一种牛肉面包装生产线的制作方法
本发明涉及包装生产线,特别涉及一种牛肉面包装生产线。
背景技术:
1、兰州牛肉面,具有牛肉烂软,萝卜白净,辣油红艳,香菜翠绿,面条柔韧、滑利爽口、汤汁、诸味和谐,香味扑鼻,诱人食欲等特点。面条的种类较多,有大宽、二宽、韭叶、一窝丝、“荞麦棱等,还有“二细”、“三细”、“细”、“毛细”等,食客可随爱好自行选择。当地人们描述它是一清、二白、三绿、四红、五黄,即:牛肉汤清如白水,几片白萝卜纯白,汤上漂着鲜绿的蒜苗,辣椒油红,面条光亮透黄。因此,兰州牛肉面的声誉一直延续。
2、为了能够使更多的人品尝到兰州牛肉面,人们开始尝试将牛肉面做成桶装或者袋装速食型产品,经过包装之后销往全国,然而,目前的牛肉面速食型产品的裹膜、装箱、运输和堆垛均为人工或者人工配合吊运设备完成,工作效率低下,劳动强度高,无法适应大批量的生产。
技术实现思路
1、针对上述技术问题,本发明提供了一种牛肉面包装生产线。
2、为了实现上述目的,本发明的技术方案具体如下:
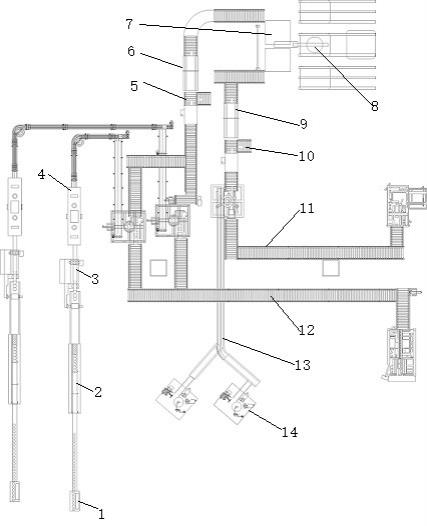
3、一种牛肉面包装生产线,包括:
4、自动落桶放桶装置;
5、理料排队装置,进口端与自动落桶放桶装置的出口端对应连接;
6、套膜装置,进口端与理料排队装置的出口端连接;
7、外膜收缩理料输送装置,进口端与套膜装置的出口端连接;
8、面桶存箱运输装置,进口端与外膜收缩理料输送装置的出口端连接;
9、第一称重机,进口端与面桶存箱运输装置的出口端连接;
10、第一封箱机,进口端与第一称重机的出口端连接;
11、码垛平台,设置在第一封箱机(6)的出口端上;
12、码垛机器人,设置在码垛平台一侧。
13、所述自动落桶放桶装置包括:
14、电源柜;
15、安装架,设置在电源柜上部;
16、面桶集料组件,设置在安装架顶部;
17、传送机构,设置在安装架内;
18、取桶放桶机构,设置在安装架内,用于将面桶集料组件内的面桶取下后放入传送机构,再通过传送机构输送到下一工序设备;
19、其中,电源柜分别向传送机构和取桶放桶机构的用电部分供电。
20、所述面桶集料组件为若干个并排设置的竖桶,竖桶上下两端为开口状,竖桶直径与面桶直径相适配;
21、所述竖桶为由若干个环形分布的竖杆组成的笼形结构。
22、所述取桶放桶机构包括:
23、水平推桶组件,对应设置在面桶集料组件的底部出口上;
24、竖直放桶组件,对应设置在水平推桶组件行程末端下部;
25、水平放桶组件,设置在竖直放桶组件下部,用于将竖直放桶组件放下的面桶推入传送机构;
26、所述水平推桶组件包括:
27、推板,水平设置在面桶集料组件的底部出口一侧,其上设置有与面桶集料组件的底部出口数量一致且对应的u形推叉;
28、第一液压缸,水平安装在安装架上,其伸缩端与推板相互连接;
29、所述竖直放桶组件包括:
30、卡板,水平设置在面桶集料组件的底部出口一侧,并与水平推桶组件行程末端相对应,其上设置有与面桶集料组件的底部出口数量一致且对应的u形卡叉;
31、感应式面桶卡紧器,设置在u形卡叉内,用于将进入u形卡叉的面桶卡紧;
32、第二液压缸,竖直安装在安装架上,其伸缩端与卡板相互连接;
33、所述感应式面桶卡紧器包括:
34、卡紧动作组件;
35、相互串联的接近传感器和时间继电器,与卡紧动作组件的驱动部分串接后与电源连接;
36、所述卡紧动作组件包括:
37、弧形压板,设置于u形卡叉内一侧;
38、外管,水平设置在卡板上;
39、推杆,可滑动的设置在外管内,其一端与弧形压板连接,另一端插进外管外部的弹簧内,且端头与弹簧对应端相互固定;
40、电磁铁,设置在外管内,并与接近传感器串联;
41、铁片,设置在外管内,并固定安装在推杆上,且铁片与电磁铁相互对应;
42、所述水平放桶组件包括:
43、推铲板,水平设置在传送机构一侧;
44、顶出板,水平设置在推铲板内侧;
45、第三液压缸,水平安装在安装架上,其伸缩端与顶出板相互连接;
46、还包括设置在第三液压缸两侧的滑动杆,所述滑动杆滑动安装在设置在安装架上的滑动管内,所述滑动杆末端与顶出板连接。
47、所述理料排队装置包括:
48、机架,其内部设置电源柜;
49、有动力前端传送带、无动力中间传送带和有动力后端传送带,从前至后首尾对应的依次设置在机架上;
50、启停操作组件,设置在机架上部一侧;
51、其中,电源柜、启停操作组件以及有动力前端传送带的用电部分和有动力后端传送带的用电部分相互串联。
52、本发明还包括防倒组件,设置在有动力前端传送带、无动力中间传送带和有动力后端传送带的后侧,用于防止面桶在运送过程中向一侧倾倒,影响整个设备的正常运转;
53、所述防倒组件包括:
54、水平杆,通过支撑柱固定安装在机架上;
55、还包括挡架,设置在无动力中间传送带一侧,用于防止面桶掉出;
56、还包括压盖组件,用于将面桶顶部封盖压紧,防止凸出的封盖影响后部裹膜包装;
57、所述压盖组件包括:
58、门型支架,设置在有动力后端传送带出料端;
59、辊轴,水平设置在门型支架内;
60、所述无动力中间传送带包括:
61、前后两个辊轴,前端辊轴与有动力前端传送带后端相对应,后端辊轴与有动力后端传送带前端相对应;
62、传送带本体,安装在前后两个辊轴上。
63、所述外膜收缩理料输送装置包括:
64、出料输送设备,进口端与收缩机的出口端对应连接;
65、理料输送线,进口端与出料输送设备的出口端对应连接;
66、自动检测理料推料设备,设置在出料输送设备的出口端上,用于将出料输送设备送来的面桶推入理料输送线;
67、抓取平台,设置在理料输送线的出口端上;
68、计数式理料推料设备,设置在理料输送线的出口端上,用于将理料输送线上的面桶按需推入抓取平台。
69、所述出料输送设备包括:
70、纵向输送线;
71、横向输送线,进口端通过转向机与纵向输送线出口端对应连接,使得纵向输送线上的面桶能够转向进入横向输送线;
72、所述自动检测理料推料设备包括:
73、第一光电检测传感器和第二光检测传感器,依次设置在出料输送设备的出口端上;
74、第一推料机构,设置在出料输送设备的出口端上,其推料动作件与理料输送线的进口端相对应,并且,其启动部分与第一光电检测传感器和第二光检测传感器信号连接;
75、所述计数式理料推料设备包括:
76、计数传感器,设置在理料输送线的出口端上;
77、第二推料机构,设置在理料输送线的出口端上,其推料动作件与抓取平台相对应,并且,其启动部分与计数传感器信号连接。
78、所述面桶存箱运输装置包括:
79、第一开箱机;
80、第一出箱输送线,其进口端与第一开箱机出口端相对应;
81、第一总输送线,其进口端与第一出箱输送线的出口端对应连接;
82、第一感应式推料装置,设置在第一出箱输送线的出口端上,用于在感应到第一出箱输送线有纸箱运来时,将纸箱推进第一总输送线;
83、第一输送支线和第二输送支线,其进口端依次与第一总输送线的出口端对应连接;
84、第二感应式推料装置和第三感应式推料装置,依次设置在第一总输送线的出口端上,用于在感应到第一总输送线有纸箱运来时,依次将纸箱推进第一输送支线和第二输送支线;
85、第一装箱机器人和第二装箱机器人,分别设置在第一输送支线和第二输送支线的出口端上;
86、其中,第二感应式推料装置在第一次感应到纸箱进入作业区时不动作,当第三感应式推料装置也感应到纸箱进入其作业区后,第二感应式推料装置和第三感应式推料装置同时动作;
87、所述第一输送支线的进口端和出口端上分别设置有第一满料传感器和第一光电检测传感器,其中,第一满料传感器分别与第一开箱机和第一总输送线的启动部分连接,第一光电检测传感器分别与第一开箱机和第一总输送线的启动部分连接;所述第二输送支线的进口端和出口端上分别设置有第二满料传感器和第二光电检测传感器,其中,第二满料传感器分别与第一开箱机和第一总输送线的启动部分连接,第二光电检测传感器分别与第一开箱机第一总输送线的启动部分连接;
88、所述第一感应式推料装置包括:
89、第一液压推料机构,其推料板与第一总输送线的进口端相对应;
90、第三光电检测传感器,设置在第一出箱输送线的出口端上,且其与第一液压推料机构的启动部分连接;
91、所述第二感应式推料装置包括:
92、第二液压推料机构,其推料板与第一输送支线的进口端相对应;
93、第四光电检测传感器,设置在第二液压推料机构一侧,且其与第二液压推料机构的启动部分连接;
94、所述第三感应式推料装置包括:
95、第三液压推料机构,其推料板与第二输送支线的进口端相对应;
96、第五光电检测传感器,设置在第三液压推料机构一侧,且其与第三液压推料机构的启动部分连接。
97、本发明还包括袋装面包装子生产线,其包括:
98、若干个包装机;
99、合道机,进口端分别与若干个包装机的出口端对应连接;
100、袋装面存箱运输装置,其装箱作业部分的进料端与合道机的出口端对应连接;
101、第二称重机,进口端与袋装面存箱运输装置的出口端对应连接;
102、第二封箱机,进口端与第二称重机的出口端连接,出口端与码垛平台对应连接。
103、本发明的有益效果是:本发明利用自动落桶放桶装置,实现面桶的自动投放,投放下来的面桶被输送至理料排队装置,进行速度缓冲以及排队,之后面桶排队进入套膜装置进行套膜,套膜完成的面桶进入外膜收缩理料输送装置进行加热收缩,面桶存箱运输装置将纸箱打开后运输到外膜收缩理料输送装置的出口端,由面桶存箱运输装置的装箱操作部分将面桶悉数放入纸箱中,然后将纸箱输送到第一称重机进行称重,之后进入第一封箱机进行封箱,最后输送到码垛平台,由码垛机器人进行码垛,全过程自动化程度高,节省了劳动成本,提高了工作效率。作为一个优选的技术方案,自动落桶放桶装置通过面桶集料组件将面桶统一集中在一起,当需要作业时,水平推桶组件,将面桶推向竖直放桶组件,竖直放桶组件将面桶夹持后随即下降,将面桶放置在传送机构一侧,水平放桶组件将面桶推入传送机构,进入下一工序。全过程自动化程度高,提高了工作效率,解放了劳动力。作为一个优选的技术方案,面桶集料组件为若干个并排设置的竖桶,竖桶上下两端为开口状,方便面桶的放入和排出,竖桶直径与面桶直径相适配能够使面桶顺利下降进入水平推桶组件。进一步的,为了简化结构,降低生产成本,竖桶为由若干个环形分布的竖杆组成的笼形结构。作为一个优选的技术方案,水平推桶组件是利用推板前端的u形推叉,将面桶集料组件落下的面桶捕获后,水平推向竖直放桶组件,竖直放桶组件是通过u形推叉将面桶推向卡板,面桶进入卡板的u形卡叉内的同时,接近传感器感应到面桶进入u形卡叉内,电路导通,电磁铁得电产生磁性,铁片左移与电磁铁相互磁吸,铁片在移动时,带动推杆向左移动,并将弧形压板171推向面桶,将面桶夹紧。进一步的,水平放桶组件是利用第三液压缸将顶出板推出,然后再通过推铲板将面桶推向传送机构。进一步的,为了使顶出板和推铲板的移动更加平稳,同时使第三液压缸得伸缩端与顶出板的连接结构更加稳定,在第三液压缸两侧的滑动杆,滑动杆滑动安装在设置在安装架上的滑动管内,滑动杆末端与顶出板连接。作为一个优选的技术方案,理料排队装置通过有动力前端传送带对投料设备运送来的面桶进入缓冲减速,面桶进入无动力中间传送带后会由于惯性以及摩擦力在无动力中间传送带上移动一段之后停止下来,后边进入的面桶会将前边进入的面桶往前顶,这样传动带本体上的面桶会逐渐向前移动,实现了面桶的排队,当无动力中间传送带上的面桶排满时,最先进入的面桶会被顶入有动力后端传送带,最终由有动力后端传送带输送进入包装生产线。作为一个优选的技术方案,防倒组件能够防止面桶由于惯性或者重心不稳等原因,面桶向机架后侧倒下,掉出本设备,同时,防倒组件的水平杆通过支撑柱固定安装在机架上,便于安装和拆卸,维护维修简单。作为一个优选的技术方案,挡架能够防止无动力中间传送带上的面桶掉出,同时也能够使无动力中间传送带上相互堆积的面桶边沿紧贴在挡架上,实现直线移动,可以有序进入有动力后端传送带。作为一个优选的技术方案,外膜收缩理料输送装置利用出料输送设备将收缩机送出的面桶往出口端运送,当自动检测理料推料设备检测到面桶进入作业区时,设备启动,自动检测理料推料设备将面桶推进理料输送线,理料输送线将面桶往出口端运送,当计数式理料推料设备检测到需要数量的面桶进入理料输送线的出口端作业区时,设备启动,计数式理料推料设备将面桶推进抓取平台,完成理料。作为一个优选的技术方案,出料输送设备利用转向机将面桶从纵向输送线转向进入横向输送线,节省了作业空间,缩短了生产线长度,能够使作业空间被合理利用。作为一个优选的技术方案,自动检测理料推料设备是通过第一光电检测传感器和第二光检测传感器,依次对出料输送设备的出口端上经过的面桶进行感应检测,当两个传感器均检测到有面桶通过时,将信号反馈给第一推料机构的启动部分,第一推料机构将面桶推进理料输送线,使得面桶可以呈排进入理料输送线,便于后续理料作业。作为一个优选的技术方案,计数式理料推料设备是通过计数传感器检测设定数量的面桶,当面桶达到设定数量时,将信号传递给第二推料机构的启动部分,将面桶推向抓取平台。作为一个优选的技术方案,面桶存箱运输装置利用第一感应式推料装置对出箱输送线的出口端不断检测,当开箱机送出的纸箱通过出箱输送线输送至出口端时,第一感应式推料装置检测到纸箱的到来,立即动作,将纸箱推向总输送线,总输送线将纸箱输送至第一输送支线和第二输送支线的进口端时,被第二感应式推料装置和第三感应式推料装置检测到,立即动作,将纸箱分别推入第一输送支线和第二输送支线,第一输送支线和第二输送支线将纸箱输送至第一装箱机器人和第二装箱机器人,第一装箱机器人和第二装箱机器人抓取纸箱进行存箱作业。作为一个优选的技术方案,第一输送支线的进口端和出口端上分别设置有第一满料传感器和第一光电检测传感器,第二输送支线的进口端和出口端上分别设置有第二满料传感器和第二光电检测传感器,其作用是在第一装箱机器人和第二装箱机器人出现故障无法工作或者装箱速度过慢时,第一输送支线和第二输送支线上会出现纸箱的堆积,当第一满料传感器和第二满料传感器检测到纸箱已经堆积到第一输送支线和第二输送支线的进口端时,会将信号依次传递给总输送6和开箱机的启动部分,总输送线和开箱机关闭停机,能够有效防止整个输送线出现纸箱堆积情况,同时也能够使开箱机根据实际情况进行开机和停机,延长了开箱机的使用寿命。作为一个优选的技术方案,第一感应式推料装置、第二感应式推料装置和第三感应式推料装置,均是采用液压推料机构与光电检测传感器相结合的作业形式,即光电检测传感器检测纸箱是否进入作业区,当纸箱进入时,将信号传递给液压推料机构的启动部分,液压推料机构动作,将纸箱推入相应的输送线,全过程简单高效,节约了人工成本,提高了设备的自动化。
- 还没有人留言评论。精彩留言会获得点赞!