一种打标包装自动化生产线及自动化生产方法与流程
本发明涉及自动化包装的,尤其是涉及一种打标包装自动化生产线及自动化生产方法。
背景技术:
1、目前,对于生产好的产品,在运送至对应的仓储之前,需要对产品进行打包并附上对应的标签,以便进行分类存储。
2、现有的对产品进行包装时,需要依次经过多到工序,例如产品装盒、在包装盒上附上标记、将一定数量的包装盒装箱,以及将装有产品的箱子进行封箱以及附上产品标记等工序。
3、上述中的现有技术方案存在以下缺陷:
4、在生产的产品进行包装打标时,每个工序对应的设备单独运行,在生产的产品数量和种类较多时,对产品进行包装打标的效率会受到很大影响。
技术实现思路
1、为了提升产品打标包装的效率,本技术提供一种打标包装自动化生产线及自动化生产方法。
2、本技术的上述发明目的一是通过以下技术方案得以实现的:
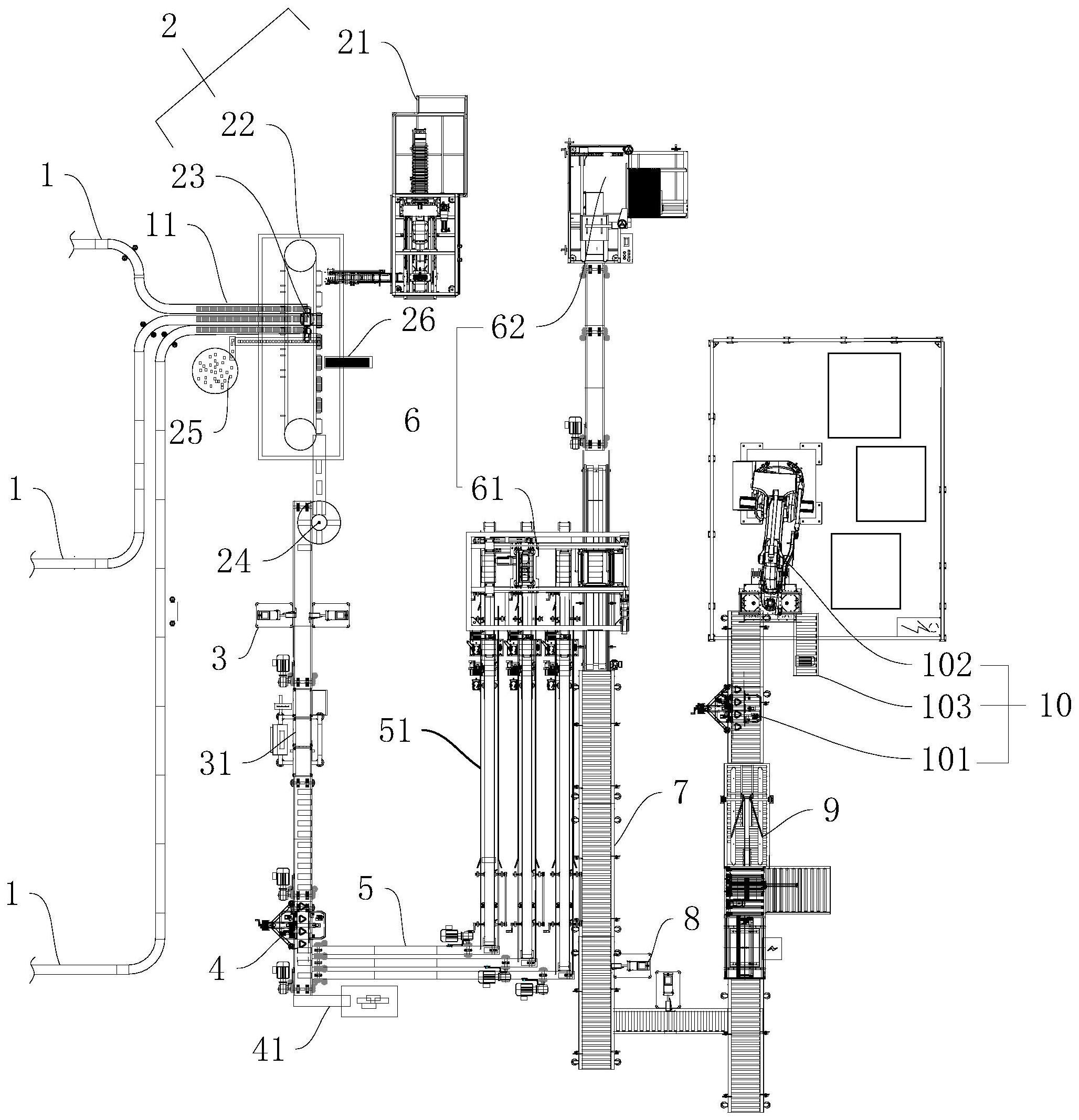
3、一种打标包装自动化生产线,所述打标包装自动化生产线包括:若干条产品运输通道,所述产品运输通道的输出端设置有产品装盒机构,所述产品装盒机构的输出端连接有包装盒喷码机构,所述包装盒喷码机构的输出端连接有条码检测分道机构,所述条码检测分道机构,所述条码检测分道机构连接有与所述产品运输通道数量相同的包装盒运输通道,所述包装盒运输通道的输出端连接有装箱机构,所述装箱机构的输出端连接有产品箱运输通道,所述产品箱运输通道上依次设置有箱体喷码机构和封箱机构,所述封箱机构的输出端设置有箱体扫码分拣组件。
4、通过采用上述技术方案,设置有多条产品运输通道,并将各条产品运输通道集中一起进行包装盒的喷码,再根据条码检测分道机构,将喷好条码的产品盒通过条码检测分道,从而能够将集中在一条运输带上的不同种类的产品包装盒分至对应的包装盒运输通道,进而能够将集中处理的不同种类的产品包装盒再次分类装箱,能够使得相同类型的产品放置在同一个包装箱内,进行封箱以及喷码后,进行分类分拣,对于一个类型的产品,能够将各个工序整合成一道自动化生产线,从而提升了一个类型产品的包装和打标的工作,对于不同的类型的产品,能够将多条用于生产不同类型的产品线集中进行装盒和打标,并通过条码检测分道机构再进行对应类型的装箱后,再对包装箱进行集中的封箱以及打标,最后再通过箱体喷码机构进行分拣,从而能将多种类型的产品进行同步装盒、装箱已经分拣存储,从而进一步提升了对产品包装打标的效率。
5、本技术在一较佳示例中可以进一步配置为:每条所述产品运输通道与所述产品装盒机构连接的一端均设置有空开输送通道,所述空开输送通道的一端连接于所述产品运输通道,另一端连接于所述产品装盒机构。
6、通过采用上述技术方案,由于每个类型的产品运输的速度之间可能存在差异,因此,通过空开输送通道的设置,能够在各条产品运输通道将待放入包装盒的产品往产品装盒机构运输的过程中,在将产品运输到空开输送通道时,由于空开输送通道处没有动力装置,因此,首先输送至空开输送通道的产品会停留在靠近产品运输通道的一端,在不断有产品运输至空开输送通道的过程中,后进入的产品会不断把前面的产品推往产品装盒机构,进而在产品呗推至产品装盒机构下方时,产品装盒机构将对应的产品进行装盒,进而能够将多条产品运输通道上的产品有序地集中在一条运输通道上。
7、本技术在一较佳示例中可以进一步配置为:每条所述包装盒运输通道与所述装箱机构连接的一端设置有产品盒计数机构,所述装箱机构设置有用于夹持产品盒的产品盒夹持装置,所述产品盒夹持装置受控于所述产品盒计数机构。
8、通过采用上述技术方案,通过产品盒计数机构,能够统计在包装运输通道处堆积的产品盒的数量,在满足一定数量后在控制产品盒夹持装置将产品盒放入包装箱内,能够节省夹持的次数,从而提升了装箱的效率。
9、本技术的上述发明目的二是通过以下技术方案得以实现的:
10、一种用于上述生产线的自动化生产线方法,其特征在于,所述打标包装自动化生产线方法包括:
11、获取各空开段产品数据,根据所述空开段产品数据生成产品装盒指令,并根据所述产品装盒指令生成对应的产品顺序标识;
12、根据所述产品顺序标识识别产品类型数据,根据所述产品类型数据生成对应的产品盒喷码指令;
13、识别与所述产品盒喷码指令对应的产品盒条码数据,根据所述产品盒条码数据生成产品盒分道指令;
14、生成产品盒计数指令,根据所述产品盒计数指令生成产品装箱指令,并生成包装箱喷码信息;
15、识别与所述包装箱喷码信息对应的包装箱条码数据,根据所述包装箱条码数据生成包装箱分拣指令。
16、通过采用上述技术方案,通过获取各空开段产品数据,能够根据每个空开输送通道上的产品数量,有序地触发对应的产品装盒指令,从而能够将不同的产品运输通道产品整合至一个产品装盒机构处,并生成对应的产品顺序标识,从而能够根据从不同产品运输通道处的集中并装盒的产品盒与对应的产品类型相对应,从而使得触发的产品喷码指令能够准确地对相应的产品盒进行条码的喷涂,进而能够识别出对应的产品盒条码数据,以便生成的产品分道指令能够将将不同产品类型的产品盒准确地分至对应的包装盒运输通道,从而在对应的包装盒运输通道上堆积了一定数量的产品盒后,触发产品装箱指令,将对应的产品盒装入包装箱后,集中至统一的产品运输通道,再通过箱体喷码机构和封箱机构进行封箱以及喷码后,通过识别包装箱条码数据进行分拣存储,从而能够控制上述生产线统一有序地将不同类型的产品集中自动化地进行包装和打标。
17、本技术在一较佳示例中可以进一步配置为:所述获取各空开段产品数据,根据所述空开段产品数据生成产品装盒指令,并根据所述产品装盒指令生成对应的产品顺序标识,具体包括:
18、获取每个所述空开段产品数据对应的产品类型标识,获取每个所述产品类型标识预设的产品数量阈值;
19、当所述空开段产品数据中的产品数量达到对应的所述产品数量阈值时,触发所述产品装盒指令。
20、通过采用上述技术方案,通过获取对应的产品类型标识,能够获取每一道空开运输通道处对应的产品数量阈值,在该空开运输通道上的产品达到该阈值时,再触发该产品包装指令,从而能够控制产品装盒机构有序地将各个产品运输通道上的产品集中装盒以及打标。
21、本技术在一较佳示例中可以进一步配置为:所述识别与所述产品盒喷码指令对应的产品盒条码数据,根据所述产品盒条码数据生成产品盒分道指令,具体包括:
22、在识别到所述产品盒条码数据后,获取与所述产品盒条码数据对应的所述产品类型标识,根据所述产品类型标识获取关联的包装盒通道标识;
23、根据所述包装盒通道标识生成产品盒分道指令。
24、通过采用上述技术方案,在对集中打标的包装盒分类至对应的包装盒运输通道时,能够根据从产品盒条形数据识别到对应的产品类型标识,从而能够根据从产品盒条形码数据中识别到的产品类型标识触发产品盒分道指令,以控制条码检测分道机构工作,进而将对应产品类型的产品盒准确地分配至对应的包装盒运输通道进行装箱操作。
25、本技术在一较佳示例中可以进一步配置为:所述根据所述包装盒通道标识生成产品盒分道指令,具体包括:
26、获取每个所述包装盒通道标识对应的通道位置数据,根据所述产品类型标识计算分拣运输距离;
27、根据所述分拣运输距离生成所述产品盒分道指令。
28、通过采用上述技术方案,由于各条包装盒运输通道是垂直于包装盒集中打标的通道,且沿着该集中打标的通道的长度方向平行设置的,因此在条码检测分道机构执行产品盒分道指令时,通过先获取每个包装盒运输通道相对该集中打标的通道的位置,即通道位置数据,从而能够计算到每一个需要分道的具体的产品盒输送的位置,从而能够准确地触发该产品盒分道指令。
29、本技术在一较佳示例中可以进一步配置为:所述识别与所述包装箱喷码信息对应的包装箱条码数据,根据所述包装箱条码数据生成包装箱分拣指令,具体包括:
30、从所述包装箱条码数据中识别出对应的所述产品类型标识,并根据所述产品类型标识获取对应的包装箱存放位置;
31、根据所述包装箱存放位置生成包装箱分拣指令。
32、通过采用上述技术方案,预先获取用于放置每个产品类型标识对应的包装箱的包装箱放置位置,能够根据从包装箱条码数据中识别到的产品类型标识,将对应封箱后的包装箱自动夹持并存放至对应的位置,便于后续的分类存储。
33、本技术的上述目的三是通过以下技术方案得以实现的:
34、一种计算机设备,包括存储器、处理器以及存储在所述存储器中并可在所述处理器上运行的计算机程序,所述处理器执行所述计算机程序时实现上述自动化生产线方法的步骤。
35、本技术的上述目的四是通过以下技术方案得以实现的:
36、一种计算机可读存储介质,所述计算机可读存储介质存储有计算机程序,所述计算机程序被处理器执行时实现上述自动化生产线方法的步骤。
37、综上所述,本技术包括以下至少一种有益技术效果:
38、1、设置有多条产品运输通道,并将各条产品运输通道集中一起进行包装盒的喷码,再根据条码检测分道机构,将喷好条码的产品盒通过条码检测分道,从而能够将集中在一条运输带上的不同种类的产品包装盒分至对应的包装盒运输通道,进而能够将集中处理的不同种类的产品包装盒再次分类装箱,能够使得相同类型的产品放置在同一个包装箱内,进行封箱以及喷码后,进行分类分拣,对于一个类型的产品,能够将各个工序整合成一道自动化生产线,从而提升了一个类型产品的包装和打标的工作,对于不同的类型的产品,能够将多条用于生产不同类型的产品线集中进行装盒和打标,并通过条码检测分道机构再进行对应类型的装箱后,再对包装箱进行集中的封箱以及打标,最后再通过箱体喷码机构进行分拣,从而能将多种类型的产品进行同步装盒、装箱已经分拣存储,从而进一步提升了对产品包装打标的效率;
39、2、通过空开输送通道的设置,能够在各条产品运输通道将待放入包装盒的产品往产品装盒机构运输的过程中,在将产品运输到空开输送通道时,由于空开输送通道处没有动力装置,因此,首先输送至空开输送通道的产品会停留在靠近产品运输通道的一端,在不断有产品运输至空开输送通道的过程中,后进入的产品会不断把前面的产品推往产品装盒机构,进而在产品呗推至产品装盒机构下方时,产品装盒机构将对应的产品进行装盒,进而能够将多条产品运输通道上的产品有序地集中在一条运输通道上;
40、3、通过产品盒计数机构,能够统计在包装运输通道处堆积的产品盒的数量,在满足一定数量后在控制产品盒夹持装置将产品盒放入包装箱内,能够节省夹持的次数,从而提升了装箱的效率;
41、4、通过获取各空开段产品数据,能够根据每个空开输送通道上的产品数量,有序地触发对应的产品装盒指令,从而能够将不同的产品运输通道产品整合至一个产品装盒机构处,并生成对应的产品顺序标识,从而能够根据从不同产品运输通道处的集中并装盒的产品盒与对应的产品类型相对应,从而使得触发的产品喷码指令能够准确地对相应的产品盒进行条码的喷涂,进而能够识别出对应的产品盒条码数据,以便生成的产品分道指令能够将将不同产品类型的产品盒准确地分至对应的包装盒运输通道,从而在对应的包装盒运输通道上堆积了一定数量的产品盒后,触发产品装箱指令,将对应的产品盒装入包装箱后,集中至统一的产品运输通道,再通过箱体喷码机构和封箱机构进行封箱以及喷码后,通过识别包装箱条码数据进行分拣存储,从而能够控制上述生产线统一有序地将不同类型的产品集中自动化地进行包装和打标。
- 还没有人留言评论。精彩留言会获得点赞!