烟包装填方法及烟包装填系统与流程
本发明涉及烟草机械领域,尤其涉及一种烟包装填方法及烟包装填系统。
背景技术:
1、在一些相关技术中,烟包装填方法为:将烟包组整理成二五平包的平行六面体,然后将烟包组装填进礼品式的条盒中,礼盒式条盒是已经成型的条盒。在一些相关技术中,烟包组在由推烟板推入条盒前,烟包组上方的5个缺包检测光电开关会对上层烟包进行检查,满足五包后,推烟板动作,将烟包组推入。该烟包组的缺包检测存在两个问题,一是只能检测上层烟包,对下层烟包无法检查,检查结果不准确,第二是在上层烟包存在某一包烟旋转90度占据两个烟包位置时,关电开关识别不出缺包。
技术实现思路
1、本发明的一些实施例提出一种烟包装填方法及烟包装填系统,用于避免存在缺包的问题。
2、在本发明的一个方面,提供一种烟包装填方法,包括以下步骤:
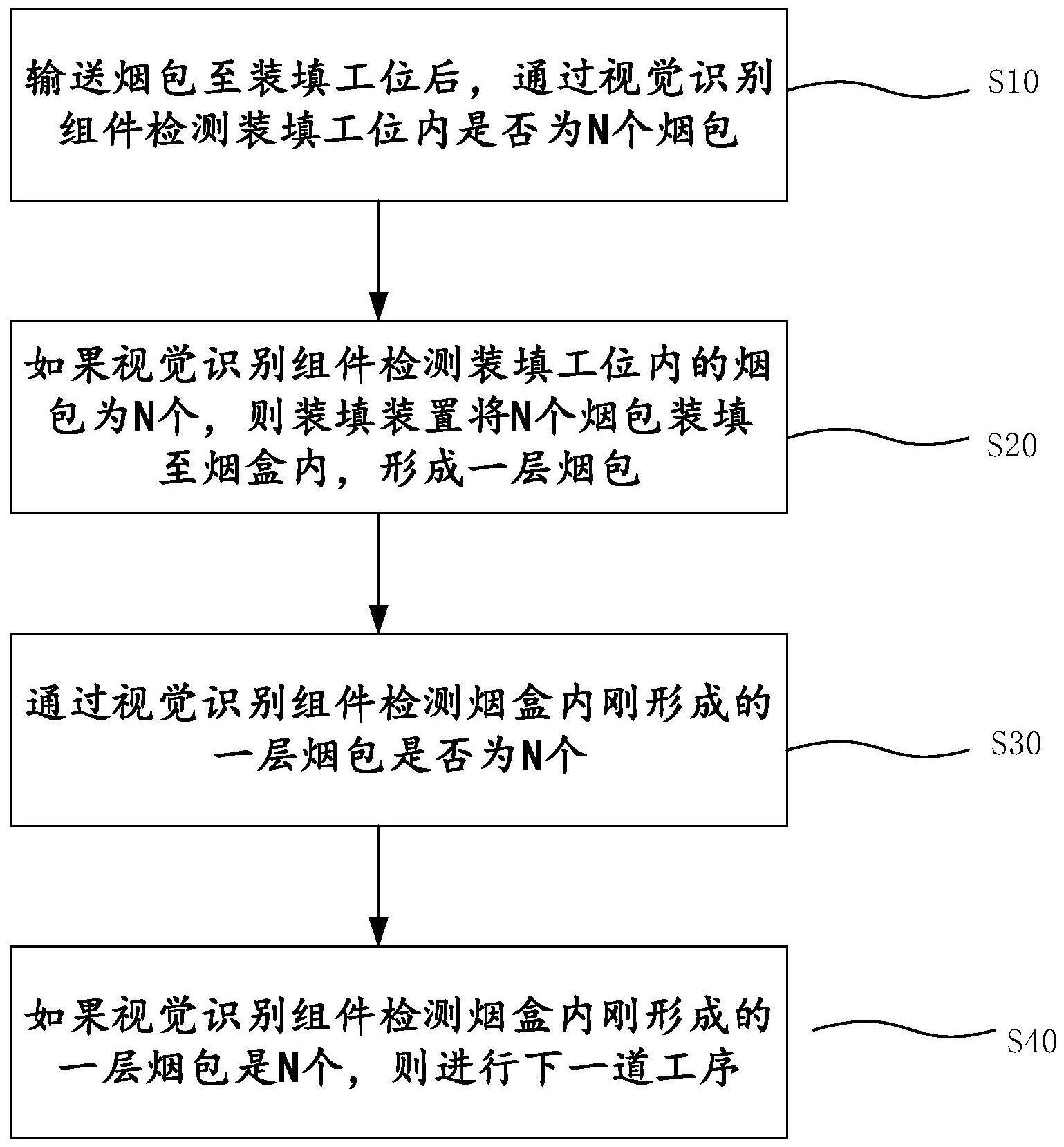
3、s10:输送烟包至装填工位后,通过视觉识别组件检测装填工位内是否为n个烟包;
4、s20:如果视觉识别组件检测装填工位内的烟包为n个,则装填装置将n个烟包装填至烟盒内,形成一层烟包;
5、s30:通过视觉识别组件检测烟盒内刚形成的一层烟包是否为n个;以及
6、s40:如果视觉识别组件检测烟盒内刚形成的一层烟包是n个,则进行下一道工序。
7、在一些实施例中,在步骤s20中,如果视觉识别组件检测装填工位内的烟包不是n个,则报警停机;和/或,在步骤s40中,如果视觉识别组件检测烟盒内刚形成的一层烟包不是n个,则报警停机。
8、在一些实施例中,所述视觉识别组件包括第一图像采集件和第二图像采集件,在步骤s10和/或步骤s30中,第一图像采集件位于n个烟包中的第一个烟包所对应的位置,第二图像采集件位于n个烟包中的第n个烟包所对应的位置。
9、在一些实施例中,所述装填装置包括用于拾取n个烟包的拾取件;
10、在步骤s10和/或步骤30中,拾取件旋转,以使拾取件的长度延伸方向与n个烟包的排布方向大体垂直,且拾取件上升,位于第一图像采集件和第二图像采集件之间的上方;
11、在步骤s20中,拾取件下降至第一图像采集件和第二图像采集件之间的下方,且拾取件旋转,使拾取件的长度延伸方向与n个烟包的排布方向大体平行。
12、在一些实施例中,烟包装填方法还包括步骤s00:向预备工位在线依次输送烟包,在预备工位的检测组件检测到有n个烟包到达预备工位后,位于第n个烟包下游的烟包停止输送,预备工位的n个烟包输送至装填工位。
13、在一些实施例中,检测组件包括第一传感器和第二传感器,第一传感器设于预备工位的第一个烟包所对应的位置,第二传感器设于预备工位的第n个烟包所对应的位置,在第一传感器和第二传感器均检测到有烟包后,判断有n个烟包到达预备工位。
14、在一些实施例中,在将预备工位的n个烟包输送至装填工位的过程中,如果第二传感器检测不到有烟包后,则判断预备工位的n个烟包已输送至装填工位。
15、在本发明的一个方面,提供一种烟包装填系统,用于实现上述的烟包装填方法,其中,烟包装填系统包括:
16、输送装置,被配置为输送烟包,所述输送装置包括装填工位,所述装填工位被配置为容纳n个烟包;
17、视觉识别组件,设于所述装填工位的上方,且被配置为检测装填工位的烟包是否为n个;以及
18、装填装置,设于所述装填工位的上方,且被配置为在视觉识别组件检测装填工位的烟包为n个后,将n个烟包装填至烟盒内,形成一层烟包,所述视觉识别组件还被配置为检测烟盒内刚形成的一层烟包是否为n个。
19、在一些实施例中,所述视觉识别组件包括:
20、第一图像采集件,位于n个烟包中的第一个烟包所对应的位置;以及
21、第二图像采集件,位于n个烟包中的第n个烟包所对应的位置。
22、在一些实施例中,所述装填装置包括:
23、拾取件,被配置为可一次拾取n个烟包;
24、第一驱动件,驱动连接于所述拾取件,且被配置为驱动所述拾取件旋转,以使所述拾取件的长度延伸方向与n个烟包的排布方向大体垂直,或者使所述拾取件的长度延伸方向与n个烟包的排布方向大体平行;以及
25、第二驱动件,驱动连接于所述拾取件,且被配置为驱动所述拾取件上升,以使所述拾取件位于第一图像采集件和第二图像采集件之间的上方,或者驱动所述拾取件下降,以使所述拾取件位于第一图像采集件和第二图像采集件之间的下方。
26、在一些实施例中,所述输送装置还包括预备工位,沿烟包输送方向,所述预备工位位于所述装填工位的下游,所述预备工位被配置为容纳n个烟包;所述烟包装填系统还包括设于所述预备工位的检测组件,所述检测组件被配置为检测是否有n个烟包到达所述预备工位。
27、在一些实施例中,所述检测组件包括:
28、第一传感器,设于所述预备工位的第一个烟包所对应的位置;以及
29、第二传感器,设于所述预备工位的第n个烟包所对应的位置。
30、在一些实施例中,所述输送装置还包括挡板,所述挡板设于所述预备工位的第一个烟包所在位置的外侧,所述挡板被配置为在n个烟包位于所述预备工位时,抵接所述预备工位的第一个烟包,在准备将n个烟包从所述预备工位向所述装填工位输送时,避让烟包。
31、在一些实施例中,所述输送装置还包括夹板,所述夹板设于所述预备工位的下游,所述夹板被配置为在所述预备工位有n个烟包时,夹紧第n+1个烟包,以避免第n+1个烟包随上游的n个烟包移动。
32、在一些实施例中,烟包装填系统还包括控制器,所述控制器电连接所述输送装置、所述视觉识别组件和所述装填装置;所述控制器被配置为控制所述输送装置输送烟包至装填工位后,控制所述视觉识别组件检测装填工位内是否为n个烟包;在所述视觉识别组件检测装填工位内的烟包是n个,控制所述装填装置将n个烟包装填至烟盒内,形成一层烟包;然后控制视觉识别组件检测烟盒内刚形成的一层烟包是否为n个,如果视觉识别组件检测烟盒内刚形成的一层烟包是n个,则进行下一道工序。
33、基于上述技术方案,本发明至少具有以下有益效果:
34、在一些实施例中,填装至烟盒内的每层烟包都进行两次视觉检测,避免缺包,提高检测结果的准确性,且通过每层烟包的两次视觉检测,能够避免第一次图像采集后,烟包在填装过程中,由于负压吸取不到位,少吸或者掉落,烟包未完全放入盒中的情况,避免烟包填装不到位造成缺包和故障。
技术特征:
1.一种烟包装填方法,其特征在于,包括以下步骤:
2.如权利要求1所述的烟包装填方法,其特征在于,在步骤s20中,如果视觉识别组件(2)检测装填工位内的烟包(10)不是n个,则报警停机;和/或,在步骤s40中,如果视觉识别组件(2)检测烟盒内刚形成的一层烟包不是n个,则报警停机。
3.如权利要求1所述的烟包装填方法,其特征在于,所述视觉识别组件(2)包括第一图像采集件(21)和第二图像采集件(22),在步骤s10和/或步骤s30中,第一图像采集件(21)位于n个烟包(10)中的第一个烟包(10)所对应的位置,第二图像采集件(22)位于n个烟包(10)中的第n个烟包(10)所对应的位置。
4.如权利要求3所述的烟包装填方法,其特征在于,所述装填装置(3)包括用于拾取n个烟包(10)的拾取件(31);
5.如权利要求1所述的烟包装填方法,其特征在于,还包括步骤s00:向预备工位(11)在线依次输送烟包(10),在预备工位(11)的检测组件(4)检测到有n个烟包(10)到达预备工位(11)后,位于第n个烟包(10)下游的烟包(10)停止输送,预备工位(11)的n个烟包(10)输送至装填工位。
6.如权利要求5所述的烟包装填方法,其特征在于,检测组件(4)包括第一传感器(41)和第二传感器(42),第一传感器(41)设于预备工位(11)的第一个烟包(10)所对应的位置,第二传感器(42)设于预备工位(11)的第n个烟包(10)所对应的位置,在第一传感器(41)和第二传感器(42)均检测到有烟包(10)后,判断有n个烟包(10)到达预备工位(11)。
7.如权利要求6所述的烟包装填方法,其特征在于,在将预备工位(11)的n个烟包(10)输送至装填工位的过程中,如果第二传感器(42)检测不到有烟包(10)后,则判断预备工位(11)的n个烟包(10)已输送至装填工位。
8.一种烟包装填系统,其特征在于,用于实现如权利要求1至7任一项所述的烟包装填方法,其中,烟包装填系统包括:
9.如权利要求8所述的烟包装填系统,其特征在于,所述视觉识别组件(2)包括:
10.如权利要求9所述的烟包装填系统,其特征在于,所述装填装置(3)包括:
11.如权利要求1所述的烟包装填系统,其特征在于,所述输送装置(1)还包括预备工位(11),沿烟包(10)输送方向,所述预备工位(11)位于所述装填工位的下游,所述预备工位(11)被配置为容纳n个烟包(10);所述烟包装填系统还包括设于所述预备工位(11)的检测组件(4),所述检测组件(4)被配置为检测是否有n个烟包(10)到达所述预备工位(11)。
12.如权利要求11所述的烟包装填系统,其特征在于,所述检测组件(4)包括:
13.如权利要求11所述的烟包装填系统,其特征在于,所述输送装置(1)还包括挡板(12),所述挡板(12)设于所述预备工位(11)的第一个烟包(10)所在位置的外侧,所述挡板(12)被配置为在n个烟包(10)位于所述预备工位(11)时,抵接所述预备工位(11)的第一个烟包(10),在准备将n个烟包(10)从所述预备工位(11)向所述装填工位输送时,避让烟包(10)。
14.如权利要求11所述的烟包装填系统,其特征在于,所述输送装置(1)还包括夹板(13),所述夹板(13)设于所述预备工位(11)的下游,所述夹板(13)被配置为在所述预备工位(11)有n个烟包(10)时,夹紧第n+1个烟包(10),以避免第n+1个烟包(10)随上游的n个烟包(10)移动。
15.如权利要求8所述的烟包装填系统,其特征在于,还包括控制器,所述控制器电连接所述输送装置(1)、所述视觉识别组件(2)和所述装填装置(3);所述控制器被配置为控制所述输送装置(1)输送烟包(10)至装填工位后,控制所述视觉识别组件(2)检测装填工位内是否为n个烟包(10);在所述视觉识别组件(2)检测装填工位内的烟包(10)是n个,控制所述装填装置(3)将n个烟包(10)装填至烟盒内,形成一层烟包;然后控制视觉识别组件(2)检测烟盒内刚形成的一层烟包是否为n个,如果视觉识别组件(2)检测烟盒内刚形成的一层烟包是n个,则进行下一道工序。
技术总结
本发明涉及一种烟包装填方法及烟包装填系统。其中,烟包装填方法包括以下步骤:S10:输送烟包至装填工位后,通过视觉识别组件检测装填工位内是否为N个烟包;S20:如果视觉识别组件检测装填工位内的烟包为N个,则装填装置将N个烟包装填至烟盒内,形成一层烟包;S30:通过视觉识别组件检测烟盒内刚形成的一层烟包是否为N个;以及S40:如果视觉识别组件检测烟盒内刚形成的一层烟包是N个,则进行下一道工序。填装至烟盒内的每层烟包都进行两次视觉检测,能够避免第一次图像采集后,烟包填装过程中,由于负压吸取不到位,少吸或者掉落,烟包未完全放入盒中的情况,避免烟包填装不到位造成缺包和故障,提高检测的准确性。
技术研发人员:卢志敏,黄梦凌,范超,江琳,谢春铭,沈安然,张伟,李晓刚,卢新润
受保护的技术使用者:龙岩烟草工业有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!