物料分拣投放设备、物料分拣投放方法和自动化生产线与流程
本发明涉及自动化领域,尤其涉及一种物料分拣投放设备、物料分拣投放方法和自动化生产线。
背景技术:
1、在产品的包装过程中,经常遇到需要将物料进行分拣并投放仅包装容器中的情况,例如食品包装领域中的配料投放。现有的物料投放操作多数为人工投料,需要人员数量多,劳动强度高,自动化程度低,产能效率偏低,难以适应当前的市场环境。
技术实现思路
1、本发明要解决的技术问题是提供一种物料分拣投放设备、物料分拣投放方法和自动化生产线,自动化完成物料的分拣和投放操作,提高包装效率,降低生产成本。
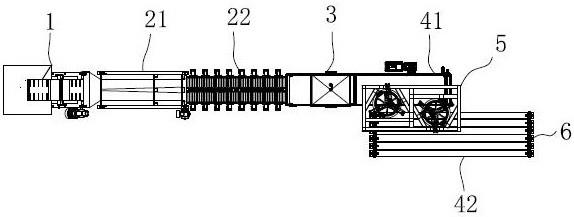
2、为了解决上述技术问题,本发明提供的技术方案如下:一种物料分拣投放设备,至少包括:
3、机架,所述的机架上设有第一输送机构和第二输送机构,所述的第一输送机构和第二输送机构独立工作;
4、理料模块,所述的理料模块包括差速理料组件,所述的差速理料组件包括若干并行设置辊轴,至少其中一根辊轴的转速与其它辊轴不同;所述理料模块的出料端与第一输送机构的进料端对应;
5、检测模块,所述的检测模块包括图像采集单元;所述的图像采集单元位于第一输送机构上方,并朝向第一输送机构设置;
6、转移模块,所述的转移模块包括机械手,所述的机械手用于将物料从第一输送机构转移至第二输送机构;
7、控制模块,所述的控制模块用于接收检测模块采集的图像数据,并控制机械手的工作状态;
8、落料模块,所述的落料模块包括落料引导通道,所述落料引导通道的进料端与第二输送机构的出料端对应,且所述的落料引导通道相对于第二输送机构倾斜向下设置。
9、理料模块可以通过辊轴的差速转动将堆叠的物料散开,并增大各个物料之间的间距,为后续的转移操作创造条件。检测模块用于获取物料在第一输送机构上的位置信息,并反馈给控制模块,控制模块进而控制转移模块工作,将物料从第一输送机构拾取,有序放置在第二输送机构上的特定位置。最后物料从第二输送机构的出料端有序送出,并在重力作用下沿落料引导通道掉落投放。
10、作为优选,所述的第一输送机构包括第一传送带,所述的第二输送机构包括第二传送带,所述的第二传送带上分布有至少两个分隔件,所述的分隔件沿第二传送带的运动方向设置,每相邻两个分隔件之间形成输送通道,所述的输送通道与落料引导通道一一对应。
11、在第二传送带上划分出各个输送通道,物料转移到第二输送机构后沿输送通道可控运动。
12、作为优选,所述的差速理料组件包括至少两个辊组,每一辊组内设有至少两根辊轴,同一辊组内的辊轴同步运动,不同辊组的辊轴转速不同。起到更好的分料效果。
13、作为优选,所述的理料模块还包括分料组件,所述分料组件的出料端与差速理料组件的进料端对应;
14、所述的分料组件包括第三传送带和若干分料挡板,所述的分料挡板位于第三传送带上方,相邻的两个分料挡板之间形成分料通道,所述分料通道出口端的宽度小于入口端的宽度。
15、分料组件将物料进行分散,避免物料在第一输送机构的横向上过于集中分布。
16、作为优选,所述的机械手包括夹持机构和转移驱动机构,所述的夹持机构包括安装座,所述的安装座上设有负压吸附单元;
17、所述的转移驱动机构包括至少三个独立工作的驱动单元,各个驱动单元在安装座的周向上均布。
18、负压吸附单元用于吸附物料,各个驱动单元配合工作调整夹持机构的位置。
19、作为优选,所述的落料模块还包括接料组件,所述的接料组件包括接料斗和下压机构,所述接料斗位于落料引导通道的出料端;
20、所述的下压机构包括压头和下压驱动单元,所述的下压驱动单元用于驱动压头上下运动。
21、接料组件对下落的物料起到缓冲作用,避免物料下落速度过快,以保证物料的精确可靠投放。
22、作为优选,还包括上料模块,所述的上料模块包括上料斗和提升带,所述的提升带用于将物料从料斗输送至理料模块。
23、一种物料分拣投放方法,采用如上所述的物料分拣投放设备;
24、至少包括以下步骤:
25、s1.理料:物料输送至差速理料组件,在各个辊轴的差速旋转驱动下,调整物料的间距;
26、s2.检测:图像采集单元采集第一输送机构上的图像信息,图像信息包括物料位于第一输送单元上的位置;控制模块根据图像采集单元反馈的图像信息,控制转移模块的工作状态;
27、s3.转移:转移模块工作,机械手拾取第一输送机构上的物料,并转移至第二输送机构上的特定位置;
28、s4.投放:第二输送机构的物料从出口端进入落料引导通道,并在重力作用下投放。
29、一种自动化生产线,包括包装输送模块,所述的包装输送模块包括包装传送带,所述的包装传送带上分布有包装工位;
30、还包括至少一个如上所述的物料分拣投放设备,在竖直方向上所述的包装传送带位于第二输送机构下方,且所述落料引导通道的出料端与包装工位对应。
31、作为优选,所述物料分拣投放设备的数量为两个,且两个物料分拣投放设备中第二输送机构的出料端左右对置。
技术特征:
1.一种物料分拣投放设备,其特征在于,至少包括:
2.根据权利要求1所述的物料分拣投放设备,其特征在于:所述的第一输送机构包括第一传送带,所述的第二输送机构包括第二传送带,所述的第二传送带上分布有至少两个分隔件,所述的分隔件沿第二传送带的运动方向设置,每相邻两个分隔件之间形成输送通道,所述的输送通道与落料引导通道一一对应。
3.根据权利要求1所述的物料分拣投放设备,其特征在于:所述的差速理料组件包括至少两个辊组,每一辊组内设有至少两根辊轴,同一辊组内的辊轴同步运动,不同辊组的辊轴转速不同。
4.根据权利要求3所述的物料分拣投放设备,其特征在于:所述的理料模块还包括分料组件,所述分料组件的出料端与差速理料组件的进料端对应;
5.根据权利要求1所述的物料分拣投放设备,其特征在于:所述的机械手包括夹持机构和转移驱动机构,所述的夹持机构包括安装座,所述的安装座上设有负压吸附单元;
6.根据权利要求1所述的物料分拣投放设备,其特征在于:所述的落料模块还包括接料组件,所述的接料组件包括接料斗和下压机构,所述接料斗位于落料引导通道的出料端;
7.根据权利要求1-6中任一项所述的物料分拣投放设备,其特征在于:还包括上料模块,所述的上料模块包括上料斗和提升带,所述的提升带用于将物料从料斗输送至理料模块。
8.一种物料分拣投放方法,其特征在于,采用如权利要求1-7中任一项所述的物料分拣投放设备;
9.一种自动化生产线,其特征在于:包括包装输送模块,所述的包装输送模块包括包装传送带,所述的包装传送带上分布有包装工位;
10.根据权利要求9所述的自动化生产线,其特征在于:所述物料分拣投放设备的数量为两个,且两个物料分拣投放设备中第二输送机构的出料端左右对置。
技术总结
本发明涉及自动化领域,具体公开了一种物料分拣投放设备、物料分拣投放方法和自动化生产线。其中的物料分拣投放设备包括机架、理料模块、检测模块和转移模块,所述的机架上设有第一输送机构和第二输送机构,所述的第一输送机构和第二输送机构独立工作;所述的理料模块包括差速理料组件,所述的差速理料组件包括若干并行设置辊轴,至少其中一根辊轴的转速与其它辊轴不同;所述理料模块的出料端与第一输送机构的进料端对应;所述的检测模块包括图像采集单元;所述的图像采集单元位于第一输送机构上方;所述的转移模块包括机械手。以上所述的物料分拣投放设备可以自动化完成物料的分拣和投放操作,提高包装效率,降低生产成本。
技术研发人员:丁学宝,宋红杰,朱飞,袁波,董立刚
受保护的技术使用者:香飘飘食品股份有限公司
技术研发日:
技术公布日:2024/1/11
- 还没有人留言评论。精彩留言会获得点赞!