得卷材收到的摩擦力大,从而出现卷材运输中不平整的情况。
4.针对上述相关技术存偏光片卷材在运输中由于摩擦力过大,而导致运输不平整的问题。
技术实现要素:
5.为了提高偏光片卷材在运输过程中的平整度,本技术提供一种用于小型偏光片卷材模切机的上料装置。
6.一种用于小型偏光片卷材模切机的上料装置,包括驱动辊,用于给偏光片卷材提供动力;机架、第一传动组件、压平组件、调位组件和模切机;所述驱动辊、第一传动组件、压平组件、调位组件和模切机依次沿输入方向至输出方向依次设置于所述机架上;所述第一传动组件包括传动件和滚轮件,所述传动件连接于所述机架,所述传动件穿设于所述滚轮件,卷材抵压所述滚轮件的表面,且卷材带动所述滚轮件滚动。
7.通过采用上述技术方案,卷材在驱动辊的作用沿着第一传动组件、压平组件和调位组件的路径后,再进入模切机,从而使得卷材在模切之前就能维持良好的传送角度和良好的平整度。而且,第一传动组件用于传动卷材,通过滚轮件抵压于卷材,对比于相关技术中的传动辊,滚轮与卷材接触的面积更小即在运输卷材的过程中产生更小的摩擦力,使得卷材在运输过程中更加平整。压平组件可以使得偏光片卷材传送得较为稳定,减少偏光片卷材翘曲。调位组件可以用于调节偏光片卷材的位置,确定偏光片卷材被切割的位置,减少出现切割偏差,提高切割效率和精确度。
8.可选的,所述压平组件包括第一压平件和第二压平件,第一压平件和第二压平件均抵压于卷材,卷材抵压于所述滚轮件的上方,卷材还所述第一压平件的下方,且在运输过程中卷材紧贴于所述第二压平件下表面。
9.通过采用上述技术方案,第一压平件可以采用下压辊,由于偏光片卷材两次贴合运动辊的位置不位于同一水平线上,即在缠绕的位置上会产生张力从而对偏光片卷材进行调整和限位,使得偏光片卷材的运输更加稳定。假设两次贴合运动辊的位置位于同一水平
线上,那么几乎在偏光片卷材的表面上难以产生张力,就会导致偏光片卷材难以被拉伸出现褶皱的情况。
10.可选的,还包括调节组件,所述调节组件包括抵压件,所述抵压件用于维持卷材的平稳运输,所述抵压件的上表面水平放置,所述抵压件的上表面设置于所述第二压平件远离于所述第一压平件的一侧,所述抵压件与所述第二压平件之间具有间距,卷材的运输路径穿设于间距,且卷材的上表面抵压于所述第二压平件的同时,卷材的下表面抵压于所述抵压件。
11.通过采用上述技术方案,卷材在通过调节组件后会来到调位组件,卷材需要在调位组件之前进行压平,而偏光片卷材在穿设间距时,偏光片卷材的上下表面均会被抵压,从而实现压平和去除褶皱的效果,减少了偏光片卷材翘曲的情况。
12.可选的,所述调节组件连接于所述第二压平件,所述调节组件用于调节第二压平件,所述调节组件设置于所述机架;所述调节组件还包括按压件和复位件,所述按压件连接于所述第二压平件,转动所述按压件从而转动所述第二压平件,所述复位件的一端连接于所述机架,所述复位件的另一端连接于所述按压件,所述复位件用于复位所述按压件的位置。
13.通过采用上述技术效果,由于按压件能够转动第二压平件,从而调节间距的大小,使得间距能够适配于不同厚度的偏光片卷材,从而提高整体上料装置的调节能力。
14.可选的,还包括第二传动组件,所述第二传动组件设置于所述机架上,所述第二传动组件设置于所述抵压件与所述调位组件之间,所述第二传动组件用于减少卷材运输过程中的摩擦力。
15.通过采用上述技术方案,第二传动组件可以与第一传动组件可以采用相同的结构,从而在偏光片卷材在进入调位组件之前,能够使得偏光片卷材在压平后受的摩擦力较为稳定,张紧度适宜。
16.可选的,所述调位组件包括调位杆和划线件,所述调位杆水平放置,所述调位杆连接于机架上,所述划线件滑移连接于所述调位杆,所述划线件用于在卷材上进行划线。
17.通过采用上述技术方案,划线件在划线后,能够协助在后期切割过程中,进行精准的切割,提高上料装置的精准上料程度。
18.可选的,还包括维稳构件,所述维稳构件用于维持卷材运输的稳定性,所述维稳构件设置于所述调位组件与所述模切机之间,所述维稳构件设置于机架上,所述维稳构件包括多组维稳组件,多组所述维稳组件设置于所述调位组件与所述模切机之间的间距中,任意两组相邻所述维稳组件之间的间距相等。
19.通过采用上述技术方案,由于在划线过程中,偏光片卷材受的摩擦力变大,为了减少翘曲的情况发生,即减少偏光片卷材在后续运输过程中的摩擦力。通过设置多组维稳组件进行运输,维稳组件可以采用第一传动组件同样的结构,从而减少整体设备的设计成本。
20.可选的,多组所述维稳组件的上平面位于同一水平平面上。
21.通过采用上述技术方案,多组维稳组件一方面能够维持良好的偏光片卷材运输效果,另一方面维稳组件可以采用与第一传动组件相同的结构,从而减少整体上料装置的设计成本。
22.综上所述,本技术包括以下至少一种有益技术效果:
23.1.卷材在驱动辊的作用沿着第一传动组件、压平组件和调位组件的路径后,再进入模切机,从而使得卷材在模切之前就能维持良好的传送角度和良好的平整度。而且,第一传动组件用于传动卷材,通过滚轮件抵压于卷材,对比于相关技术中的传动辊,滚轮与卷材接触的面积更小即在运输卷材的过程中产生更小的摩擦力,使得卷材在运输过程中更加平整。压平组件可以使得偏光片卷材传送得较为稳定,减少偏光片卷材翘曲。调位组件可以用于调节偏光片卷材的位置,确定偏光片卷材被切割的位置,减少出现切割偏差,提高切割效率和精确度。
24.2.第一压平件可以采用下压辊,由于偏光片卷材两次贴合运动辊的位置不位于同一水平线上,即在缠绕的位置上会产生张力从而对偏光片卷材进行调整和限位,使得偏光片卷材的运输更加稳定。假设两次贴合运动辊的位置位于同一水平线上,那么几乎在偏光片卷材的表面上难以产生张力,就会导致偏光片卷材难以被拉伸出现褶皱的情况。。
25.3.由于按压件能够转动第二压平件,从而调节间距的大小,使得间距能够适配于不同厚度的偏光片卷材,从而提高整体上料装置的调节能力。
附图说明
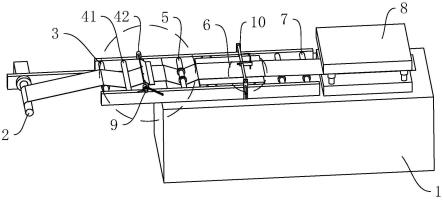
26.图1是本技术实施例的整体结构示意图。
27.图2是本技术实施例的a部分的结构放大示意图。
28.图3是本技术实施例的b部分的结构放大示意图。
29.附图标记说明:1、机架;2、驱动辊;3、第一传动组件;31、传动件;32、滚轮件;4、压平组件;41、第一压平件;42、第二压平件;5、第二传动组件;6、调位组件;61、调位板;62、调位杆;63、划线件;7、维稳构件;8、模切机;9、调节组件;91、抵压件;92、按压件;93、复位件;10、安装件;101、安装槽。
具体实施方式
30.以下结合附图1-附图3对本技术做进一步详细说明。
31.本技术实例公开了一种用于小型偏光片卷材模切机的上料装置,用于提高偏光片卷材在运输过程中的平整度。
32.参照图1和图2,一种用于小型偏光片卷材模切机8的上料传送装置,包括机架1;驱动辊2,用于给偏光片卷材提供动力;第一传动组件3,用于传动偏光片卷材;压平组件4,用于压平偏光片卷材;第二传动组件5,用于进一步传动偏光片卷材;调位组件6,用于对偏光片卷材进行划线调位便于后期切割;维稳构件7,用于维持偏光片卷材的运输稳定性;模切机8,用于对偏光片卷材进行切割。具体的,在本实施例中,驱动辊2、第一传动组件3、压平组件4、第二传动组件5、调位组件6、维稳构件7和模切机8均设置于机架1上。
33.参照图1和图2,第一传动组件3包括传动件31和滚轮件32,其中,传动件31在本实施例中采用传动辊,传动件31设置于机架1上,滚轮件32设置有两组,滚轮件32在本实施例中采用滚轮,传动件31穿设于两组滚轮件32,偏光片卷材在驱动辊2的作用下,偏光片卷材的运动路径经过滚轮件32的最上端。压平组件4包括第一压平件41和第二压平件42,第一压平件41在本实施例中采用压辊,第一压平件41的两侧均连接于机架1上,偏光片卷材在经过滚轮件32后经过第一压平件41的最下端,第一压平件41与传动件31放置于同一水平面上,
偏光片卷材的路径在经过传动件31和第一压平件41,偏光片卷材会形成张力,从而在运输过程中保持偏光片卷材的稳定。
34.参照图1和图2,还包括调节组件9,调节组件9连接于第二压平件42,调节组件9用于第二压平件42与偏光片卷材的抵压程度。第二压平件42在本实施例中采用安装杆,其中,第二压平件42的两端连接于机架1上。调节组件9包括抵压件91、按压件92和复位件93,其中,抵压件91的两端连接于机架1上,抵压件91在本实施例中采用金属平板,抵压件91设置于第二压平件42远离于第一压平件41的一侧,按压件92在本实施例中设置为压板,按压件92通过螺栓固定连接于第二压平件42,按压件92与抵压件91的上表面之间具有间距,偏光片卷材可以从间距穿过。复位件93在本实施例中采用弹簧,复位件93的一端通过螺栓固定连接于机架1的侧壁上,复位件93的另一端连接于第二压平件42的一侧,通过转动第二压平件42,改变按压件92与抵压件91之间的间距,从而使得间距能够适配于不同尺寸的偏光片卷材,而且具有压实的效果,减少偏光片卷材翘曲的情况。
35.参照图1和图2,第二传动件31组件设置于抵压件91远离于第二压平件42的一侧,第二传动组件5与第一传动组件3结构相同,且第二传动组件5与第一传动组件3位于同一水平面上。第二传动组件5也采用传动件31和滚轮件32,传动件31穿设于滚轮件32,偏光片卷材的运动路径经过第二传动组件5中滚轮件32的最上方,滚轮件32能够减少偏光片卷材在运输过程中的接触面积,从而减少摩擦,减少偏光片卷材翘曲的情况,维持偏光片卷材的运输稳定性。
36.参照图2和图3,调位组件6包括调位板61、调位杆62和划线件63,其中,调位板61设置于机架1上,调位板61设置于第二传动组件5远离于抵压件91的一侧,调位杆62的两端设置有安装件10,安装件10通过螺栓固定连接于机架1的两侧上,安装件10上设置有安装槽101,安装槽101的槽长沿竖向设置,调位杆62穿设于安装槽101,调位杆62滑移连接于安装槽101的槽壁,从而使得调位杆62能够竖向滑移来调节调位杆62竖向的位置。划线件63通过螺栓固定连接于调位杆62,划线件63上设置有用于给偏光片卷材划线的笔,通过控制调位杆62的竖向位置,从而控制划线件63在不同尺寸的偏光片卷材上划线,提高整体上料装置的适配能力。而且,划线后的偏光片卷材,在切割过程中能够提高切割的精准度。
37.参照图1,维稳构件7包括多组维稳组件,多组维稳组件均设置于机架1上,在本实施例中,为了维持偏光片卷材的运输稳定性,维稳组件的结构与第一传动组件3的结构相同,即维稳组件采用传动件31和滚轮件32,从而减少整体装置的设置成本。在本实施例中,维稳组件设置有两组,两组维稳组件水平平行放置,使得偏光片卷材在运输至模切机8的时候更加平稳。
38.本技术实施例的实施原理:偏光片卷材在驱动辊2的作用下,沿着第一传动组件3、压平组件4、第二传动组件5、调位组件6、维稳构件7和模切机8的方向运动,整个运动过程中,在保持动力不变的前提下,减少运输路径中的摩擦力,且在运输路径中,进行压平和压实偏光片卷材,减少偏光片卷材翘曲,从而提高偏光片卷材在运输过程中的平整度;而且,在偏光片卷材上进行划线,提高偏光片卷材在后期切割中的精准度。
39.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1