一种泡罩型药板填充不良检出机构的制作方法
1.本实用新型属于泡罩包装机领域,具体涉及一种泡罩型药板填充不良检出机构。
背景技术:
2.泡罩型药板是我们日常常用的药品包装,其为成型板膜和覆盖贴膜封合形成,并且成型板膜上具有呈矩阵排列的多个泡罩,每个泡罩对应容纳有胶囊或药片。
3.泡罩型药板由泡罩包装机以流水线的作业方式完成,泡罩包装机内主要具有成型工位、充填工位、封合工位、压印工位以及冲切工位及药板输送带,胶囊或药片在充填工位被充填至成型板膜的泡罩内,覆盖贴膜在封合工位时封合在成型板膜上后通过药板输送带通过压印工位打印上批号,最后经冲切工位冲切成规定尺寸的成品药板后流出泡罩包装机,即我们平常生活中药盒中的药板。
4.由于泡罩包装机内部程序及硬件的配合错误或误差不可避免,因此,就会出现药板填充不良的现象,即在药板输送带上的药板的泡罩内会出现残损、缺漏的现象,而存在这种现象的药板在流出后与正常药板在外观并无差别,易造成混淆,若被使用者购买,产生影响使用者的使用体验,导致使用者的使用评价降低。
5.目前,为了避免这种情况,操作人员需要在封合工位处,通过观察及时发现残损、缺漏的现象,并及时开启泡罩包装机上的检出安全门,人为在对应的泡罩型药板上使用记号笔标记。
6.但显而易见,这种操作方法存在以下缺陷:在生产过程中打开检出安全门时停止运行泡罩包装机,将会大大降低工作效率,致使成品产量大大降低,若不停止运行泡罩安装机,则对相关的标记人员存在极大的安全隐患。
技术实现要素:
7.针对现有技术的不足,本实用新型提供一种泡罩型药板填充不良检出机构,无须在生产过程中打开检出安全门即能够对泡罩型药板,从而大大增加工作效率,使得成品产量大大提高。
8.为实现上述目的,本实用新型提供了如下技术方案为:
9.一种泡罩型药板填充不良检出机构,设置在泡罩包装机内,泡罩包装机具有将封合后的泡罩型药板沿预定方向匀速运输的药板输送带,其特征在于,包括:观察窗,设置在泡罩包装机上,且与药板输送带对应,观察窗用于自泡罩包装机的外部对药板输送带进行观察;刺破组件,位于药板输送带的正上方,刺破组件包括驱动汽缸和设置在驱动汽缸的活动端的刺破件,并且当泡罩型药板自刺破组件的下方经过时,刺破件与泡罩型药板的泡罩对应;以及控制模块,包括检出按钮、计时器、驱动电磁阀以及气体容器,其中,观察窗沿预定方向设置在刺破件之后,计时器与检出按钮、驱动电磁阀均电连接,气体容器通过驱动电磁阀与驱动汽缸气路连接,检出按钮通过按压触发计时器启动,计时器通过计时触发驱动电磁阀,从而自气体容器向驱动汽缸充入气体,进而刺破件进行移动并对泡罩型药板的泡
罩进行刺破。
10.优选地,刺破组件的数量为多个,多个刺破组件沿药板输送带的宽度方向均匀设置。
11.进一步地,控制模块的数量为多个,并且控制模块与刺破组件一一对应优选地,刺破件为锥形顶针,并且针尖朝向泡罩型药板设置。
12.与现有技术相比,本实用新型的有益效果是:
13.1.因为本实用新型的泡罩型药板填充不良检出机构,包括观察窗、刺破组件以及控制模块,观察窗用于自泡罩包装机的外部对药板输送带进行观察;刺破组件位于药板输送带的正上方,刺破组件包括驱动汽缸和设置在驱动汽缸的活动端的刺破件,并且当泡罩型药板自刺破组件的下方经过时,刺破件与泡罩型药板的泡罩对应;控制模块包括检出按钮、计时器、驱动电磁阀以及气体容器,并且,观察窗沿预定方向设置在刺破件之后,计时器与检出按钮、驱动电磁阀均电连接,气体容器通过驱动电磁阀与驱动汽缸气路连接,检出按钮通过按压触发计时器启动,计时器通过计时触发驱动电磁阀,从而自气体容器向驱动汽缸充入气体,进而刺破件进行移动并对泡罩型药板的泡罩进行刺破,在流水线开始生产前,根据观察窗与药板输送带的传送速度得到泡罩型药板自观察窗至刺破件需要经过的输送时间,并将计时器的计时时间设定为与输送时间相等,在流水线生产过程中,操作人员通过在观察窗处观察发现残损、缺漏的泡罩型药板,并及时按下检出按钮,检出按钮触发计时器开始计时,并且在计时结束时,对应的泡罩型药板正好位于刺破件的正下方,而计时器结束又触发了驱动电磁阀,使得刺破件刺破泡罩,从而使得残损、缺漏的泡罩型药板与正常药板产生明显的外观不同,进而极易被及时检出,因此,本发明无须在生产过程中打开检出安全门即能够对泡罩型药板,从而大大增加工作效率,使得成品产量大大提高。
附图说明
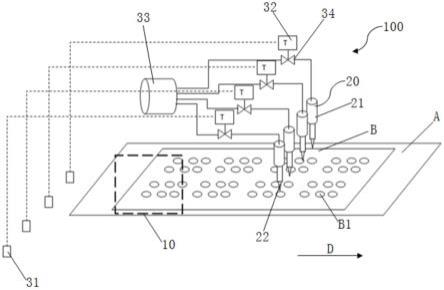
14.图1为本实用新型的实施例的泡罩型药板填充不良检出机构的示意图。
15.图中:100、泡罩型药板填充不良检出机构,a、药板输送带,b、泡罩型药板,b1、泡罩,d、预定方向,10、观察窗,20、刺破组件,21、驱动汽缸,22、刺破件,31、检出按钮,32、计时器,33、气体容器,34、驱动电磁阀。
具体实施方式
16.为了使本实用新型实现的技术手段、创作特征、达成目的与功效易于明白了解,以下实施例结合附图对本实用新型的一种泡罩型药板填充不良检出机构作具体阐述,需要说明的是,对于这些实施方式的说明用于帮助理解本实用新型,但并不构成对本实用新型的限定。
17.如图1所示,本实施例中的一种泡罩型药板填充不良检出机构100,设置在泡罩包装机(附图中未标出)内,泡罩包装机具有将封合后的泡罩型药板b沿预定方向d匀速运输的药板输送带a,具体地,泡罩型药板b的泡罩b1朝向上方凸起。
18.泡罩型药板填充不良检出机构100包括观察窗10,观察窗10设置在泡罩包装机上,且与药板输送带a对应,观察窗10用于供操作人员自泡罩包装机的外部对药板输送带a上正在输送的泡罩型药板b的进行观察,在本实施例中,观察窗10对应的位置位于封合工位(附
图中未标出)和压印工位(附图中未标出)之间。
19.刺破组件20位于药板输送带a的正上方,刺破组件20包括驱动汽缸21和设置在驱动汽缸21的活动端的刺破件21,并且当泡罩型药板b自刺破组件20的下方经过时,刺破件22与泡罩型药板b的泡罩b1竖直对应,并且刺破件22沿预定方向d设置在观察窗10之前,具体地,刺破组件20的数量为多个,多个刺破组件20沿药板输送带a的宽度方向均匀设置,且刺破件22为锥形顶针,并且针尖朝向泡罩型药板b设置。
20.控制模块包括检出按钮31、计时器32、气体容器33以及驱动电磁阀34。
21.计时器32与检出按钮31、驱动电磁阀34均电连接,气体容器33通过驱动电磁阀34与驱动汽缸21气路连接,控制模块的数量为多个,并且控制模块与刺破组件20一一对应,在本实施例中,检出按钮31设置在泡罩包装机的外部,气体容器33设置在泡罩包装机的内部,且气体容器33容纳有压力气体。
22.检出按钮31通过按压触发计时器32启动,计时器32通过计时触发驱动电磁阀34,从而自气体容器33向驱动汽缸21充入气体,进而刺破件22进行移动并对泡罩型药板b的泡罩b1进行刺破,具体地,计时器32的计时时长可设置。
23.以下结合实施例对泡罩型药板填充不良检出机构100的工作过程进行说明:
24.在泡罩包装机开始流水线生产前,操作人员根据观察窗10与药板输送带a的传送速度得到泡罩型药板b自观察窗10至刺破件22的正下方需要经过的输送时间,并将计时器32的计时时长设定为与该输送时间相等,在泡罩包装机进行流水线生产中,操作人员通过在观察窗10处观察发现残损、缺漏的泡罩型药板b,并即时按下检出按钮31,检出按钮31触发计时器32开始计时,并且在计时器32计时结束时,对应的泡罩型药板b的泡罩b1正好位于刺破件22的正下方,而计时器32结束又触发了驱动电磁阀34,使得刺破件22刺破泡罩b1,从而使得残损、缺漏的泡罩型药板b与正常的泡罩型药板产生明显的外观不同,进而在后续工序中极易被及时检出。
25.上述实施方式为本实用新型的优选案例,并不用来限制本实用新型的保护范围,本领域普通技术人员在所附权利要求范围内不需要创造性劳动就能做出的各种变形或修改仍属本专利的保护范围。
26.例如,本实施例中的观察窗10在实践中,也可沿预定方向d设置多个,如此,可以安排多个操作人员进行多次观察,从而大大提高残损、缺漏的泡罩型药板b的检出率。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1