一种对称异形定子送料机构的制作方法
本技术涉及电机制造设备,特别是一种对称异形定子送料机构。
背景技术:
1、在罩极电机生产过程中,不规则的定子冲压成叠片后,需要进行相应的整形挤孔加工,这样就会出现定位困难。目前厂家生产时,大都采用人工推入到位,导致该工序人工成本高。同时,由于其工作处在高速冲压设备和整形机之间,因而,其噪音和安全问题也比较突出。
2、中国专利(专利申请号为201420230354.0)公开的“一种电机定子送料架”,包括支架,支架端部固定设有两根平行的第一滑杆,两根第一滑杆上均套设有第一滑动套,第一滑动套的上端设置横板,横板的上端面固定设有两个相互平行的第二滑动套,第二滑动套内设有第二滑杆,两个第二滑杆平行设置,所述两个第二滑杆的两端部分别固定设有竖板,竖板的下端面与横板的上端面间留有间隙,竖板的上端面两侧对称设有横支杆。与现有技术相比,该实用新型的电机定子送料架,能够将电机定子放在两个横支杆上方,通过滑动第一滑动套和第一滑动杆的相对滑动配合,以及第二滑动套和第二滑动杆的相对滑动配合,便于调整定子的位置,方便将定子送入设备操作台上。
3、另一中国专利(专利申请号为201721316783.x)公开的“定子送料装置”,包括传送装置,沿传送装置的传送方向依次设置有第一挡条组件、定位组件及第二挡条组件;第一挡条组件包括第一挡条和用于驱动第一挡条移动的第一驱动装置;定位组件包括定位架和用于驱动定位架移动的第二驱动装置,定位架具有三个隔板,三个隔板将定位架划分为相邻的第一通道和第二通道;第二挡条组件包括第二挡条和用于驱动第二挡条移动的第三驱动装置。通过定位架中第一通道和第二通道的设置,可同时进行装配工作和定子周转条的进料工作,这样,可大大提高装配效率;另外,定子在装配时总是随着通道偏离传送装置,这样,可提高定子周转条的稳定性,进而提高装配质量的可靠性。
技术实现思路
1、针对现有技术所存在的不足,本实用新型所要解决的技术问题是提供一种既能提高生产效率、又能降低安全隐患、且能实现定子自动送料的设备。
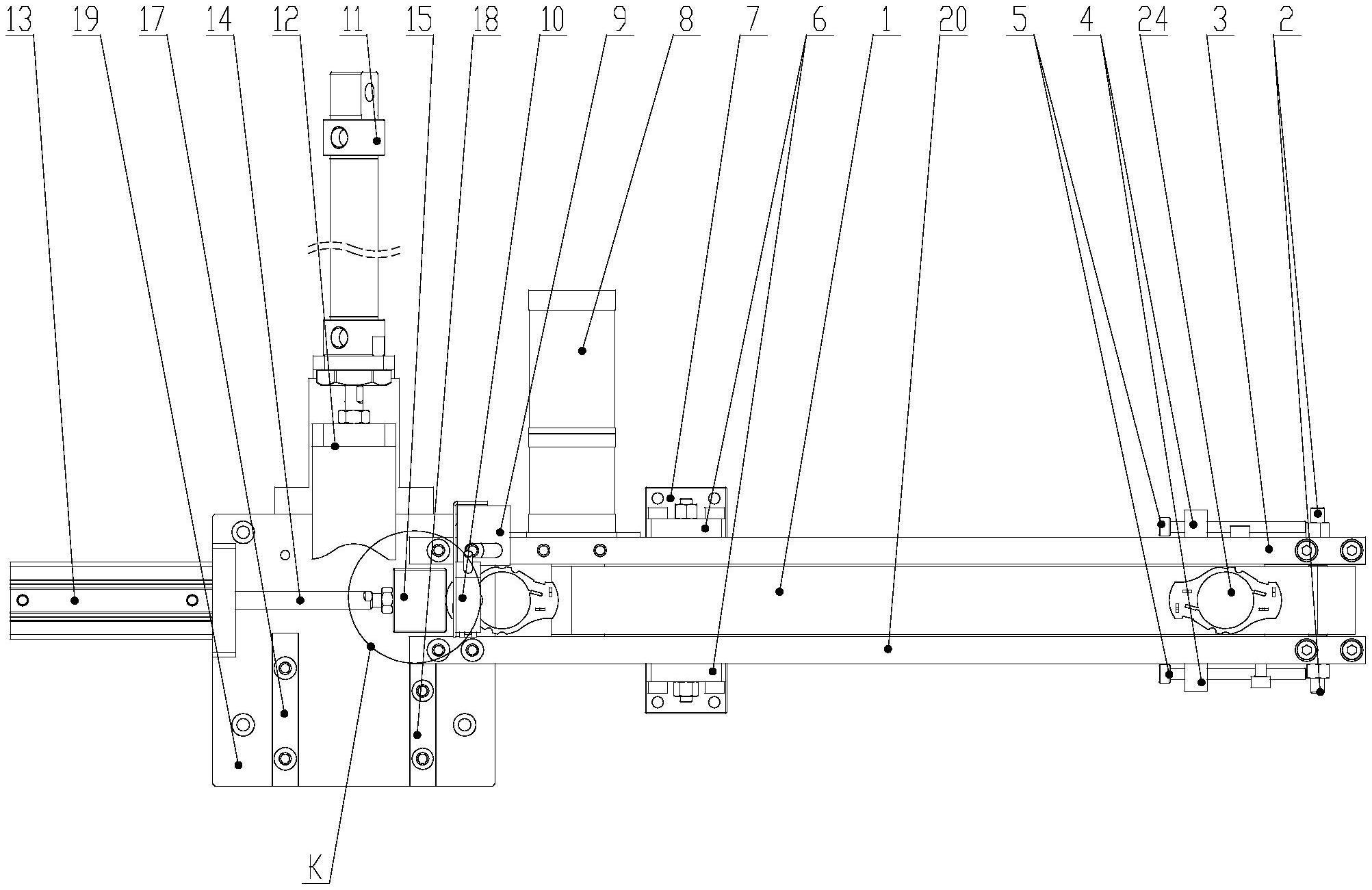
2、为解决上述技术问题,本实用新型所采取的技术方案是设计一种对称异形定子送料机构;包括输送皮带组件,还包括感应组件、送料面板组件、吸料组件和推送料组件;所述吸料组件设置在送料面板组件的上面靠后部位,所述推送料组件设置在送料面板组件的上面后部,所述输送皮带组件设置在送料面板组件的右部,所述感应组件设置在输送皮带组件与送料面板组件的接合部位。
3、所述送料面板组件包括送料面板19、左挡板17和右挡板18;所述左挡板17和右挡板18分别设置在送料面板19上面前部的中左部位和中右部位。
4、所述吸料组件包括吸料气缸13、吸料气缸组件推杆轴14、吸料磁铁固定板15和吸料磁铁16;所述吸料气缸13设置在送料面板19上面中后部位的左侧,所述吸料气缸13向右伸出的吸料气缸组件推杆轴14的右端连接吸料磁铁固定板15,所述吸料磁铁16设置在吸料磁铁固定板15的右侧部位。
5、所述推送料组件包括推送料气缸11和推送料板12;所述推送料气缸11设置在送料面板19上面中后部位的后侧,其向前伸出的推送料气缸轴连接推送料板12。
6、在所述推送料板12的前端为与定子工件外形相配的仿形曲线25。
7、所述感应组件包括感应器固定板9和感应器10;所述感应器固定板9竖直设置在输送皮带组件左端的后侧上面,所述感应器10设置在其上部。
8、所述输送皮带组件包括支承组件、驱动组件和输送皮带1和前后两块安装板26;
9、所述支承组件包括输送带连接板7、前后两块固定支撑板6、输送带垫板23、输送皮带前挡板20、输送皮带后挡板3和前后两块安装板26;所述输送带连接板7设置在底部,其前后两侧分别竖直设置固定支撑板6,所述输送皮带前挡板20和输送皮带后挡板3分别设置在输送带垫板23的前后两侧上边缘,且在输送带垫板23的中左部位由固定支撑板调节螺杆22可上下调节地固定在固定支撑板6的中上部位;所述前后两块安装板26分别设置在输送带垫板23的右端、输送皮带前挡板20和输送皮带后挡板3的右端下部;
10、所述驱动组件包括主动轮构件21、从动轮构件2和驱动电机8,所述主动轮构件21设置在输送带垫板23的左端,所述从动轮构件2设置在前后两块安装板26之间;所述驱动电机8设置在输送带垫板23左端的后侧,其动力输出端连接主动轮构件21;所述输送皮带1绕装在主动轮构件21和从动轮构件2上,所述输送带垫板23承托环绕后的输送皮带1的上层。
11、在所述输送皮带组件中还包括有皮带张紧组件,所述皮带张紧组件包括皮带张紧螺杆固定板4和前后两根皮带张紧螺杆5,所述皮带张紧螺杆固定板4设置在前后两块安装板26的左端中部;所述皮带张紧螺杆5向右方向旋进皮带张紧螺杆固定板4前后两端中,其右端部连接从动轮构件2轴线的两端。
12、所述输送带垫板23的截面呈“凸”字形状。
13、所述驱动电机8采用直流电机。
14、本实用新型的对称异形定子送料机构,采用输送皮带组件承接并输送由上一道的高速冲滑槽落入的定子工件,再由感应器感应到定子工件后,转由吸料组件吸附至送料面板上,最后再由推送料组件将定子工件通过由左挡板和右挡板构成的推送料通道将其推出,并推入下一道整形工序,整个过程一气呵成,从而实现了定子的自动送料,因而,既提高了生产效率,又不需要人工手动推送,大大降低了生产过程中的安全隐患。同时,由于推送料组件中推送料板的前端为与定子工件外形相配的仿形曲线,故其在推送过程中,能够自动校正定子工件的方位,并在推送料通道挟持下,能够准确无误地将定子工件推入下一道整形工位。
技术特征:
1.一种对称异形定子送料机构,包括输送皮带组件,其特征在于:还包括感应组件、送料面板组件、吸料组件和推送料组件;所述吸料组件设置在送料面板组件的上面靠后部位,所述推送料组件设置在送料面板组件的上面后部,所述输送皮带组件设置在送料面板组件的右部,所述感应组件设置在输送皮带组件与送料面板组件的接合部位。
2.根据权利要求1所述的对称异形定子送料机构,其特征在于:所述送料面板组件包括送料面板(19)、左挡板(17)和右挡板(18);所述左挡板(17)和右挡板(18)分别设置在送料面板(19)上面前部的中左部位和中右部位。
3.根据权利要求2所述的对称异形定子送料机构,其特征在于:所述吸料组件包括吸料气缸(13)、吸料气缸组件推杆轴(14)、吸料磁铁固定板(15)和吸料磁铁(16);所述吸料气缸(13)设置在送料面板(19)上面中后部位的左侧,所述吸料气缸(13)向右伸出的吸料气缸组件推杆轴(14)的右端连接吸料磁铁固定板(15),所述吸料磁铁(16)设置在吸料磁铁固定板(15)的右侧部位。
4.根据权利要求3所述的对称异形定子送料机构,其特征在于:所述推送料组件包括推送料气缸(11)和推送料板(12);所述推送料气缸(11)设置在送料面板(19)上面中后部位的后侧,其向前伸出的推送料气缸轴连接推送料板(12)。
5.根据权利要求4所述的对称异形定子送料机构,其特征在于:在所述推送料板(12)的前端为与定子工件外形相配的仿形曲线(25)。
6.根据权利要求5所述的对称异形定子送料机构,其特征在于:所述感应组件包括感应器固定板(9)和感应器(10);所述感应器固定板(9)竖直设置在输送皮带组件左端的后侧上面,所述感应器(10)设置在其上部。
7.根据权利要求1-6中任一项所述的对称异形定子送料机构,其特征在于:所述输送皮带组件包括支承组件、驱动组件和输送皮带(1)和前后两块安装板(26);
8.根据权利要求7所述的对称异形定子送料机构,其特征在于:在所述输送皮带组件中还包括有皮带张紧组件,所述皮带张紧组件包括皮带张紧螺杆固定板(4)和前后两根皮带张紧螺杆(5),所述皮带张紧螺杆固定板(4)设置在前后两块安装板(26)的左端中部;所述皮带张紧螺杆(5)向右方向旋进皮带张紧螺杆固定板(4)前后两端中,其右端部连接从动轮构件(2)轴线的两端。
9.根据权利要求8所述的对称异形定子送料机构,其特征在于:所述输送带垫板(23)的截面呈“凸”字形状。
10.根据权利要求9所述的对称异形定子送料机构,其特征在于:所述驱动电机(8)采用直流电机。
技术总结
本技术公开的一种对称异形定子送料机构,涉及电机制造设备技术领域,包括输送皮带组件,还包括感应组件、送料面板组件、吸料组件和推送料组件;所述吸料组件设置在送料面板组件的上面靠后部位,所述推送料组件设置在送料面板组件的上面后部,所述输送皮带组件设置在送料面板组件的右部,所述感应组件设置在输送皮带组件与送料面板组件的接合部位。具有既能提高生产效率、又能降低安全隐患、且能实现定子自动送料等特点,适用于对称异形定子的各类电机的制造使用。
技术研发人员:聂鹏举,曾利刚,齐健辉,蒋顺民
受保护的技术使用者:祁阳县科力尔电机有限公司
技术研发日:20221216
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!