贴胶治具的制作方法
1.本技术属于显示设备装配技术领域,尤其涉及一种贴胶治具。
背景技术:
2.随着全面屏在电视机业内普及,无边框电视逐渐成为目前市场上的主流产品,这种无边框电视机的屏幕是通过双面背胶粘贴在电视机中框上,因此在对屏幕进行装配之前需要将胶带提前粘贴至电视机中框。
3.相关技术中,目前电视机生产厂商普遍采用治具沿电视机中框滑动,而将胶带粘贴在电视机中框上,而治具与电视机中框直接摩擦接触,使得治具磨损较为严重,使用寿命短,需要频繁更换,而且治具磨损掉落的碎屑容易残留在电视机上,影响电视机的外观。
技术实现要素:
4.本技术实施例提供一种贴胶治具,可以减小贴胶治具的磨损,延长贴胶治具的使用寿命。
5.第一方面,本技术实施例提供一种贴胶治具,用于在显示屏中框粘贴胶带,所述中框包括待粘胶表面和设于所述待粘胶表面一侧的折边,所述贴胶治具包括:
6.本体,所述本体一侧设有用于与所述折边滑动配合的台阶结构;以及
7.滚压件,所述滚压件包括滚轮,所述滚轮与所述本体转动连接且与所述台阶结构相对间隔设置,且所述滚轮与所述台阶结构之间间隔形成供所述折边插入的第一限位槽,所述滚轮具有用于与所述待粘胶表面滚动接触的滚压面。
8.可选的,所述滚轮外周壁设有与所述胶带配合的滚轮槽。
9.可选的,所述滚压件还包括固定轴,所述固定轴与所述本体固定连接,所述滚轮套设于所述固定轴,所述固定轴远离所述本体的一端设有限位部,以将所述滚轮限位于所述限位部和所述本体之间。
10.可选的,所述滚轮的材料为金属材料。
11.可选的,所述滚压件的数量为多个,多个所述滚压件沿所述台阶结构的长度方向间隔设置。
12.可选的,所述贴胶治具还包括保压部,所述保压部与所述本体连接,且所述保压部沿所述台阶结构的长度方向设于所述滚轮的一侧,所述保压部具有用于与所述胶带接触的保压面。
13.可选的,所述保压部与所述台阶结构间隔形成第二限位槽,所述第二限位槽的槽宽小于所述第一限位槽的槽宽。
14.可选的,所述保压部与所述本体可拆卸连接。
15.可选的,所述滚轮外周壁设有与所述胶带配合的滚轮槽;所述保压面与所述待粘胶表面相对间隔设置,所述保压面至所述待粘胶表面的距离小于所述滚轮槽至所述待粘胶表面的距离。
16.可选的,所述本体和所述保压部的材料为赛钢。
17.本技术实施例中,贴胶治具包括本体和滚压件,本体一侧设有用于与折边滑动配合的台阶结构,滚压件包括滚轮,滚轮与本体转动连接且与台阶结构相对间隔设置,且滚轮与台阶结构之间间隔形成供折边插入的第一限位槽,滚轮具有用于与待粘胶表面滚动接触的滚压面;在贴胶治具将胶带粘贴至中框的过程中,将台阶结构与折边接触,对本体施加作用力,带动滚轮沿待粘胶表面滚动从而将胶带滚压粘贴至待粘贴表面,第一限位槽对本体起限位作用,引导本体始终沿折边移动,从而防止贴胶治具从中框脱离;由于滚轮与中框表面为滚动摩擦接触,相比于现有技术通过滑动接触,极大的减小了贴胶治具与待粘贴表面之间的磨损,从而延长贴胶治具的使用寿命,减少了更换次数,且由于滚轮与中框之间为滚动接触,不容易产生碎屑,相比于现有技术,避免大量碎屑掉落在电视机上而影响电视机的外观效果。
附图说明
18.下面结合附图,通过对本技术的具体实施方式详细描述,将使本技术的技术方案及其有益效果显而易见。
19.图1为本技术实施例的贴胶治具将胶带粘贴至中框的配合示意图。
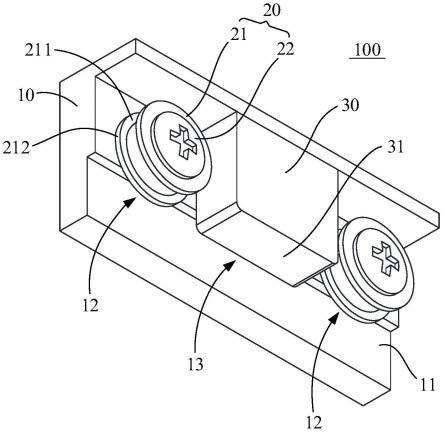
20.图2为图1中贴胶治具的结构示意图。
21.图3为图1中贴胶治具与中框配合的左视图。
22.图4为图1中贴胶治具与中框配合的剖视图。
具体实施方式
23.下面将结合本技术实施例中的附图,对本技术实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
24.随着全面屏在电视机业内普及,无边框电视逐渐成为目前市场上的主流产品,无边框电视机的屏幕是通过双面背胶粘贴在电视机中框上,在屏幕装配之前需提前将胶带粘贴至中框,为了方便将胶带牢固的粘贴至中框表面,本技术实施例提供一种贴胶治具,请参考图1,图1为本技术实施例提供的贴胶治具将胶带粘贴至中框的配合示意图,中框200包括待粘胶表面201以及设于待粘胶表面201一侧的折边202,在对屏幕进行装配之前需要将胶带300提前粘贴至待粘胶表面201。
25.请参考图1和图2,在本技术实施例中,贴胶治具100包括本体10和滚压件20。
26.可以理解的,本体10用于供人手握持,以作为粘贴胶带300时供人手施加作用力的载体。其中,本体10的形状可以有多种,本技术实施例中,本体10以图2形状为例设置。
27.请参考图2,本体10一侧设有用于与折边202滑动配合的台阶结构11,滚压件20包括滚轮21,滚轮21与本体10转动连接且与台阶结构11相对间隔设置,且滚轮21与台阶结构11之间间隔形成供折边202插入的第一限位槽12,滚轮21具有用于与待粘胶表面201滚动接触的滚压面212。
28.其中,本体10可在外力作用下沿中框200移动,从而带动滚轮21沿待粘胶表面201
滚动,滚压面212与待粘胶表面201滚动接触,从而通过滚压方式将胶带300粘贴至待粘胶表面201。
29.具体而言,在贴胶过程中,首先将贴胶治具100放置于中框200的一端,使滚轮21(滚压面212)与中框200的待粘胶表面201接触,接着将胶带300的首端粘贴至待粘胶表面201靠近滚轮21的前侧,然后通过人工推动贴胶治具100沿中框200移动,使得滚轮21将胶带300滚压粘贴在待粘胶表面201。
30.由于贴胶治具100通过人工推动沿中框200移动而将胶带300滚压粘贴至待粘胶表面201,而人工难以控制作用力的方向稳定不变,即难以保证贴胶治具100沿中框200移动的直线度,对此,本技术实施例通过在本体10一侧设有用于与折边202滑动配合的台阶结构11,其中,台阶结构11的形状与折边202的形状相对应,台阶结构11与滚轮21间隔形成第一限位槽12。
31.具体而言,在进行贴胶作业时,先将滚轮21与中框200的待粘胶表面201接触,并使得折边202插入第一限位槽12内,然后对本体10施加作用力带动滚轮21沿待粘胶表面201滚动,同时台阶结构11与折边202滑动接触,从而对本体10起限位作用,使本体10能够依托折边202沿中框200移动,防止本体10移动过程中从中框200脱离,以保证移动过程中贴胶治具100始终在中框200上,从而保证贴胶治具100将胶带300粘贴待待粘胶表面201。
32.相关技术中,目前电视机生产厂商采用简单的治具将胶带粘贴至中框表面,经过成千上百次的粘胶过程发现治具的主要磨损在于治具与待粘胶表面接触的一面,而治具与折边接触的一面磨损量很小,究其原因,治具在贴胶过程中所受外力主要作用于治具与待粘胶表面接触的一面,故治具与待接触表面接触的一面的磨损远大于其与折边接触一面的磨损。
33.基于上述原因,本技术通过设置滚轮21与本体10转动连接,并使得滚轮21与待粘胶表面201滚动接触,滚轮21与待粘胶表面201为滚动摩擦,相比于通过滑动接触,极大的减小了贴胶治具100与待粘胶表面201之间的磨损,从而延长贴胶治具100的使用寿命,减少了更换次数,且由于滚轮21与待粘胶表面201之间为滚动接触,磨损小,不容易产生碎屑,相比于现有技术,避免大量碎屑掉落在电视机上而影响电视机的外观效果。
34.为了对胶带300进行导向,保证胶带300的粘贴精度,在本技术实施例中,请参考图2,滚轮21外周壁设有与胶带300配合的滚轮槽211。
35.具体而言,请参考图1、图3和图4,在贴胶过程中,胶带300穿过滚轮槽211并在滚轮21的滚压下粘接于待粘胶表面201,如此在贴胶过程中,胶带300始终被限位于滚轮槽211内,从而对胶带300起导向作用,使得胶带300被精准粘贴于待粘胶表面201,而无需人工判断和干预胶带300的走向,防止胶带300贴附过程中偏离待粘胶表面201。
36.优选的,滚轮槽211设置于滚轮21外周壁的中部,以使胶带300粘贴于待粘胶表面201的中部区域。
37.请参考图2和图3,在本技术实施例中,滚压件20还包括固定轴22,固定轴22与本体10固定连接,滚轮21套设于固定轴22,固定轴22远离本体10的一端设有限位部23,以将滚轮21限位于限位部23和本体10之间。
38.具体的,滚轮21包括轮体和轴承(图中未示出),轮体设有供轴承安装的轴孔,轴承安装于轴孔内,且轴孔与轴承的外圈过盈配合,轴承的内圈套设于固定轴22的外周壁,且轴
承的内圈与固定轴22过盈配合,轴承外圈相对轴承内圈可转动,从而带动轮体转动;其中,固定轴22的限位部23与轴承的内圈抵接,以避免影响外圈转动。
39.进一步的,在本技术实施例中,滚轮21的材料为金属材料。如此,金属材质的滚轮21与待粘胶表面201滚动接触过程中,摩擦损耗小,不容易产生碎屑残留在电视机上,且金属滚轮21使用寿命长,无需频繁更换。
40.由于贴胶治具100是通过人工放置在电视机中框200上,并通过人手施加作用力推动治具沿中框200移动,仅设置有一个滚压件20时,本体10具有相对滚轮21转动的自由度(即本体10相对滚轮21会转动),而人手难以输出持续稳定的作用力,当作用力较大时容易使本体10相对滚轮21转动而导致其与待粘胶表面201接触(刮擦),影响胶带300粘贴的平稳性和速度,对此,为了将胶带300稳定快速的粘贴至待粘胶表面201,在本技术一实施例中,滚压件20的数量为多个,多个滚压件20沿台阶结构11的长度方向间隔设置。
41.可以理解的,通过设置多个滚压件20,将贴胶治具100放置在中框200上时,每一滚压件20的滚轮21与待粘胶表面201接触,限制了本体10相对滚轮21转动的自由度,从而杜绝本体10相对滚轮21转动而与中框200接触的情况,从而保证贴胶治具100沿中框200平稳快速移动,进而保证胶带300稳定快速的粘贴至待粘胶表面201。
42.而且,通过设置多个滚压件20,沿贴胶治具100的移动方向,位于后方的滚压件20的滚轮21会对胶带300进行二次滚压,即位于后方的滚轮21对胶带300还起到保压作用,从而保证胶带300牢固的粘贴在待粘胶表面201。
43.其中,滚压件20的数量可以是两个、三个或者更多,当然,滚压件20的数量也不宜过多,滚压件20的具体数量可根据电视机的具体尺寸合理设定,本技术实施例附图中滚压件20以两个为例设置,但并不能认作是对本技术的限制。
44.进一步的,为了进一步保证胶带300牢固的粘贴在电视机中框200表面,在本技术一实施例中,请参考图2,贴胶治具100还包括保压部30,且保压部30沿台阶结构11的长度方向设于滚轮21的一侧,保压部30具有用于与胶带300接触的保压面31。
45.具体而言,在贴胶治具100沿中框200移动贴胶过程中,滚轮21首先将胶带300粘贴至待粘胶表面201,接着保压部30与刚贴至待粘胶表面201的胶带300接触,保压部30对胶带300产生一个抵压力,使得胶带300与待粘胶表面201充分粘接,从而保证胶带300牢固的粘贴在待粘胶表面201,防止胶带300轻易脱落。
46.在一实施例中,当滚压件20设置为一个时,保压部30邻接于滚压件20移动方向的后侧,以使滚轮21将胶带300粘贴至待粘胶表面201后保压部30才对胶带300进行抵压;在另一些实施例中,当滚压件20的数量为多个时,保压部30设置于其中两个滚压件20之间。
47.请参考图2和图3,在本技术实施例中,保压部30与台阶结构11间隔形成第二限位槽13,第二限位槽13的槽宽小于第一限位槽12的槽宽。
48.其中,台阶结构11具有朝向滚轮21的第一台阶面,第二限位槽13的槽宽小于第一限位槽12的槽宽,是指保压部30朝向台阶结构11的一侧至第一台阶面的距离,小于滚轮21朝向台阶结构11的一侧至第一台阶面的距离;如此设置,实际在贴胶过程中,折边202位于第二限位槽13内,避免折边202与滚轮21侧面接触而影响滚轮21的转动。
49.在本技术实施例中,本体10和保压部30的材料为赛钢(聚甲醛(pom)),赛钢具有良好的耐磨性,可以减小磨损程度。
50.虽然保压部30采用赛钢材料制作具有良好的耐磨性,然而应对电视机工厂的大批量生产,保压部30长时间使用过程仍会产生一定磨损,使用一段时间后保压部30无法与胶带300接触而无法实现保压功能,对此,在本技术一实施例中,保压部30与本体10可拆卸连接。
51.可以理解的,通过将保压部30与本体10可拆卸连接,当保压部30使用一段时间磨损至其无法与胶带300接触后,此时可将磨损的保压部30从本体10上拆卸下来,更换新的保压部30使用,如此无需更换整个贴胶治具100,可以节省成本。
52.其中,保压部30与本体10可拆卸连接的方式可以有多种,例如,保压部30可以通过螺钉与本体10螺接,保压部30也可以通过插销与本体10插接(过盈配合),保压部30也可以通过卡扣与本体10扣合连接,保压部30还可以通过胶水与本体10粘接,保压部30与本体10可拆卸连接的具体连接方式在此不做限定。
53.在本技术实施例中,如图4所示,保压面31与待粘胶表面201相对间隔设置,保压面31至待粘胶表面201的距离小于滚轮槽211至待粘胶表面201的距离。
54.如此设置,保压面31与待粘胶表面201间隔设置,即保压部30与待粘胶表面201不接触,保压部30仅与胶带300表面接触,从而减小保压部30的磨损;而且,保压面31至待粘胶表面201的距离小于滚轮槽211至待粘胶表面201的距离,即保压面31相比于滚轮槽211的槽底面更靠近待粘胶表面201,从而对胶带300产生挤压,使胶带300与待粘胶表面201粘接更牢固。
55.在上述实施例中,对各个实施例的描述都各有侧重,某个实施例中没有详述的部分,可以参见其他实施例的相关描述。以上对本技术实施例所提供的贴胶治具进行了详细介绍,本文中应用了具体个例对本技术的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本技术的方法及其核心思想;同时,对于本领域的技术人员,依据本技术的思想,在具体实施方式及应用范围上均会有改变之处,综上,本说明书内容不应理解为对本技术的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1