礼品盒内衬自动化成型入盒系统的制作方法
1.本实用新型属于产品包装技术领域,尤其是涉及一种将礼品盒的内衬自动完成成型与入盒的系统。
背景技术:
2.图1示出了一种用于礼品盒的纸质内衬的成型过程,此种内衬如图中(c)的最终成型状态所示,具有位于底部的底衬部11和前、后两侧弯折向上的侧衬部12,将已成型的内衬放入礼品盒中后,底衬部11的底中心板110和前、后两个侧中心板120以及礼品盒42自身的左右侧盒板共同构建出容纳礼品的支撑空间。
技术实现要素:
3.有鉴于此,本实用新型提出一种礼品盒内衬自动化成型入盒系统,将图1中(a)状态的平板状纸板,先完成图中(b)状态所示的底衬部的折叠,再完成(c)状态所示的侧衬部的折叠,并装入礼品盒。
4.具体为:
5.礼品盒内衬自动化成型入盒系统,其包括:
6.内衬纸板进给机构,其将内衬纸板输送给底衬部折叠导向机构;
7.底衬部折叠导向机构;
8.机械手机构,其包括框架,在框架底端和前侧、后侧分别设有一组具有可张开、夹持的弯折爪单元,且对应每组弯折爪单元还配备有相应的吸盘;
9.导向机构,其在输送线待装礼品盒盒口正上方构建出一条成型通道,成型通道上段为由上至下宽度逐渐缩窄的喇叭口状弯折通道段,下段为由上至下宽度不变的保型通道段。
10.内衬纸板进给机构包括两条相互平行间隔设置的输送带,两条输送带的输出端对接底衬部折叠导向机构的输入处,输入端正上方固定有进料栏,进料栏的输出口四个边侧分别固定设有朝口内水平延伸的阻料片;进料栏的输出口正下方且位于两条输送带之间还设有能垂直升降的抽料板,抽料板上表面的四角分别设置有吸口朝上的抽料吸盘,两条输送带上还分别设有位置相对应且间隔排列的多个推料块。
11.底衬部折叠导向机构包括分别成对设置的中心导轨、第一导杆、第二导杆、第三导杆和第四导杆;
12.两条中心导轨相互平行且沿水平方向延伸;
13.每条第一导杆固定于对应的中心导轨的正下方且与中心导轨相平行,第一导杆的起始端临近于中心导轨的起始处;
14.每条第二导杆整体固定于对应的中心导轨正下方的外侧;每条第二导杆沿内衬纸板行进方向依次形成倾斜段和平直段,两段倾斜段呈沿内衬纸板行进方向高度逐渐降低且间距逐渐缩窄的倾斜的喇叭口状结构,两段平直段水平延伸且相互平行;且每段倾斜段的
起始端高于中心导轨;倾斜段与平直段的衔接点则低于两条中心导轨;
15.每条第三导杆、第四导杆分别整体固定于对应侧的第二导杆的下方,且沿着内衬纸板行进方向,同侧的第三导杆在先,第四导杆在后,第四导杆整体介于第二导杆与第三导杆之间;
16.两条第三导杆、两条第四导杆分别呈沿内衬纸板行进方向高度逐渐升高且间距逐渐缩窄的倾斜的喇叭口状结构。
17.平直段的起始端位于第一导杆的起始端与终止端之间的区域内,且平直段的终止端位于中心导轨的终止端下方,平直段与对应侧的第一导杆相平行且两者各自所在垂直面之间的垂直间隙等于或略大于内衬纸板的厚度。
18.每条第三导杆的起始端临近于同侧的第二导杆平直段的起始端的正下方且位于同侧平直段的外侧,每条第三导杆的终止端位于两条第二导杆平直段之间的下方;
19.每条第三导杆的终止端沿着与内衬纸板行进方向相平行的方向水平延伸有一段延伸段,此延伸段介于第三导杆的终止端与第四导杆的起始端之间的区域;每条第四导杆的起始端临近于同侧的第二导杆平直段中部的正下方且位于同侧平直段的外侧,每条第四导杆的终止端位于两条第二导杆平直段之间的下方。
20.所述导向机构包括两块导向板,每块导向板具有一体连接的竖直面和倾斜面,两块导向板分别经导向板支架固定安装于输送线的正上方,两块导向板之间留有间隙形成成型通道,每块导向板倾斜面在上、竖直面在下,由两块倾斜面构成由上至下宽度逐渐缩窄的喇叭口状弯折通道段,由两块竖直面构成由上至下宽度不变的保型通道段,且保型通道段的宽度等于内衬的底中心板分别与前、后侧的侧中心板之间折痕的相互距离。
21.每组弯折爪单元包括两个串联固接的伸缩气缸,两个伸缩气缸的伸缩杆同轴心且伸缩方向相反,每个伸缩杆的与一翻转臂的一端相铰接,翻转臂的另一端固接有夹爪板,翻转臂的中部与铰接臂的一端相铰接,铰接臂的另一端与固接于伸缩气缸的铰接座相铰接。
22.框架底端的弯折爪单元还匹配有一对下压板,每个下压板在对应的气动滑台的驱动下能实现相对该弯折爪单元进行升降。
23.每个下压板包括压板部,压板部上表面垂直固接有一连接板部,连接板部下部开设有避让口,弯折爪单元穿经避让口;连接板部的上部与对应的气动滑台的滑动部相固接,气动滑台的固定部与框架相固接。
24.本实用新型结构简洁,性能可靠,巧妙的利用内衬纸板水平推进完成底衬部的折叠,通过机械手机构与导向机构的相互配合,在对内衬下降入盒过程中同时完成对内衬的弯折成型,提高了生成效率,节省了生产成本。
附图说明
25.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
26.图1为礼品盒内衬成型状态变化示意图;
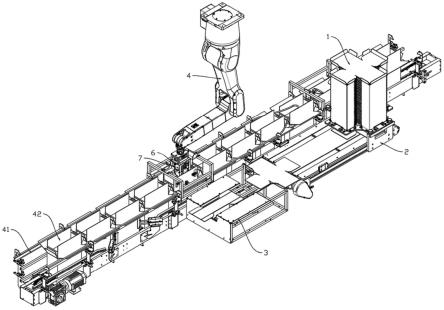
27.图2为本实用新型的立体示意图;
28.图3为内衬纸板进给机构的立体示意图;图中隐藏了进料栏20的两侧侧栏板以及
栏内的内衬纸板组,以便展现出下方的抽料板23;
29.图4为底衬部的折叠过程示意图;
30.图5为底衬部折叠导向机构的立体示意图;
31.图6为隐去机架后的折叠导向机构的核心结构的主视图;
32.图7为核心结构的侧视图;
33.图8为核心结构的仰视图;
34.图9为机械手机构与导向板相配合的示意图;
35.图10为机械手机构对内衬进行弯折的立体示意图;
36.图11为机械手机构的立体示意图;
37.图12为机械手机构的爆炸图;
38.图13为弯折爪单元的俯视示意图;
39.图14为下压板的立体示意图。
40.图中的附图标记:
41.内衬纸板1;底衬部11;底中心板110;第一侧板111;第二侧板112;第三侧板113;侧衬部12;侧中心板120;侧弯折板121;
42.内衬纸板进给机构2;进料栏20;阻料片201;输送带21;推料块211;带间滑板22;抽料板23;抽料吸盘231;
43.底衬部折叠导向机构3;机架300;中心导轨30;第一导杆31;第二导杆32;倾斜段321;平直段322;第三导杆33;第四导杆34;
44.倾斜段321的起始端a;
45.倾斜段321的终止端b;
46.第三导杆33的起始端c;
47.第三导杆33的终止端d;
48.第四导杆34的起始端e;
49.第四导杆34的终止端f;
50.工业机器人4;输出法兰401;礼品盒输送线41;礼品盒42
51.连接组件5;
52.机械手机构6;框架顶板600;框架侧板601;侧部吸盘安装板602;弯折爪安装板603;底部吸盘安装板604;
53.弯折爪单元61、62、63;伸缩气缸611;伸缩杆612;翻转臂613;夹爪板614;铰接臂615;铰接座616;铰接轴61a、61b、61c;
54.吸盘64、65;
55.下压板66;压板部661;连接板部662;避让口663;
56.气动滑台67;固定部671;滑动部672;
57.导向板7;倾斜面71;竖直面72;导向板支架700。
具体实施方式
58.需要说明的是,在不冲突的情况下,本实用新型中的实施例及实施例中的特征可以相互组合。
59.下面将参考附图并结合实施例来详细说明本实用新型。
60.为方便进行说明,本实用新型以输送礼品盒(图中未示)的礼盒输送线41的输送方向定义为前、后方向,相应的,礼盒输送线的左右两侧定义为左、右方向。
61.如图2所示,本实用新型的礼品盒内衬自动化成型入盒系统,包括内衬纸板进给机构2、底衬部折叠导向机构3、装配有机械手机构6的工业化机器人4、以及安装于礼品盒输送线41正上方的导向机构。
62.内衬纸板进给机构2将待成型的内衬纸板输送给底衬部折叠导向机构3的起始处(输入处),工业化机器人通过机械手机构6上的吸盘吸住内衬纸板,并驱使内衬纸板在底衬部折叠导向机构3上水平推进,在水平推进过程中完成对底衬部的折叠,再将内衬纸板移至礼品盒输送线41待入盒的礼品盒盒口正上方,由工业化机器人带动内衬纸板由上至下运动,并配合导向板完成侧衬部的折叠成型,实现内衬的最终整体成型,同时也完成了内衬入盒。
63.如图3所示,内衬纸板进给机构2包括两条相互平行间隔设置的输送带21,两条输送带21的输出端对接底衬部折叠导向机构3的输入处,输入端正上方固定有进料栏20,进料栏20内用于盛装待输送的内衬纸板组,进料栏20的输出口四个边侧分别固定设有朝口内水平延伸的阻料片201;进料栏20的输出口正下方且位于两条输送带21之间还设有能垂直升降的抽料板23,抽料板23上表面的四角分别设置有吸口朝上的抽料吸盘231,两条输送带21上还分别设有位置相对应且间隔排列的多个推料块211。优选的,两条输送带21之间还固定设有带间滑板22.
64.内衬纸板进给机构2的工作原理:进料栏20由上方输入口装入待输送的叠加成组的内衬纸板组,进料栏20下方输出口内伸的阻料片201防止内衬纸板受重力自然掉出;抽料板23上升至通过抽料吸盘231吸住最底层的内衬纸板后,抽料板23下降,因为内衬纸板具有一定弹性,可以脱离阻料片201对其边缘的承托,该内衬纸板跟随抽料板23一同下降脱离进料栏20,直至两侧搭在两条输送带21上,抽料吸盘231解除对该内衬纸板的吸附,内衬纸板在输送带上的推料块推动下,向输出端行进,直至输送给底衬部折叠导向机构3。
65.如图1中(a)所示,内衬未成型前的内衬纸板以预制的折痕为界,划分为底衬部11和侧衬部12,底衬部则划分为位于中心的底中心板110,以及在底中心板110的左右两侧分别各设有一组依次排列的第一侧板11、第二侧板12和第三侧板13;底衬部11需要折叠成图1中(b)和图4中d所示的形状,即底中心板110位于上端,由其直接承托礼盒内的礼品,两块第二侧板12位于下端,两块第一侧板11竖立于左右两侧,与竖立于中心的两块第三侧板13共同支撑底中心板110.
66.如图5所示的底衬部折叠导向机构,包括机架300,以及成对设置的中心导轨30、第一导杆31、第二导杆32、第三导杆33和第四导杆34。
67.两条中心导轨30固定于机架300的顶面,两条中心导轨30相互平行且沿水平方向延伸,单张待折叠的内衬纸板由内衬纸板进给机构2输送至两条中心导轨30的起始处之上,并且由两条中心导轨30共同托抵内衬纸板的底中心板110,且底中心板110左右两侧与第一侧板11之间的折痕分别与两条中心导轨30相平齐,由工业机器人带动整个内衬纸板以两条中心导轨30为轨道水平移动直至中心导轨30的终止端,在此行进过程中,由其他的导杆分别依次完成对纸板的折叠。
68.具体的,由工业机器人所装配的机械手机构通过吸盘吸住底中心板110的上板面,从而带动整个内衬纸板沿着两条中心导轨30水平行进。
69.其他导杆的布局结构为:
70.每条第一导杆31固定于对应的中心导轨30的正下方且与中心导轨30相平行,第一导杆31的起始端临近于中心导轨30的起始处;本实施例中,如图5所示,每条第一导杆31的起始端和终止端各通过一连杆部与中心导轨30相固定。
71.较佳的,参见图8所示,每条第一导杆31的外侧边缘与对应的中心导轨30的外侧边缘相平行且位于同一垂直面内,由中心导轨30的外侧边缘对应抵住底中心板110与第一侧板11之间的折痕,第一导杆31的外侧边缘抵住已折叠过来的第一侧板11,以便与第二导杆32相应部分(后续会说明)配合将第一侧板11夹在两者之间,以便在进行第二阶段折叠时,保持第一侧板11的垂直状态。
72.每条第二导杆32整体固定于对应的中心导轨30正下方的外侧;本实施例中,如图5所示,每条第二导杆32的起始端和终止端各通过一连杆部与机架300相固定。参见图8所示,每条第二导杆32沿内衬纸板行进方向依次形成倾斜段321和平直段322,两条第二导杆32的倾斜段321呈沿内衬纸板行进方向高度逐渐降低且间距逐渐缩窄的倾斜的喇叭口状结构,两条第二导杆32的平直段322水平延伸且相互平行;且每段倾斜段321的起始端a高于两条中心导轨30上端面所在水平面;倾斜段321的终止端b即倾斜段321与平直段322的衔接点、同时也是平直段322的起始端,其低于两条中心导轨30下端面所在水平面,也就意味着整段平直段322皆低于两条中心导轨30下端面;平直段322的起始端(也就是倾斜段321的终止端b)位于第一导杆31的起始端与终止端之间的区域内,且平直段322的终止端位于对应的中心导轨30的终止端下方,参见图8并结合图7所示,平直段322与对应侧的第一导杆31相平行且两者各自所在垂直面之间的垂直间隙等于或略大于内衬纸板的厚度。
73.较佳的,每条第二导杆32的平直段322所在水平面略高于第一导杆31所在水平面。
74.每条第三导杆33、第四导杆34分别整体固定于对应侧的第二导杆32的下方;本实施例中,如图5所示,每条第三导杆33、第四导杆34的起始端和终止端各通过一连杆部与机架300相固定。
75.沿着内衬纸板行进方向,同侧的第三导杆33在先,第四导杆34在后,即内衬纸板在行进过程中,先与第三导杆33接触,后与第四导杆34接触。并且,第四导杆34整体介于第二导杆32与第三导杆33之间。
76.两条第三导杆33呈沿内衬纸板行进方向高度逐渐升高且间距逐渐缩窄的倾斜的喇叭口状结构,且每条第三导杆33的起始端c临近于同侧的第二导杆32的平直段322的起始端(倾斜段321的终止端b)的正下方且位于同侧平直段322的外侧(参见图8),每条第三导杆33的终止端d位于两条第二导杆32平直段322之间的下方;进一步,两条第三导杆33的终止端d之间的间隙略大于内衬纸板厚度的两倍;优选的,每条第三导杆33的终止端d沿着与内衬纸板行进方向相平行的方向水平延伸有一段延伸段331,此延伸段331介于第三导杆33的终止端d与第四导杆34的起始端e之间的区域;增设此延伸段331的作用在于,在第三侧板13完成弯折后、对第二侧板12开始弯折前的时间段,提供一段巩固第三侧板13弯折状态的巩固行程。
77.两条第四导杆34呈沿内衬纸板行进方向高度逐渐升高且间距逐渐缩窄的倾斜的
喇叭口状结构,且每条第四导杆34的起始端e临近于同侧的第二导杆32的平直段322中部的正下方且位于同侧平直段322的外侧(参见图8),每条第四导杆34的终止端f位于两条第二导杆32平直段322之间的下方。
78.对应本实用新型待折叠的内衬纸板上的预制折痕,第三导杆33的终止端d上表面所在水平面与中心导轨30上表面所在水平面之间的垂直距离应等于或略大于第三侧板13和第二侧板12之间折痕与第一侧板11与底中心板110之间折痕的相互距离(也就是第一侧板11与第二侧板12的宽度之和),当然,因为第三导杆33的起始端c比终止端d垂向上的位置更低,因此,第三导杆33的起始端c上表面所在水平面与中心导轨30上表面所在水平面之间的垂直距离肯定也更大于上述第一侧板11与第二侧板12的宽度之和,以便第三导杆33正常发挥对第三侧板13的弯折作用;
79.同理,第四导杆34的终止端f上表面所在水平面与中心导轨30上表面所在水平面之间的垂直距离等于或略大于第一侧板11和第二侧板12之间折痕与第一侧板11与中心板之间折痕的相互距离(也就是第一侧板11的宽度),当然,因为第四导杆34的起始端e比终止端f垂向上的位置更低,因此,第四导杆34的起始端e上表面所在水平面与中心导轨30上表面所在水平面之间的垂直距离肯定也更大于上述第一侧板11的宽度,以便第四导杆34正常发挥对第二侧板12的弯折作用。
80.底衬部折叠导向机构的工作原理:单张待折叠的内衬纸板被输送至两条中心导轨30的起始处上,由两条中心导轨30共同托抵内衬纸板的底中心板110,且底中心板110左右两侧与对应的第一侧板11之间的折痕分别与两条中心导轨30的外侧面相平齐,由外力带动整个内衬纸板以两条中心导轨30为承托轨道水平移动直至中心导轨30的终止端,在此行进过程中,由其他的导杆分别依次完成对内衬纸板的折叠成型,具体如下:
81.先对第一侧板11进行弯折:第一侧板11行进中先碰到第一导杆32的倾斜段321高于中心导轨30的部分,在倾斜段321向下压和向内收的导向下,第一侧板11相对于底中心板110完成九十度向下弯折;并由第一导杆32的平直段322负责维持第一侧板11在接下来的行程中的相对于底中心板110的弯折状态的保持;
82.再对第三侧板13进行弯折:如图4中的状态b所示,第一侧板11完成弯折后,第二侧板12和第三侧板13一同竖直向下,位于最下方的第三侧板13行进中碰到第三导杆33,在第三导杆33的向上推和向内收的导向下,第三侧板13相对于第二侧板12完成九十度弯折,如图4中的状态c所示;
83.最后对第二侧板12进行弯折,第二侧板行进中碰到第四导杆34,在第四导杆34的向上推和向内收的导向下,第二侧板12相对于第一侧板11完成九十度弯折,并且第二侧板12带动已相对弯折的第三侧板13与对侧的第三侧板13顶端相抵后继续上顶,直至抵顶底中心板110的下表面,并且两个第一侧板13相互贴抵,如图4中的状态d所示。至此,行进中的折叠过程全部完成。
84.如图9所示,导向机构包括两块导向板7,每块导向板7具有一体连接的竖直面72和倾斜面71,两块导向板7分别经导向板支架700固定安装于礼品盒输送线(图中隐去)上相应工位的正上方,机械手机构6顶端经连接组件5(还可安装气路控制器等器件)于工业机器人40的输出法兰401相连接,由工业机器人的手臂带动机械手机构6运动。
85.如图9所示,两块导向板7之间留有间隙形成成型通道,每块导向板倾斜面71在上、
竖直面72在下,由两块倾斜面71构成由上至下宽度逐渐缩窄的喇叭口状弯折通道段,由两块竖直面72构成由上至下宽度不变的保型通道段,且保型通道段的宽度(即两块竖直面72之间的距离)等于内衬的底中心板110分别与前、后侧的侧中心板120之间折痕的相互距离。
86.结合图11和图12所示,机械手机构6包括框架,框架由框架顶板600、两块框架侧板601、两块侧部吸盘安装板602组成;
87.框架顶板600位于顶部,框架顶板600上表面用于与连接组件5相固接;
88.两块框架侧板601分别垂直固接于框架顶板600下表面左右两侧;
89.两块侧部吸盘安装板602分别固接于两块框架侧板601的前侧端、后侧端,每块侧部吸盘安装板602上固接有一吸盘64;位于框架前、后侧的侧部吸盘安装板602同时承担了框架的前、后侧框架侧板的功能,每块侧部吸盘安装板602上的吸盘64分别用于吸附内衬对应侧弯折向上的侧中心板120。
90.框架的底端中部还固接有一组弯折爪单元63,该弯折爪单元63的左右两侧分别固定匹配有一吸盘65;框架的前、后侧的吸盘64的下方则分别固接匹配有一组弯折爪单元61、62;
91.位于框架底端中部的弯折爪单元63负责夹持内衬的底衬部11的左右两侧,具体的是夹持底中心板110左右两侧的第一侧板111;该弯折爪单元63匹配的两侧的吸盘65则用于吸附底中心板110;
92.位于框架前、后侧的侧部吸盘安装板602上的吸盘64分别用于吸附内衬对应侧弯折向上的侧中心板120,吸盘64下方对应匹配的弯折爪单元61、62则分别用于弯折夹持对应的侧中心板120左右两侧的侧弯折板121。
93.具体的,参见图13所示,每组弯折爪单元61、62、63的结构相同,都包括两个串联固接的伸缩气缸611,两个伸缩气缸611的伸缩杆612同轴心且伸缩方向相反,每个伸缩杆612的与一翻转臂613的一端通过铰接轴61a相铰接,每个翻转臂613的另一端固接有夹爪板614,翻转臂613的中部通过铰接轴61b与铰接臂615的一端相铰接,铰接臂615的另一端通过铰接轴61c与固接于伸缩气缸611的铰接座616相铰接。如图13所示,两侧的伸缩气缸611同时伸缩,带动两侧翻转臂613同步翻转,从而实现弯折夹持、张开,图中的左侧的翻转臂为张开状态,右侧的翻转臂为弯折夹持状态,实际工作中两侧的状态则是相同的。
94.优选的,三组弯折爪单元61、62、63分别夹装固定于两块弯折爪安装板603之间,再经弯折爪安装板03分别与框架的对应侧框架侧板601相固接,方便装配、拆卸。
95.进一步,负责夹持底衬部11的弯折爪单元63所匹配的两个吸盘65分别固接于对应的底部吸盘安装板604,每块底部吸盘安装板604的两端分别与两块弯折爪安装板603相固接。将两块弯折爪安装板603与框架安装、拆卸,既可连同三组弯折爪单元61、62、63及两个吸盘65一同安装于或脱离框架,实现模块化组合,方便装配、拆卸。
96.优选的,框架顶板600、框架侧板601、侧部吸盘安装板602、弯折爪安装板603、底部吸盘安装板604上分别还开设有减重通孔,既可减重,也为线路、管路走线提供通道,还可起到观察窗口的作用。
97.优选的,位于框架底端中部的弯折爪单元63还匹配有一对下压板66,每个下压板66连接一气动滑台67;在对应的气动滑台67的驱动下,下压板能实现垂直方向的升降。
98.具体的,每个下压板66包括压板部661,压板部661上表面垂直固接有一连接板部
662,连接板部662下部开设有避让口663,弯折爪单元63穿经避让口663,避让口663可供下压板66升降时避免与弯折爪单元63发生干涉,并使结构更为紧凑;连接板部62的上部与对应的气动滑台67的滑动部672相固接,气动滑台67的固定部671则与对应侧的框架侧板601相固接。
99.工作原理:内衬经过底衬部折叠导向机构后的桩体如图1中(b)所示,由机械手机构6位于框架底端中部的弯折爪单元63夹持住底衬部11两侧的第一侧板111,对应的两个吸盘65吸住底中心板110,将此状态的内衬整体夹持住,工业机器人将机械手机构6连同内衬一同移至导向机构正上方,且内衬的两侧衬部12的侧中心板120位于对应导向板7的正上方,此时框架前后侧的弯折爪单元61、62处于张开状态;再工业机器人将机械手机构6连同内衬一同下降,下降过程中,在导向板7的导向作用下,侧中心板120弯折向上直至由对应的吸盘64吸附,吸盘64下方的弯折爪单元61、62由张开状态向夹持状态转变,转变过程中,翻转臂613自由端上的夹爪板614贴抵并带动侧弯折板121相对于侧中心板120弯折,将内衬弯折为图1中(c)状态所示;机械手机构6在工业机器人驱使下继续带动内衬下降,直至内衬的底衬部嵌入礼品盒内,礼品盒通过盒内壁贴抵底衬部左右两侧的第一侧板111可以接手对底衬部形态的夹持,机械手机构6停止下降,下压板66向下压抵底衬部的底中心板110,使其脱离与底部吸盘65的吸附,下压板继续下压带动内衬整体下降,三个弯折爪单元在过程中可以继续保持夹持状态,前后侧的弯折爪单元61、62通过弯折状态的两块相正对的夹爪板614构建了对侧衬部下降的导向通道,且能保持侧衬部下降时继续维持侧弯折板121相对于侧中心板120的弯折状态,继续下压直至侧衬部一部分也嵌入礼品盒42内,从而可由礼品盒42内壁接手对侧衬部弯折状态的夹持,并且前、后侧的吸盘64相对滑动解除了对侧衬部侧中心板吸附,三个弯折爪单元61、62、63可同时张开解除对内衬的夹持,工业机器人驱使机械手机构6抬升其整体位于内衬的上方的安全高度后,再将机械手机构6移至底衬部折叠导向机构起始处,两个下压板也已升回原位,准备开始对下一个内衬纸板进行操作,依此循环。
100.以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1