一种镜片检测机的制作方法
本技术涉及镜片检测,尤其公开了一种镜片检测机。
背景技术:
1、现有的镜片产品在生产过程中会贴上保护膜出售,以保护镜片不被划花。在出售前还需要对镜片产品进行除尘、检测、合膜等工序,除尘和检测过程需要将保护膜撕下,等除尘完成并且通过无尘检测后才会将保护膜重新贴上。当除尘处理完后,通常需要检测除尘效果是否达标,镜片是否有划痕、气泡等瑕疵。然而,目前对镜片的撕膜、除尘、检测、合膜等工序仍采用独立分开的方式进行,且其中多道工序还采用人工操作模式,导致整个生产过程的效率低下,且质量得不到保证,不良品率高,人工成本高。
技术实现思路
1、为了克服现有技术中存在的缺点和不足,本实用新型的目的在于提供一种镜片检测机,集撕膜、除尘、检测、合膜为一体,采用自动化操作流程,提高生产效率,保证产品质量,降低不良品率,节省人工成本。
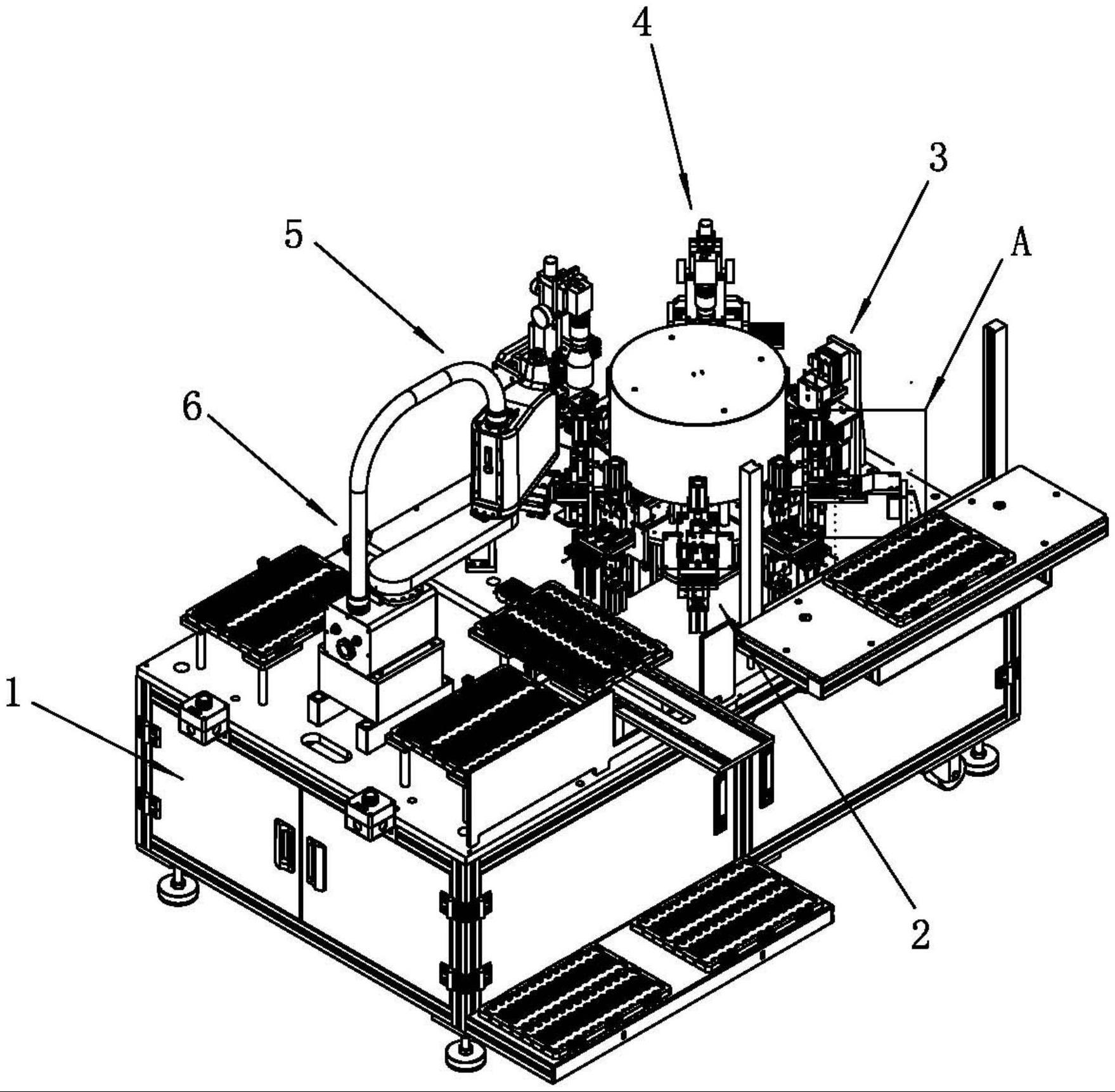
2、为实现上述目的,本实用新型的一种镜片检测机,包括机架;机架上设置有转动的转盘,转盘上环绕设置有多个用于装夹镜片产品并对镜片产品撕膜和贴膜的夹料机构,转盘用于带动多个夹料机构转动;沿着转盘的转动方向,机架还设置有上料工位、撕膜工位、吸尘机构、检测机构、合膜机构及下料机构,上料工位用于把镜片产品上料至夹料机构,撕膜工位上设置有定位组件,吸尘机构、检测机构及合膜机构均设置有定位组件及用于切换镜片的切换组件,吸尘机构用于对镜片产品进行除尘处理,检测机构用于检测镜片产品外观是否合格,合膜机构用于调整镜片产品出料方向并辅助夹料机构贴膜,下料机构用于将夹料机构上装夹的镜片产品取下。
3、具体地,夹料机构包括固定安装于转盘上的固定板,固定板上设置有第一移动气缸、第一滑轨及夹具,第一移动气缸驱动连接有第一滑块,第一滑块滑动连接于第一滑轨,第一滑块固定连接有第一安装板,固定板贯穿于第一安装板设置,第一安装板以固定板为轴上下对称设置有夹膜气缸,夹膜气缸驱动连接有第一连接件,第一连接件上设置有弹簧件及l型件,弹簧件连接有压块,l型件配合压块形成夹子用于夹取镜片产品上的保护膜;夹具设置有装夹槽及让位孔,装夹槽用于装夹镜片产品,让位孔用于为l型件提供让位空间。
4、具体地,定位组件包括支撑件、定位气缸、定位板,支撑件固定安装于机架上,定位气缸设置于支撑件上,定位气缸驱动连接定位板,定位板用于压持定位夹具上装夹的镜片产品。
5、具体地,切换组件包括前后移动气缸及切换件,前后移动气缸驱动连接切换件,切换件用于拨动镜片产品以切换镜片。
6、具体地,切换组件还包括上下移动气缸及第二连接件,上下移动气缸驱动连接第二连接件,前后移动气缸安装于第二连接件。
7、具体地,吸尘机构包括吸尘气缸、第三连接件及吸气件,吸尘气缸固定安装于支撑件,吸尘气缸驱动连接第三连接件,吸气件安装于第三连接件并用于对镜片产品进行吸尘处理,压板对应吸气件设置有工作孔;前后移动气缸安装于第三连接件。
8、具体地,检测机构包括第二移动气缸、第二滑块、第二滑轨、第二安装板、ccd相机、检测气缸及支架,第二移动气缸安装于支撑件并驱动连接第二滑块,第二滑轨设置于支撑件,第二滑块滑动连接于第二滑轨,第二滑块固定连接于第二安装板,ccd相机、定位气缸及上下移动气缸均安装于第二安装板,检测气缸安装于压板上并驱动连接支架。
9、具体地,合膜机构包括第三移动气缸、第三安装板、合膜气缸及合膜件,第三移动气缸安装于支撑件并驱动连接第三安装板,合膜气缸、上下移动气缸及定位气缸均安装于第三安装板,合膜气缸驱动连接合膜件,合膜件用于辅助夹料机构对镜片产品进行贴膜。
10、具体地,吸尘机构的吸气件、检测机构的支架及合膜机构的定位板均设置有检测传感器,检测传感器用于检测镜片是否正常切换并确定镜片的位置。
11、具体地,下料机构包括设置于机架上的机器人与用于容置承料盘的承料工位,承料工位包括用于承载合格品承料盘的合格品区与用于承载不良品承料盘的不良品区,机器人包括机械臂与夹具组件,机械臂包括安装于机架上的基座,基座转动连接有转动臂,转动臂的一端转动设置有机头;夹具组件包括转动设置于机头的连接杆,连接杆的末端固定安装有第四连接件,第四连接件设置有调节气缸,调节气缸驱动连接有两个取料组件并用于调整两个取料组件之间的间距,取料组件用于拾取夹料机构上装夹的镜片产品并转移到承料工位上的承料盘中。
12、本实用新型的有益效果:本实用新型所述的镜片检测机包括机架,设置于机架上的转盘、吸尘机构、检测机构、合膜机构、下料机构及人机控制界面,转盘上设置有多个夹料机构,吸尘机构、检测机构及合膜机构均设置有定位组件与切换组件。在实际生产中,人工操作人机控制界面输入参数并启动机器,人工从上料工位持续将镜片产品装夹到夹料机构上,转盘转动带动多个夹料机构逆时针转动,装夹有镜片产品的夹料机构逐一经过并短暂停留撕膜工位、吸尘机构、检测机构、合膜机构及下料机构,撕膜工位上的定位组件辅助夹料机构将镜片产品上贴附的保护膜撕下,吸尘机构对撕膜后的镜片产品进行除尘处理,检测机构对已除尘的镜片产品进行检测有无瑕疵或灰尘杂质,检测后的镜片产品经由合膜机构进行调整统一方向并贴上保护膜,下料机构将贴好保护膜的镜片产品取下并按照合格品与不良品进行分批放置。该镜片检测机将撕膜、除尘、检测、合膜、下料集成一体并采用全自动化操作,使得机器结构更紧凑,节省占地空间,代替人工操作,提高生产效率,保证产品质量,降低不良品率,节省人工成本。
技术特征:
1.一种镜片检测机,包括机架(1);其特征在于:机架(1)上设置有转动的转盘(11),转盘(11)上环绕设置有多个用于装夹镜片产品并对镜片产品撕膜和贴膜的夹料机构(2),转盘(11)用于带动多个夹料机构(2)转动;沿着转盘(11)的转动方向,机架(1)还设置有上料工位(12)、撕膜工位(13)、吸尘机构(3)、检测机构(4)、合膜机构(5)及下料机构(6),上料工位(12)用于把镜片产品上料至夹料机构(2),撕膜工位(13)上设置有定位组件(7),吸尘机构(3)、检测机构(4)及合膜机构(5)均设置有定位组件(7)及用于切换镜片的切换组件(8),吸尘机构(3)用于对镜片产品进行除尘处理,检测机构(4)用于检测镜片产品外观是否合格,合膜机构(5)用于调整镜片产品出料方向并辅助夹料机构(2)贴膜,下料机构(6)用于将夹料机构(2)上装夹的镜片产品取下。
2.根据权利要求1所述的镜片检测机,其特征在于:夹料机构(2)包括固定安装于转盘(11)上的固定板(21),固定板(21)上设置有第一移动气缸(22)、第一滑轨(23)及夹具(24),第一移动气缸(22)驱动连接有第一滑块(25),第一滑块(25)滑动连接于第一滑轨(23),第一滑块(25)固定连接有第一安装板(26),固定板(21)贯穿于第一安装板(26)设置,第一安装板(26)以固定板(21)为轴上下对称设置有夹膜气缸(27),夹膜气缸(27)驱动连接有第一连接件(28),第一连接件(28)上设置有弹簧件(29)及l型件(210),弹簧件(29)连接有压块(211),l型件(210)配合压块(211)形成夹子用于夹取镜片产品上的保护膜;夹具(24)设置有装夹槽及让位孔,装夹槽用于装夹镜片产品,让位孔用于为l型件(210)提供让位空间。
3.根据权利要求1所述的镜片检测机,其特征在于:定位组件(7)包括支撑件(71)、定位气缸(72)、定位板(73),支撑件(71)固定安装于机架(1)上,定位气缸(72)设置于支撑件(71)上,定位气缸(72)驱动连接定位板(73),定位板(73)用于压持定位夹具(24)上装夹的镜片产品。
4.根据权利要求3所述的镜片检测机,其特征在于:切换组件(8)包括前后移动气缸(81)及切换件(82),前后移动气缸(81)驱动连接切换件(82),切换件(82)用于拨动镜片产品以切换镜片。
5.根据权利要求4所述的镜片检测机,其特征在于:切换组件(8)还包括上下移动气缸(84)及第二连接件(85),上下移动气缸(84)驱动连接第二连接件(85),前后移动气缸(81)安装于第二连接件(85)。
6.根据权利要求4所述的镜片检测机,其特征在于:吸尘机构(3)包括吸尘气缸(31)、第三连接件(32)及吸气件(33),吸尘气缸(31)固定安装于支撑件(71),吸尘气缸(31)驱动连接第三连接件(32),吸气件(33)安装于第三连接件(32)并用于对镜片产品进行吸尘处理,压板对应吸气件(33)设置有工作孔;前后移动气缸(81)安装于第三连接件(32)。
7.根据权利要求5所述的镜片检测机,其特征在于:检测机构(4)包括第二移动气缸(41)、第二滑块(42)、第二滑轨(43)、第二安装板(44)、ccd相机(45)、检测气缸(46)及支架(47),第二移动气缸(41)安装于支撑件(71)并驱动连接第二滑块(42),第二滑轨(43)设置于支撑件(71),第二滑块(42)滑动连接于第二滑轨(43),第二滑块(42)固定连接于第二安装板(44),ccd相机(45)、定位气缸(72)及上下移动气缸(84)均安装于第二安装板(44),检测气缸(46)安装于压板上并驱动连接支架(47)。
8.根据权利要求5所述的镜片检测机,其特征在于:合膜机构(5)包括第三移动气缸(51)、第三安装板(52)、合膜气缸(53)及合膜件(54),第三移动气缸(51)安装于支撑件(71)并驱动连接第三安装板(52),合膜气缸(53)、上下移动气缸(84)及定位气缸(72)均安装于第三安装板(52),合膜气缸(53)驱动连接合膜件(54),合膜件(54)用于辅助夹料机构(2)对镜片产品进行贴膜。
9.根据权利要求6、7或8所述的镜片检测机,其特征在于:吸尘机构(3)的吸气件(33)、检测机构(4)的支架(47)及合膜机构(5)的定位板(73)均设置有检测传感器(83),检测传感器(83)用于检测镜片是否正常切换并确定镜片的位置。
10.根据权利要求1所述的镜片检测机,其特征在于:下料机构(6)包括设置于机架(1)上的机器人(62)与用于容置承料盘的承料工位(61),承料工位(61)包括用于放置合格品承料盘的合格品区(611)与用于放置不良品承料盘的不良品区(612),机器人(62)包括机械臂与夹具组件,机械臂包括安装于机架(1)上的基座(621),基座(621)转动连接有转动臂(622),转动臂(622)的一端转动设置有机头(623);夹具组件包括转动设置于机头(623)的连接杆(624),连接杆(624)的末端固定安装有第四连接件(625),第四连接件(625)设置有调节气缸(626),调节气缸(626)驱动连接有两个取料组件(627)并用于调整两个取料组件(627)之间的间距,取料组件(627)用于拾取夹料机构(2)上装夹的镜片产品并转移到承料工位(61)的承料盘中。
技术总结
本技术公开了一种镜片检测机包括机架,设置于机架上的转盘、吸尘机构、检测机构、合膜机构、下料机构及人机控制界面,转盘上设置有多个夹料机构,上料工位用于人工上料装夹到夹料机构上,撕膜工位上设置有定位组件,吸尘机构、检测机构及合膜机构均设置有定位组件及用于切换镜片的切换组件,吸尘机构用于对镜片产品进行除尘处理,检测机构用于检测镜片产品是否除尘及有无瑕疵,合膜机构用于调整镜片产品出料方向并辅助贴膜,下料机构用于将夹料机构上装夹的镜片产品取下,机架上还设置有控制连接转盘及各机构的人机控制界面。该镜片检测机结构更紧凑,节省占地空间,代替人工操作,提高生产效率,保证产品质量,降低不良品率,节省人工成本。
技术研发人员:蔡涛
受保护的技术使用者:东莞三众电器科技有限公司
技术研发日:20221229
技术公布日:2024/1/12
- 还没有人留言评论。精彩留言会获得点赞!