一种自动化布料输送装置的制作方法
背景技术:
技术实现思路
技术特征:
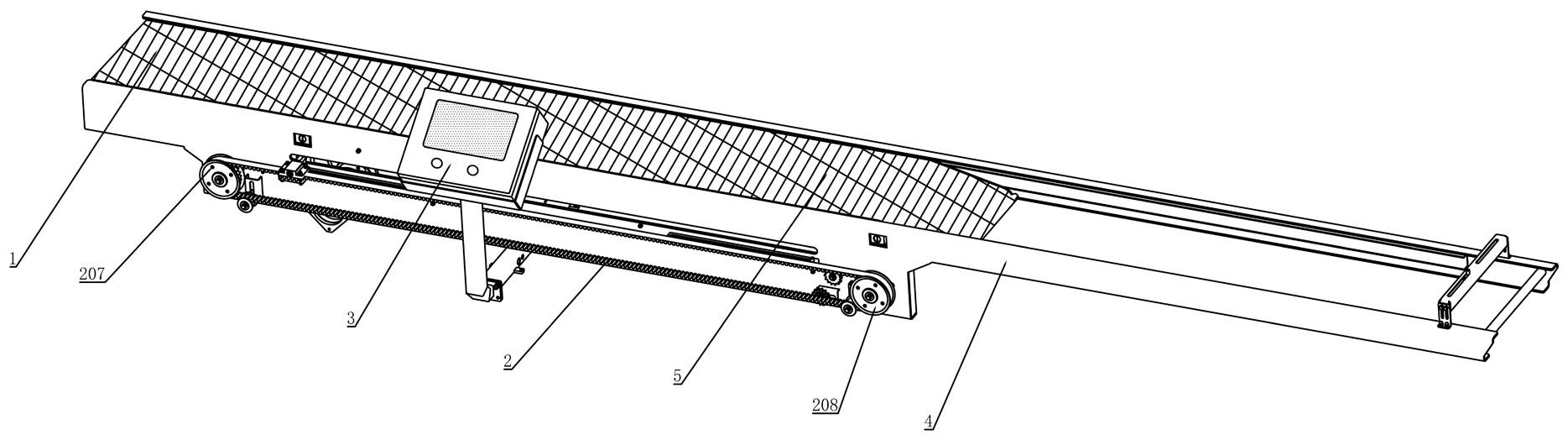
1.一种自动化布料输送装置,其特征在于:输送带伸缩总成(1)、同步带啮合传动总成(2)、触摸屏(3)、输送带(5)装配于输送带支撑及感应总成(4)上;所述输送带伸缩总成(1)设置左右伸缩框架(103),左右伸缩框架(103)内设有上导向滑块轴(106)和下导向滑块轴(107),上导向滑块轴(106)轴端上设有上导向滑块(104),下导向滑块轴(107)轴端两侧设有下导向滑块(105)、压板(101)和齿板(102),上导向滑块(104)在上滑道(405)内滑动,下导向滑块(105)在下滑道(406)内滑动,其中压板(101)、齿板(102)与同步带啮合传动总成(2)中的同步齿形带(201)上下凹凸配合连接,同步带啮合传动总成(2)驱动输送带伸缩总成(1)伸缩运动;所述同步带啮合传动总成(2)设置伺服电机(210)驱动主动同步带轮(202),传动齿形带(205)连接主动同步带轮(202)和从动同步带轮(203),从动同步带轮(203)、输送带轮一(204)、输送带轮三(207)同轴装配,输送带轮一(204)、和输送带轮二(206)设置于输送带支撑左侧梁(402)外侧依靠同步齿形带(201)同步传动,输送带轮三(207)及输送带轮四(208)设置于输送带支撑右侧梁(403)外侧依靠同步齿形带(201)同步传动;所述输送带支撑及感应总成(4)设置用于装配电气件的电控盒(209)装配于底架(401)内部,伺服电机(210)也装配于底架(401)内部,接近开关一(409)、接近开关二(410)设置于接近开关调整座(407)上,光电传感器(411)安装于光电传感器座(408)上;当接近开关一(409)感应到同步齿形带(201)上压板(101)时 ,控制伺服电机(210)正转,输送带伸缩总成(1)驱动输送带(5)向出料端方向直线移动;当移动到光电传感器(411)位置时感应到输送带(5)上的物料,光电传感器(411)给出反馈信号,控制伺服电机(210)关闭输送带伸缩总成(1)停止移动,而输送带(5)则由自身联接的电机驱动而继续移动;当接近开关二(410)感应到同步齿形带(201)上压板(101)时,控制伺服电机(210)反转,输送带(5)自身联接的电机关闭,输送带伸缩总成(1)带动输送带(5)做向入料端方向反向直线移动。
2.根据权利要求1所述的一种自动化布料输送装置,其特征在于:所述接近开关一(409)、接近开关二(410)设置于接近开关调整座(407)上,二者的位置可沿调整座(407)长孔方向调整。
3.根据权利要求1或2所述的一种自动化布料输送装置,其特征在于:通过调整接近开关一(409)、接近开关二(410)位置而设定输送带伸缩总成(1)往复的范围,并通过触摸屏(3)调整伺服电机(210)和输送带(5)自身联接电机的转速,实现输送带(5)正反方向无级变速并进行自动布料。
4.根据权利要求1或2所述的一种自动化布料输送装置,其特征在于:触摸屏控制系统设置于触摸屏支架(404)上,可实时进行伸缩速度调整、往复距离调整,适合多规格食品的参数预设及一键操控。
5.根据权利要求3所述的一种自动化布料输送装置,其特征在于:触摸屏控制系统设置于触摸屏支架(404)上,可实时进行伸缩速度调整、往复距离调整,适合多规格食品参数预设及一键操控。
技术总结
本技术涉及一种自动化输送布料装置。所要解决的问题是:转角过渡物料堆积增加人工、采用普通电机驱动相关齿条或链条机构传动,其传输运行精度差、噪音高且需经常维护保养,控制操作不够智能化等缺点和问题。所采用的技术方案要点是:输送带伸缩总成、同步带啮合传动总成、触摸屏、输送带装配于输送带支撑及感应总成上。适用于多规格食品的参数预设及一键操控。
技术研发人员:吴家伟,林成红,林涛,孙彬彬
受保护的技术使用者:烟台市奥威制冷设备有限公司
技术研发日:20221125
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!