长管件钻孔锯断压型生产线的夹持推送送料机构总成的制作方法
1.本实用新型涉及机电一体化领域,具体是长管件钻孔锯断压型生产线的夹持推送送料机构总成。
背景技术:
2.长管件包含长圆管,长圆管是指两端开口并具有中空同心圆断面,其长度与周边之比较大的钢材。常用于管道、热工设备、机械工业、大棚支架、围栏、护栏等。例如对于焊接护栏用的圆管定制加工,对圆管进行定制加工流程而言一般都是首先由客户定制下单图纸,再根据图纸中的尺寸要求对圆管来进行加工制作,制作完成后再根据图纸对护栏进行焊接加工。对于根据图纸对圆管加工制作而言,大多是通过长圆管的胚料来进行加工,一般是追加工护栏焊接时的连接孔,然后在合适的长度位置进行锯断。
3.对于整个加工流程而言难点在于,需要保证对于长圆管加工时,长圆管的加工精度以及长圆管加工的稳定性,传统的加工生产线大多是通过几人协作进行上料,再通过锯床对管料进行锯断,锯断后在通过钻孔机对圆管进行钻铣连接孔,需要辗转多个加工设备,而且整个过程中大多都是人工进行操作,费事费力,而且需要人工来回搬运,导致加工效率低下。
4.由于圆管胚料较长,如需人工推送的话,费事费力而且精度不高,现有的夹持推送机构不一定能够适应加工生产线的各种加工需求,例如:现有的加工装置而言大多是只能够加工圆管的一个位置的焊接孔,例如在护栏进行焊接时需要连接多根圆管,所以需要多个焊接孔来进行安装,现有的加工设备无法精准的转换角度,来适应圆管圆周上多个焊接孔的加工,需要对管料进行二次加工,导致加工流程繁杂,而且极大的影响了加工效率。从而达不到自动装夹、推送,而且还需要适应加工生产线中的圆管直径大小的变化,以及夹持机构夹持推送时的稳定性,所以说需要长管件钻孔锯断压型生产线的夹持推送送料机构总成。
技术实现要素:
5.本实用新型的目的在于提供长管件钻孔锯断压型生产线的夹持推送送料机构总成,它用于对上料装置托举的物料进行自动装夹,再对夹取的物料向加工机床内平稳地进行推送,通过旋转驱动组件带动夹爪旋转,极大的优化了加工工序以及加工机床的加工效果,不仅能够适应客户的需求而且还能够使得管料的切断面更加平整,避免影响后续焊接的效果。还能够根据不同直径管料的来调整自身的高度,避免影响加工机床对管料的固定。
6.本实用新型为实现上述目的,通过以下技术方案实现:长管件钻孔锯断压型生产线的夹持推送送料机构总成包括上料架体、设置在上料架体上的x轴位移平台、设置x轴位移平台上的夹爪、与夹爪连接的夹爪驱动组件;所述x轴位移平台包括安装板、设置在安装板上x轴驱动组件、设置在安装板上的固定腔,所述固定腔内设有安装轴,所述安装轴上设有夹爪;所述夹爪驱动组件铰接设置在固定腔上,所述夹爪驱动组件活塞杆铰接设有夹爪
收缩组件,所述夹爪驱动组件通过夹爪收缩组件控制夹爪夹取物料。
7.所述固定腔一侧设有夹爪旋转驱动组件,所述夹爪旋转驱动组件与安装轴连接,所述夹爪旋转驱动组件带动安装轴在固定腔内转动。通过旋转驱动组件带动夹爪旋转,极大的优化了加工工序以及加工机床的加工效果,不仅能够适应客户的需求而且还能够使得管料的切断面更加平整,避免影响后续焊接的效果。
8.所述夹爪收缩组件包括与夹爪驱动组件活塞杆铰接的推料板、与安装轴滑动配合的限位套、设置在固定腔上的转动块;所述推料板另一端通过转动块与固定腔铰接,所述推料板上设有限位螺栓,所述限位螺栓末端设有限位台;所述限位套上设置有限位凸起,所述限位套前端设有限位筒,所述限位筒与夹爪相配合,所述夹爪为楔形,所述夹爪上设有多个槽体;所述限位螺栓的限位台与限位凸起配合,所述夹爪驱动组件活塞杆伸长时,所述推料板带动所述限位螺栓位移,使得所述限位套与所述安装轴相对滑动,所述限位夹爪收缩至限位套筒内部。
9.所述x轴位移平台上设有滑动调节组件,所述滑动调节组件包括竖向设置在 x轴位移平台上的滑轨、设置在x轴位移平台上的调节板、与调节板螺纹连接的调节杆;所述滑轨上设有固定腔,所述固定腔与调节杆通过螺纹连接配合。微调夹持推送装置来适应不同管径物料的大小,避免进行推送上料时,与加工机床的夹持机构高度不一致,影响装夹效果。
10.对比现有技术,本实用新型的有益效果在于:
11.能够用于对上料装置托举的物料进行自动装夹,再对夹取的物料向加工机床内平稳地进行推送,通过旋转驱动组件带动夹爪旋转,极大的优化了加工工序以及加工机床的加工效果,不仅能够适应客户的需求而且还能够使得管料的切断面更加平整,避免影响后续焊接的效果。还能够根据不同直径管料的来调整自身的高度,避免影响加工机床对管料的固定。
附图说明
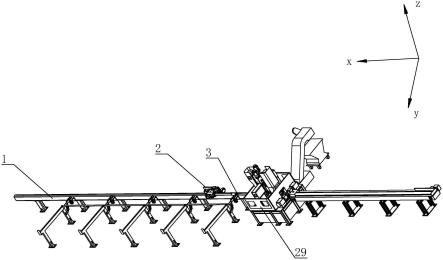
12.附图1是本实用新型圆管加工生产线视图。
13.附图2是本实用新型中装置放大图。
14.附图3是本实用新型中装置整体视图。
15.附图4是本实用新型中装置整体视图。
16.附图5是本实用新型中夹持机构向加工机床上料视图。
17.附图6是本实用新型中夹持机构整体视图。
18.附图中所示标号:
19.1、上料架体;2、x轴位移平台;3、夹爪;4、夹爪驱动组件;5、安装板; 6、x轴驱动组件;7、固定腔;8、安装轴;9、夹爪旋转驱动组件;10、推料板; 11、限位套;12、转动块;13、限位螺栓;14、限位台;15、限位凸起;16、限位筒;17、槽体;18、调节板;19、调节杆;20、第一主动齿轮;21、第一从动齿轮;22、齿条;23、上料气缸;24、托料座;25、v型槽;26、第二主动齿轮;27、第二从动齿轮;28、滑轨;29、加工机床。
具体实施方式
20.下面结合具体实施例,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所限定的范围。
21.本实用新型所述是长管件钻孔锯断压型生产线的夹持推送送料机构总成,主要用于对上料装置托举的物料进行装夹,再对夹取的物料向加工机床29内进行推送,如说明书附图图2和图3所示,主体结构包括上料架体1、设置在上料架体1上的x轴位移平台2、设置x轴位移平台2上的夹爪3、与夹爪3连接的夹爪驱动组件4;
22.夹爪3通过x轴位移平台2对夹持管料的夹爪3沿着x轴位移,从而对加工机床29进行上料推送,整个上料过程中运行的稳定性直接影响加工装置精度,所以整个推送上料过程中需要运行平稳,以下为x轴位移平台2的具体结构:所述x轴位移平台2包括x轴驱动组件6和安装板5;x轴驱动组件6为:设置在上料架体1上的齿条22和滑轨28,滑轨28上设有安装板5,安装板5上设有x轴驱动电机、与x 轴驱动电机连接的第一主动齿轮20、与齿条22啮合的第一从动齿轮21,x轴驱动电机为步进电机,第一从动齿轮21与x轴驱动电机通过同步带(图中未示出)进行连接,使得x轴驱动电机带动第一主动齿轮20转动时,通过同步带带动第一从动齿轮21与齿条22进行啮合传动,带动安装板5沿x轴方向位移。x轴位移平台2叙述完成,夹爪3与夹爪驱动组件4均设置在x轴位移平台2上,通过x轴位移平台2 进行推送上料,以下为夹爪3和夹爪驱动组件4的具体结构:
23.如说明书附图图3和图4所示,所述安装板5上设有固定腔7,所述固定腔7内设有夹爪3安装轴8,所述安装轴8上设有夹爪3,所述夹爪3外侧呈楔形,所述夹爪3上设有多个槽体17,使得夹爪3具有活动伸缩性,所述安装轴8上滑动配合设有限位套11,所述限位套11前端设有限位筒16,所述限位筒16与夹爪3相配合。安装轴8与限位筒16相对滑动时,夹爪3收入限位筒16内,限位筒16的筒壁对夹爪3进行限位,使得夹爪3对夹取管料的一端进行夹紧,为了使得夹爪3能够自动的进行抓取物料,通过以下机构来进一步改进:
24.如说明书附图图3和图4所示,所述夹爪驱动组件4铰接设置在固定腔7上,所述夹爪驱动组件4为夹爪3驱动气缸,夹爪3驱动气缸活塞杆铰接设有设有夹爪收缩组件;所述夹爪收缩组件包括与夹爪驱动组件4活塞杆铰接的推料板10、与安装轴8滑动配合的限位套11、设置在固定腔7上的转动块12;
25.所述推料板10另一端通过转动块12与固定腔7铰接,所述推料板10上设有多个限位螺栓13,多个所述限位螺栓13末端设有限位台14,所述限位套11上设置有多个限位凸起15,所述限位螺栓13的限位台14与限位凸起15配合。所述夹爪驱动组件4活塞杆伸长时,所述推料板10带动所述限位螺栓13位移,带动所述限位套11与安装轴8相对滑动,所述限位夹爪3收缩至限位套11内部,使得通过夹爪3驱动气缸来进行控制夹爪3的夹取物料。
26.如说明书附图图1和图2,图中有多个上料装置,上料装置包括上料气缸23,上料气缸23活塞杆连接设有托料座24,所述托料座24上设有v型槽25,v型槽25 内放置有待加工的管料。夹爪3在对上料装置上的管料进行夹取后,通过x轴位移平台2进行推送,推送时上料装置的气缸支撑管料,夹持推送装置靠近上料架体1上的上料装置时,上料装置的气缸收回,不仅能够避免夹爪3夹取长管料时发生变形,还能够使得向加工机床29上料时能够更加
平稳。
27.进一步改进:
28.上文已经讲述夹爪3自动夹取物料的原理,但是在实际生产加工中,对夹爪 3夹取物料后,通过钻孔加工模块来进行加工时,根据生产加工的需求,在圆管物料的圆周上不仅仅只需要一个孔,还可能在圆管物料的圆周上需要多个孔,所以需要对圆管物料转动角度,所以说为了进一步改进:
29.如说明书附图图6所示,所述固定腔7内设有与安装轴8直径适配的多个轴承,所述固定腔7一侧设有夹爪旋转驱动组件9,所述夹爪旋转驱动组件9与安装轴8连接,所述夹爪旋转驱动组件9带动安装轴8在驱动腔内转动。夹爪旋转驱动组件9为同步带驱动机构,结构与前文所述的相同,旋转驱动电机上设有第二主动齿轮26,第二从动齿轮27设置在安装轴8上,通过同步带(图中未示出)进行连接,旋转驱动电机带动第二主动齿轮26转动通过同步带带动第二从动齿轮27,使得安装轴8转动从而控制夹爪3的转动角度。
30.需要特别注意的是:对于生产加工的锯断模块而言,如果直接竖直锯断管料,在锯长圆管件的中段时,锯片同时切割圆管圆周上两个切点,不仅加大了对锯片的磨损而且影响管路切面的切割效果,还会在切口的圆周会出现毛刺和毛边。如果直接锯断的话,会导致管料要锯断时,由于管料重力的作用下会直接断裂而不是锯断,所以极大地影响了管料切口的平整度,在焊接时会导致管料歪斜,影响焊接效果。在锯断加工模块对管料锯断时,在锯片对管料某点切割完成后,通过夹爪旋转驱动组件9带动夹爪3转动,使得锯片作用于管料的切割点沿圆周转动,转动一周后对管料切割完成,使得管料切割面的平整且光滑,大大提高了锯片的加工效果。
31.所以说为了进一步提高夹持推送装置的适应性,微调夹持推送装置来适应不同管径物料的大小,避免进行推送上料时,与加工机床29的夹持机构高度不一致,影响装夹效果,所以说进一步改进设有:
32.如说明书附图图6所示,所述x轴位移平台2上设有滑动调节组件,所述滑动调节组件包括竖向设置在x轴位移平台2上的滑轨28、设置在x轴位移平台2调节板18、与调节板18螺纹连接的调节杆19;所述滑轨28上设有固定腔7,所述固定腔7与调节杆19通过螺纹连接配合。在加工不同直径大小管料时,旋拧调节杆19 使得调节杆19与调节板18之间发生螺纹传动,从而带动固定腔7在x轴位移平台2 上的滑轨28上位移,从而调整夹爪3夹取管料的位置距离,进一步提高装置的适应性。
33.使用方法详解:
34.x轴驱动组件6带动夹持推送装置沿x轴平台位移,位移至待加工管料最外端,x轴驱动组件6带动夹爪3与待加工的管料接触,夹爪驱动组件4活塞杆伸长,所述推料板10转动使得所述限位螺栓13位移,带动所述限位套11 滑动,所述限位夹爪3收缩至限位套11内部,使得夹爪3的夹取物料。夹爪3 夹取管料完成后,x轴驱动组件6带动夹爪3向加工机床29的钻孔加工模块位移。
35.综上所述,本装置能够用于对上料装置托举的物料进行自动装夹,再对夹取的物料向加工机床29内平稳地进行推送,通过旋转驱动组件带动夹爪3旋转,极大的优化了加工工序以及加工机床29的加工效果,不仅能够适应客户的需求而且还能够使得管料的切断面更加平整,避免影响后续焊接的效果。还能够根据不同直径管料的来调整自身的高度,避免
影响加工机床29对管料的固定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1