一种自动打结机的制作方法
1.本实用新型涉及打结机,尤其涉及一种自动打结机。
背景技术:
2.中国专利号201620683926.x的实用新型专利公开了一种自动打蝴蝶结机,其包括:机座;自动送料机构,其安装于机座上;裁切机构,其包括旋转座及安装于旋转座上的夹紧模组和裁切模组;夹持移动机构,其包括安装于裁切机构旁侧的夹持模组以及旋转驱动模组和用于夹持模组水平移动的第一平移模组;第一钩拉机构,其包括安装于裁切机构旁侧并可水平移动及转动的第一钩子;第二钩拉机构,其包括安装于裁切机构旁侧并可水平移动及转动的第二钩子;打结点机构,其包括安装于第一、第二钩拉机构之间并可水平移动的打结点顶杆。该实用新型仅是将丝带制成规格大小统一的蝴蝶结饰品,不能对物品束紧并进行包装式打结。
技术实现要素:
3.本实用新型的目的在于提供一种自动打结机。
4.实现本实用新型目的的技术方案是:一种自动打结机,其包括第一传送机构和第二传送机构,所述第一传送机构和所述第二传送机构呈直线间隔排列且同向传输,所述第一传送机构和所述第二传送机构之间水平安装有可直线往复运动的用于拉动包装带的拉绳夹组件,所述拉绳夹组件的移动方向与所述第一传送机构的传送方向垂直,所述拉绳夹组件的对侧安装有用于绕卷包装带的包装带料盘组件;所述第一传送机构和所述第二传送机构上方的机架上安装有第一夹持组件和第二夹持组件,所述第一夹持组件和所述第二夹持组件于所述拉绳夹组件的移动方向的两侧相对设置,所述第一夹持组件包括沿所述拉绳夹组件的移动方向直线往复运动的第一步进夹和第二步进夹,所述第二步进夹位于靠近所述包装带料盘组件的一侧,所述第一步进夹可伸缩地安装于第一步进夹直线驱动机构上,所述第二步进夹可升降且可伸缩地安装于第二步进夹直线驱动机构上;所述第二夹持组件包括沿所述拉绳夹组件的移动方向顺序设置的鹰嘴夹、旋转夹、剪刀以及夹绳夹;所述夹绳夹位于靠近所述包装带料盘组件的一侧的所述机架上,所述机架上安装有夹绳夹升降机构,所述夹绳夹升降机构上安装有夹绳夹进给机构,所述夹绳夹可开合地安装于所述夹绳夹进给机构上;所述剪刀通过剪刀进给机构可伸缩地安装于所述机架上;所述机架上安装有旋转驱动机构,所述旋转驱动机构上安装有用于驱动所述旋转夹相对所述第一夹持组件伸缩的旋转夹进给机构,所述旋转夹进给机构的活动端安装有旋转夹升降机构,所述旋转夹可开合地安装于所述旋转夹升降机构的底部;所述机架上安装有鹰嘴夹升降机构,所述鹰嘴夹升降机构上安装有驱动所述鹰嘴夹相对所述第一夹持组件伸缩的鹰嘴夹进给机构,所述鹰嘴夹可开合地安装于所述鹰嘴夹进给机构上。
5.进一步地,所述第一步进夹和所述第二步进夹均安装于所述第一步进夹直线驱动机构上,所述第一步进夹直线驱动机构包括步进电机,所述步进电机的输出端安装有丝杆,
所述机架的顶部架设有丝杆座,所述丝杆活动穿设于所述丝杆座内,所述丝杆座的顶部沿所述丝杆的长度方向安装有滑轨,所述滑轨上滑动安装有滑座,所述丝杆上穿设有螺母,所述螺母通过连接板与所述滑座固定,所述滑座上安装有第一步进夹安装座,所述第一步进夹安装座上安装有第一步进夹进给机构,所述第一步进夹安装于所述第一步进夹进给机构上,所述滑座上还固定安装有一升降固定座,所述升降固定座上安装有第二步进夹升降机构,所述第二步进夹升降机构的底部安装有第二步进夹进给机构,所述第二步进夹安装于所述第二步进夹进给机构上。
6.进一步地,所述拉绳夹、所述第一步进夹、所述夹绳夹以及所述旋转夹均为气动手指。
7.进一步地,所述第二步进夹和所述鹰嘴夹均包括上夹板和下夹板,所述下夹板的前端为夹持端,所述下夹板的后端安装有夹板气缸,所述上夹板的后端与所述下夹板铰接,所述上夹板的后端的上表面安装有铰接块,所述铰接块与所述夹板气缸的活塞杆的自由端通过连杆铰接,所述上夹板与所述下夹板的铰接轴线、所述连杆与所述铰接块的铰接轴线以及所述连杆与所述夹板气缸的活塞杆的自由端的铰接轴线平行。
8.进一步地,所述拉绳夹组件包括支架、两副拉绳夹以及拉绳夹直线驱动机构,所述拉绳夹直线驱动机构水平安装于所述第一传送机构和所述第二传送机构之间,所述支架固定安装于所述拉绳夹直线驱动机构上,两副所述拉绳夹安装于所述支架上并沿所述支架的垂直向上下间隔设置。
9.进一步地,所述第一传送机构和所述第二传送机构均为传送带或传送辊。
10.进一步地,所述夹绳夹进给机构、所述旋转夹进给机构、所述鹰嘴夹进给机构、所述剪刀进给机构、所述第一步进夹进给机构以及所述第二步进夹进给机构均为水平气缸。
11.进一步地,所述夹绳夹升降机构、所述旋转夹升降机构、所述鹰嘴夹升降机构均为垂直气缸。
12.本实用新型实现的自动打结机结构紧凑,所述拉绳夹组件可以将包装带料盘组件和夹绳夹之间的包装带拉伸成横置的u型,待打结的物料经第一传送机构运输至第一传送机构与第二传送机构之间的包装带上,而后由拉绳夹组件、第一夹持组件和第二夹持组件配合,实现对物料的束紧以及打结包装,剪刀裁断绳结后物料经第二传送机构向前传输至下一流程,提升了包装效率。
附图说明
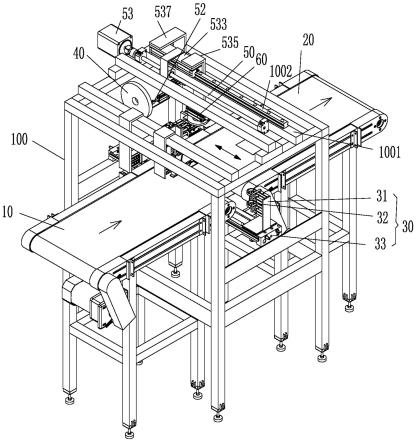
13.图1为本实用新型实施例所述自动打结机的立体结构示意图;其中,空心箭头代表所述第一传送机构的传送方向,实心箭头代表所述拉绳夹组件的移动方向;
14.图2为本实用新型实施例所述自动打结机不包括机架的立体结构示意图;
15.图3为本实用新型所述第一夹持组件的结构示意图;
16.图4为本实用新型所述鹰嘴夹的结构示意图。
具体实施方式
17.以下结合附图对本实用新型较佳实施例做详细说明。
18.如图1和图2所示,一种自动打结机,其包括第一传送机构10和第二传送机构20,所
述第一传送机构10和所述第二传送机构20呈直线间隔排列且同向传输,所述第一传送机构和所述第二传送机构20之间水平安装有可直线往复运动的用于拉动包装带的拉绳夹组件30,所述拉绳夹组件30包括支架31、两副拉绳夹32以及拉绳夹直线驱动机构33,所述拉绳夹直线驱动机构33水平安装于所述第一传送机构1和所述第二传送机构2之间,所述支架31固定安装于所述拉绳夹直线驱动机构33上,两副所述拉绳夹32安装于所述支架31上并沿所述支架31的垂直向上下间隔设置;所述拉绳夹组件30的移动方向与所述第一传送机构1的传送方向垂直,所述拉绳夹组件30的对侧安装有用于绕卷包装带的包装带料盘组件40;所述第一传送机构10和所述第二传送机构20上方的机架100上安装有第一夹持组件50和第二夹持组件60,所述第一夹持组件50和所述第二夹持组件60于所述拉绳夹组件30的移动方向的两侧相对设置。
19.如图3所示,所述第一夹持组件50包括沿所述拉绳夹组件30的移动方向直线往复运动的第一步进夹51和第二步进夹52,所述第二步进夹52位于靠近所述包装袋料盘组件40的一侧,所述第一步进夹51和所述第二步进夹52均安装于所述第一步进夹直线驱动机构53上,所述第一步进夹直线驱动机构53包括步进电机531,所述步进电机531的输出端安装有丝杆532,所述机架100的顶部架设有丝杆座1001,所述丝杆532活动穿设于所述丝杆座1001内,所述丝杆座1001的顶部沿所述丝杆532的长度方向安装有滑轨1002,所述滑轨1002上滑动安装有滑座533,所述丝杆532上穿设有螺母534,所述螺母534通过连接板5331与所述滑座533固定,所述滑座533上安装有第一步进夹安装座535,所述第一步进夹安装座535上安装有第一步进夹进给机构536,所述第一步进夹51安装于所述第一步进夹进给机构536上,所述滑座534上安装有升降固定座537,所述升降固定座537上安装有第二步进夹升降机构538,所述第二步进夹升降机构538的底部安装有第二步进夹进给机构539,所述第二步进夹52安装于所述第二步进夹进给机构539上。
20.所述第二夹持组件60包括沿所述拉绳夹组件3的移动方向顺序设置的鹰嘴夹6、旋转夹7、剪刀8以及夹绳夹9;所述夹绳夹9位于靠近所述包装带料盘组件40的一侧,所述机架100上安装有夹绳夹升降机构91,所述夹绳夹升降机构91上安装有夹绳夹进给机构92,所述夹绳夹9可开合地安装于所述夹绳夹进给机构92上;所述剪刀8通过剪刀进给机构81可伸缩地安装于所述机架100上;所述第一传送机构10上方的所述机架100上安装有旋转驱动机构71,所述旋转驱动机构71的底部安装有旋转夹进给机构72,所述旋转夹进给机构上安装有旋转夹升降机构73,所述旋转夹固定安装于所述旋转夹升降机构73的底部;所述机架100上安装有鹰嘴夹升降机构61,所述鹰嘴夹升降机构61的底部安装有驱动所述鹰嘴夹6相对所述第一夹持组件50伸缩的鹰嘴夹进给机构62,所述鹰嘴夹6可开合地安装于所述鹰嘴夹进给机构62上。
21.本实施例所述拉绳夹32、所述第一步进夹51、所述旋转夹7以及所述夹绳夹9均为气动手指;所述剪刀为气动剪刀。
22.如图4所示,所述鹰嘴夹6包括上夹板611和下夹板612,所述下夹板612的前端6121为夹持端,所述下夹板612的后端6122安装有夹板气缸613,所述上夹板611的后端6111与所述下夹板612铰接,所述上夹板611的后端6111的上表面安装有铰接块614,所述铰接块614与所述夹板气缸613的活塞杆6131的自由端通过连杆615铰接,所述上夹板611与所述下夹板612的铰接轴线、所述连杆615与所述铰接块614的铰接轴线以及所述连杆615与所述夹板
气缸613的活塞杆6131的自由端的铰接轴线平行。所述第二步进夹52与所述鹰嘴夹6结构相同。
23.本实施例实现的所述自动打结机的工作原理如下:
24.一、准备动作:
25.1.1初始状态所述拉绳夹位于远离包装带料盘组件的一侧,第一步进夹与第二步进夹位于靠近所述包装带料盘组件的一侧;先由人工将所述包装带料盘组件上的包装带的绳头(即绳头一)牵出,所述夹绳夹由夹绳夹升降机构带动升起,而后夹绳夹进给机构驱动所述夹绳夹向所述第一夹持组件一侧伸出并夹住绳头一,然后夹绳夹下降;
26.1.2拉绳夹由拉绳夹直线驱动机构带动向所述包装带料盘组件一侧移动并抓住所述包装带料盘组件与夹绳夹中间的包装带,然后拉绳夹组件后退,使得包装带被拉成横置的u形;
27.1.3待打结物料由第一传送机构输送到横置的u形包装带内,并停在需绑绳打结的地方;
28.二、第一个结:
29.2.1夹绳夹上升,第一步进夹伸出夹住夹绳夹原本夹住的绳头一,夹绳夹松开,第一步进夹夹持绳头一向所述拉绳夹组件一侧移动,并将绳头一拉过旋转夹且贴着旋转夹的上表面的外侧;
30.2.2旋转夹由旋转夹升降机构带动上升并打开夹子,此时绳头一贴着旋转夹上表面外侧,旋转夹进给机构带动所述旋转夹伸出并靠近与包装带料盘组件与所述拉绳夹之间的绳子(后续剪断成绳头二);
31.2.3第一步进夹进一步向所述拉绳夹组件一侧移动,第二步进夹伸出也夹住靠近绳头一的绳子,然后夹绳夹伸出并夹住包装带料盘组件处绳子,而旋转夹也同时夹住与包装带料盘组件连接的绳子,剪刀伸出并剪断该处绳子,使得旋转夹夹住的包装带成为绳头二;
32.2.4旋转夹夹住绳头二然后后退,第一步进夹同时收缩后退,此时绳头一与绳头二互相缠绕一圈成为第一个结;
33.三、第二个结:
34.3.1鹰嘴夹下降压住第一个结,第一步进夹与第二步进夹夹着绳头一向所述包装带料盘组件一侧移动至第二步进夹越过鹰嘴夹的上表面的外侧,此时绳头一被第一步进夹、第二步进夹夹持与绳头一底部的鹰嘴夹拉成s形;
35.3.2第二步进夹下降,鹰嘴夹打开,然后旋转驱机构带动夹持着绳头二的旋转夹自第二步进夹的上方向鹰嘴夹一侧旋转,至绳头二的中间部位处于鹰嘴夹范围内,鹰嘴夹夹住绳头二的中间部位;
36.3.3鹰嘴夹后退与第二步进夹同时后退,此时绳头一与绳头二被拉出蝴蝶结形状,然后第一步进夹开夹,第二步进夹夹持蝴蝶结的半圈与第一步进夹同时向所述包装带料盘组件一侧移动,将蝴蝶结拉紧,最后第二步进夹与鹰嘴夹都开夹,至此打结工作结束,物料可由第二传送机构输送出;
37.4、复位:各气缸有序复位,夹绳夹已于步骤2.3夹住包装袋料盘处的绳头(下一流程的绳头一),物料输送走后,便可让拉绳夹组件前进重复上述流程。
38.本实用新型所述夹绳夹进给机构、所述旋转夹进给机构、所述鹰嘴夹进给机构、所述剪刀进给机构、所述第一步进夹进给机构以及所述第二步进夹进给机构均为水平气缸;所述夹绳夹升降机构、所述旋转夹升降机构、所述鹰嘴夹升降机构均为垂直气缸;其中所述气动手指、垂直气缸、水平气缸均为机械领域常规结构,在此不作赘述;所述第一传送机构和所述第二传送机构可以为传送带或传送辊等机械领域常规的物料传送结构;实现进给、升降的设备不限于气缸,还可以为机械领域其他的直线驱动设备;机械领域技术人员可以理解,所述第一传送机构和所述第二传送机构的间距以不影响待打结的物料通过为限。所述步进电机、第一步进夹进给机构、第二步进夹升降机构、第二步进夹进给机构、夹绳夹升降机构、夹绳夹进给机构、剪刀进给机构、旋转驱动机构、旋转夹升降机构、旋转夹进给机构、鹰嘴夹升降机构、鹰嘴夹进给机构均与数控系统通信连接,此为数控领域常规技术手段,在此不作赘述;所述第一步进夹与所述第二步进夹的安装结构不限于实施例所示,所述第一步进夹与所述第二步进夹也可以分别由各自的驱动机构驱动进行同步直线往复运动,但实施例的结构较为紧凑且运行稳定;所述拉绳夹的数量可以仅为一个或设置两个以上,但实施例的结构拉出的弧形更大,便于物料穿梭至横置的u型包装带内;所述包装带料盘组件为机械领域常规的放卷结构在此不作赘述。
39.以上所述仅为本实用新型的实施例,并非因此限制本实用新型的专利范围,凡是利用本实用新型说明书内容所作的等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本实用新型的专利保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1