一种方形钢管的上料装置的制作方法
本技术涉及钢管生产加工设备领域,尤其是涉及一种方形钢管的上料装置。
背景技术:
1、目前,铁质产品(如铁质床架等铁质家具)在生产过程中需要用到大量的方形钢管,一般情况下,方形钢管成捆运输到加工工厂,再通过切割机切割以分切成多段短材,以便于后续进一步的加工。
2、但是现有成捆的方形钢管通过航吊放在切割机旁边的放置架上,然后再人工一根一根的将方形钢管放置在切割机的送料工位处,通过切割机的送料机构将钢管输送至切割机的切割工位进行分段切割,因此存在劳动强度大、效率低的问题。
技术实现思路
1、为了提高方形钢管的上料效率,本技术提供一种方形钢管的上料装置。
2、本技术提供的一种方形钢管的上料装置采用如下的技术方案:一种方形钢管的上料装置,包括:
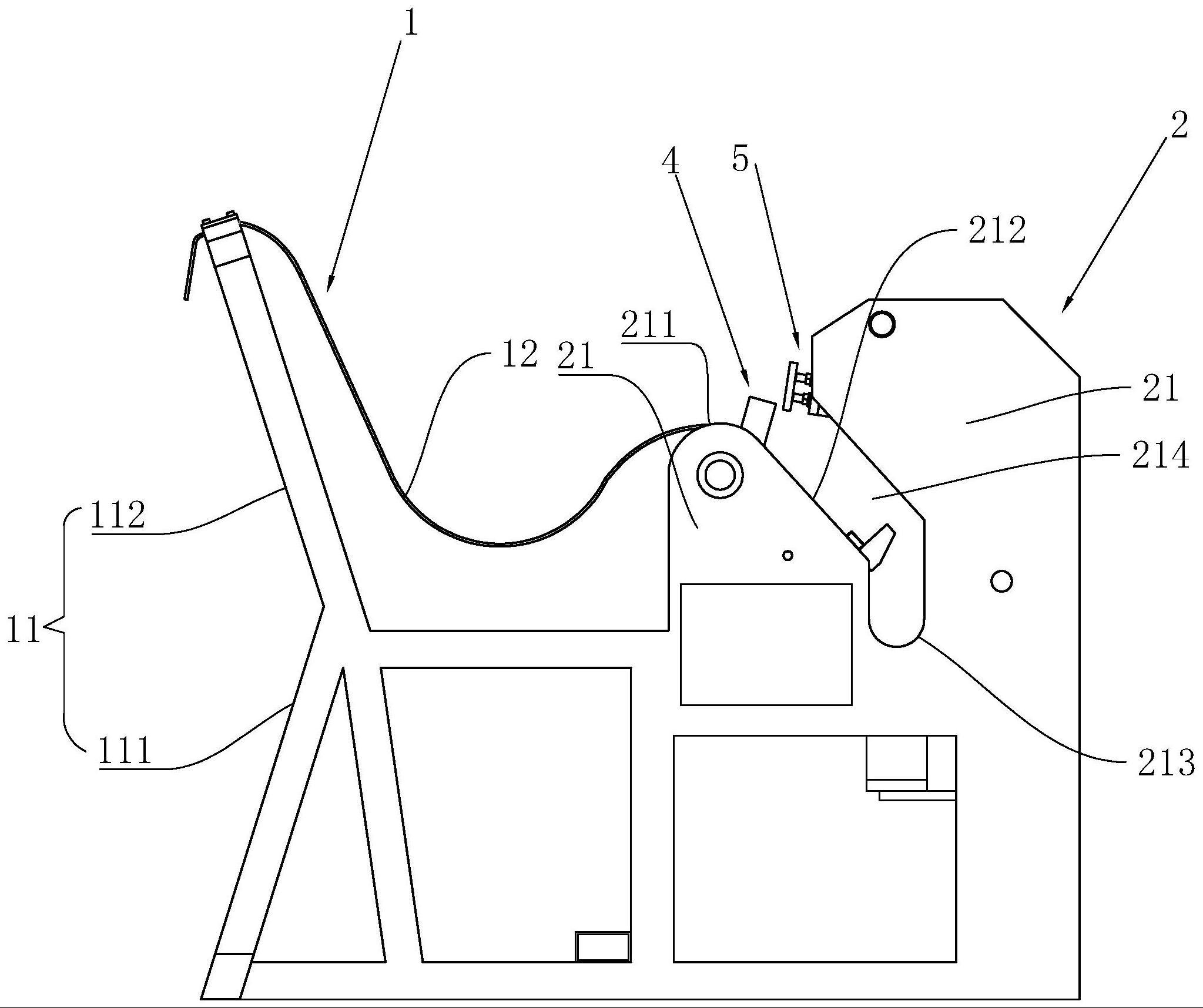
3、承托架,所述承托架包括架体和多个承托带,多个所述承托带间隔位于架体上方,用于承载堆放若干方形钢管;
4、上料架,所述上料架包括选料部、送料部、以及连接选料部和送料部的导料斜面,所述选料部位于送料部的一侧上方,所述架体与靠近选料部的上料架一端连接;
5、上料机构,所述上料机构包括多个配合轮和驱动组件,多个所述配合轮转动连接在靠近选料部的上料架处,且所述配合轮的轮面不高于选料部的表面,多个所述承托带的一端固定在远离上料架的架体一侧,每个所述承托带另一端对应绕过配合轮与驱动组件连接,所述驱动组件驱动承托带收放,所述选料部的位置低于固定在架体上的承托带处的位置;
6、挡料机构,所述挡料机构设置在上料架上,所述挡料机构包括挡料板和驱动挡料板处于挡料工位或者卸料工位的推动组件;所述推动组件与驱动组件配合,使挡料板隔挡驱动组件驱动承托带的方形钢管落入在选料部处;
7、剔料组件,所述剔料组件设置上料架上,所述剔料组件位于送料部远离承托架一侧的上方,所述剔料组件与挡料机构配合,用于推动剔除在选料部上的多余方形钢管。
8、通过采用上述技术方案,若干方形钢管堆放在承托架上方的承托带上,通过驱动组件驱动承托带收卷,从而使承托带带动方形钢管上移,由于承托带绕过配合轮的位置低于固定在架体上的位置,从而使位于承托带上的多个方形钢管在重力作用下倾倒移动至上料架的选料部,然后驱动组件再驱动承托带放卷,方形钢管随着承托带下移;位于选料部的多个方形钢管在挡料板的作用下隔挡在选料部上,配合剔除组件将位于选料部上的多余方形钢管推回承托带上,使选料部保留一根方形钢管,然后再通过推动组件推动挡料板处于卸料工位,从而使选料部上的方形钢管在导料斜面的作用下滑移至送料部,从而完成方形钢管的上料,相比人工一根一根的上料相比,极大的提高了上料效率,同时降低了劳动强度。
9、优选的,所述驱动组件包括多个收卷盘、同步轴、以及驱动件,所述同步轴转动连接在上料架上,多个所述收卷盘同轴间隔固定设置在同步轴上,每个所述收卷盘对应位于配合轮的下方,每个所述承托带的端部固定连接在收卷盘上,所述驱动件驱动同步轴正转或者反转。
10、通过采用上述技术方案,驱动件驱动同步轴同步带动多个收卷盘正转或者反转,从而能够稳定性的实现对承托带的收卷或者放卷。
11、优选的,所述上料架上设置有导向套,所述导向套位于配合轮和收卷盘之间,所述承托带穿过导向套。
12、通过采用上述技术方案,设置在配合轮和收卷盘之间的导向套,能够提高承托带移动的稳定性,保持承托带稳定性的绕设在配合轮上。
13、优选的,所述上料架上固定设置有安装轴,多个所述配合轮同轴间隔转动设置在安装轴上。
14、通过采用上述技术方案,多个配合轮同轴间隔安装在安装轴上,从而方便多个配合轮安装高度的一致性,从而保持承托带承托压力的一致性,从而提高放置在承托带上的方形钢管的稳定性。
15、优选的,所述推动组件包括连接杆,以及推动气缸,所述连接杆一端转动连接在安装轴上,所述连接杆的另一端与挡料板固定连接,所述推动气缸的伸缩轴端部与连接杆和挡料板的连接处铰接,所述推动气缸的缸体铰接在上料架上。
16、通过采用上述技术方案,通过推动气缸的输出轴伸缩的过程中推动铰接在安装轴上的连接杆转动,从而方便使连接在连接杆上的挡料板转动至选料部上方的挡料工位或者转动至选料部下方进行让位的卸料工位。
17、优选的,所述剔料组件包括剔料板和推动件,所述推动件安装在上料架上,所述剔料板安装在推动件的输出轴上,所述推动件驱动剔料板位于选料部的上方,所述剔料板位于选料部上方时,所述剔料板与选料部之间的距离大于一个方形钢管的厚度,小于两个方形钢管叠加一起的厚度。
18、通过采用上述技术方案,由于倾倒至选料部的方形钢管可能叠放有多个,通过推动件驱动提料板移动至选料部的上方,由于剔料板与选料部之间的距离大于一个方形钢管的厚度,小于两个方形钢管叠加一起的厚度,从而将叠放在上面的方形钢管推回至承托架上,保留一个方形钢管,从而方便方形钢管的选料。
19、优选的,所述上料架上设置有用于隔挡方形钢管位于导料斜面下端或者让位使方形钢管掉落至送料部的第一隔挡组件,所述第一隔挡组件包括第一隔挡块和第一气缸,所述第一气缸安装在上料架上,所述第一隔挡块与第一气缸的伸缩轴固定连接。
20、通过采用上述技术方案,当送料部处有方形钢管时,第一隔挡组件中的第一气缸驱动第一隔挡块移动至导料斜面上方对导料斜面上的方形钢管进行隔挡储料,当送料部的方形钢管送走后,第一气缸驱动第一隔挡块下移至导料斜面的下方,从而使导料斜面上的方形钢管掉落在取料槽中,保证取料槽上料的连续性。
21、优选的,所述上料架设置有第二隔挡组件,所述第二隔挡组件位于第一隔挡组件的侧上方,用于隔挡导料斜面的方形钢管,所述第二隔挡组件包括第二隔挡块和第二气缸,所述第二气缸安装在上料架上,所述第二隔挡块与第二气缸的伸缩轴固定连接,所述第一隔挡组件和第二隔挡组件配合依次承接方形钢管。
22、通过采用上述技术方案,上料机构驱动承托带上的方形钢管倾倒移动至选料部,配合挡料机构以及剔料组件对位于选料部上的多个方形钢管进行选料,由于倾倒在选料部上的多个方形钢管的角度是随机的,因此只有在位于选料部最下面的方形钢管的宽度表面接触在选料部上时,才能保留在选料部上,因此存在多次选料的过程,通过第一隔挡组件和第二隔挡组件配合将方形钢管隔挡在导料斜面上进行储料,从而进一步保证取料槽内上料的连续性。
23、优选的,所述上料架上设置有用于将导料斜面上的方形钢管承托放置在送料部的承托组件,所述承托组件包括承托板和驱动气缸,所述驱动气缸安装在位于送料部下方的上料架上,所述承托板水平设置在驱动气缸的伸缩轴上。
24、通过采用上述技术方案,驱动气缸驱动承托板上移承接导料斜面上的方形钢管,从而使方形钢管能够稳定的对接到切割机的取料机构处。
25、优选的,所述上料架包括沿水平方向间隔设置的多个竖直的上料板,所述上料板靠近架体的上端为选料部,所述选料部圆弧设置,所述上料板倾斜向下设置有导料缺口,所述导料斜面位于导料缺口的下表面,所述送料部为设置在导料缺口下方的取料槽。
26、通过采用上述技术方案,沿水平方向设置的多个上料板,通过上料板上的多个选料部、导料斜面以及送料部,从而提高方形钢管上料的稳定性。
- 还没有人留言评论。精彩留言会获得点赞!