一种YB518型双通道烟包透明纸宽度量化控制系统的控制方法与流程
本发明涉及卷烟生产设备、卷烟生产工艺,具体涉及一种yb518型双通道烟包透明纸宽度量化控制系统的控制方法。
背景技术:
1、在烟支生产包装中,烟包透明纸包裹是包装机重要组成部分。如图1所示,是现有技术yb518机型实现两轨道上透明纸宽度控制示意图。两个光电开关b23.0和b23.1检测图2中整张透明纸1边缘,按如图1所示的原理图进行透明纸宽度控制:光电开关检测器b23.0没有检测到透明纸而光电开关检测器b23.1检测到透明纸时,是正常状态;否则,电机m12正/反向运转,再通过执行机构使透明纸达到正常状态。
2、在实际生产中,因光电检测器不能量化控制透明纸切割后的宽度且工业生产现场容易蒙上灰尘,经常出现切割后的两张透明纸宽度不均衡,特别是透明纸拼接后,两轨道上透明纸宽度更容易出现不均衡。两轨道上透明纸宽度不均衡,导致烟包包裹不全,严重影响烟包生产质量。
技术实现思路
1、本发明的目的是克服现有技术中存在的不足,提供一种yb518型双通道烟包透明纸宽度量化控制系统的控制方法,重新设计了控制方法,实现了量化控制调整切割后透明纸宽度,整张透明纸被切割后,两轨道中的单张透明纸宽度达不到烟包生产工艺要求时,双通道烟包透明纸宽度量化控制系统对整张透明纸位置进行调整(通过控制电机的正/反转,并控制调节辊轮组沿辊的轴向移动和/或沿倾斜于辊的轴向移动),使得两轨道上透明纸宽度均衡(与标准宽度一致),避免了烟包因透明纸宽度不达标而出现包裹不全的现象,保证了烟包产品质量。
2、为了实现上述目的,本发明采用的技术方案为:
3、一种yb518型双通道烟包透明纸宽度量化控制系统的控制方法,控制系统包括调节辊轮组(2)、切刀(3)、工业相机(5)、导向辊轮组(6)、主传动盘(7)、光电开关、工业计算机、plc控制器、原机控制器a12、电机m12,沿着透明纸的输送方向,主传动盘设置于导向辊轮组的上游,调节辊轮组设置于导向辊轮组的下游,调节辊轮组的下游设置有透明纸一切二辊轮组,透明纸一切二辊轮组上侧设置有透明纸一切二切刀,透明纸一切二辊轮组下侧设置有工业相机;光电开关感应后通过工业计算机触发工业相机,工业计算机与光电开关、plc控制器电性连接,plc控制器与原机控制执行单元电性连接;其特征在于:其包括以下工艺步骤:
4、步骤s1:yb518机型为烟包双通道机型,运行速度相对较慢,设计光电开关在烟包双通道机型每运行一工位发出两次脉冲,以增加透明纸宽度的采集频次;
5、步骤s2:yb518机型运行时,整张透明纸按照原机输送方式,由左至右输送,当整张透明纸输送至切刀处时,切刀把整张透明纸切割为两张透明纸(4a、4b);工业计算机在接收到光电开关高电平信号后,触发工业相机对透明纸一切二辊轮组上的单张透明纸(4b)进行拍摄,工业相机在拍摄后,把光学信号转变为模拟电流信号,传送至工业计算机;
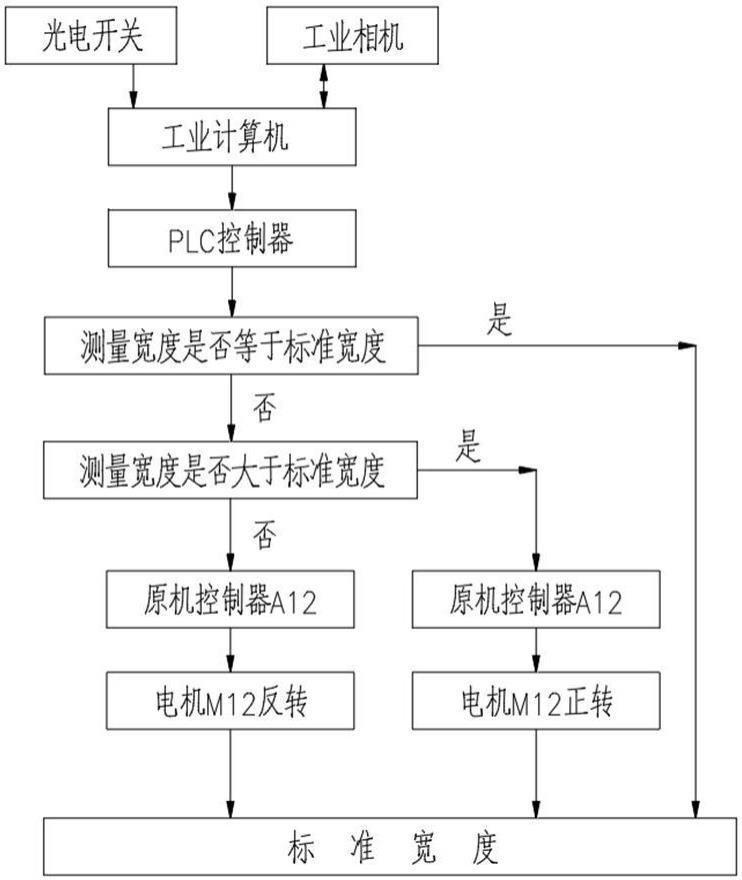
6、步骤s3:工业计算机处理得到的透明纸宽度数据,通过电性连接输送至plc控制器;plc控制器把接收工业计算机传送的透明纸宽度数据作为比较指令中被比较数/测量宽度;比较测量宽度是否等于标准宽度,并根据比较结果控制电机正/反转,调节调节辊轮组的位移,以使透明纸一切二辊轮组的两轨道上的透明纸宽度达到均衡。
7、进一步地,其中,步骤s3中:
8、步骤s31:当测量宽度等于标准宽度时,说明双通道机型运行正常;
9、步骤s32:当测量宽度不等于标准宽度时,此时比较测量宽度是否大于标准宽度;
10、步骤s33:当测量宽度大于标准宽度时,原机控制器a12控制电机m12正转,并控制调节辊轮组(2)沿辊的轴向移动和/或沿倾斜于辊的轴向移动;量化控制调整透明纸一切二辊轮组的轨道一和轨道二上的透明纸宽度,以使两轨道上的透明纸达到宽度均衡;
11、步骤s34:当测量宽度小于标准宽度时,原机控制器a12控制电机m12反转,并控制调节辊轮组(2)沿辊的轴向移动和/或沿倾斜于辊的轴向移动;量化控制调整透明纸一切二辊轮组的轨道一和轨道二上的透明纸宽度,以使两轨道上的透明纸达到宽度均衡。
12、进一步地,其中,在yb518机型主传动盘中植入两个螺钉,当yb518机型运行时,yb518机型每运行一工位,光电开关感应到两次螺钉,发出两个脉冲信号;光电开关采用pnp型,光电开关感应到螺钉,输出一高电平信号,高电平信号输送至工业计算机。
13、进一步地,其中,工业计算机把接收工业相机拍摄的透明纸图像模拟电流信号放大和模数转换,获取图像并进行处理,得出透明纸宽度数据,依据卷烟生产工艺要求,单张透明纸宽度不能超过标准宽度1mm;故工业计算机测量工业相机拍摄的透明纸宽度以0.1mm为单位,工业计算机处理得到的透明纸宽度数据通过电性连接输送至plc控制器。
14、进一步地,其中,yb518机型运行时,plc控制器对接收到的透明纸宽度“in1”信号与透明纸“标准宽度”比较,工业计算机传送数值“n1”至plc处理器,当工业计算机传送的数值“n1”不等于标准宽度时,plc控制器输出一高电平信号至原机控制器a12的3#脚,作为a12.0的使能信号;在原机控制器a12的3#脚有高平使能信号,即工业计算机传送的数值“in1”不等于标准宽度的情况下,当工业计算机接收到的数值“in1”大于标准宽度,plc控制器输出一高电平至原机控制器a12的4#脚,作为驱动电机m12正转信号;否则,原机控制器a12的4#脚无高电平信号,驱动电机m12反转;当测量宽度不等于标准宽度时,通过控制电机m12的正/反转,并控制调节辊轮组(2)沿辊的轴向移动和/或沿倾斜于辊的轴向移动,以移动整张透明纸;量化控制调整透明纸一切二辊轮组的轨道一和轨道二上的透明纸宽度,以使两轨道上的透明纸达到宽度均衡,与标准宽度一致。
15、本发明的一种yb518型双通道烟包透明纸宽度量化控制系统的控制方法,重新设计了控制方法,实现了量化控制调整切割后透明纸宽度,整张透明纸被切割后,两轨道中的单张透明纸宽度达不到烟包生产工艺要求时,双通道烟包透明纸宽度量化控制系统对整张透明纸位置进行调整(通过控制电机的正/反转,并控制调节辊轮组沿辊的轴向移动和/或沿倾斜于辊的轴向移动),使得两轨道上透明纸宽度均衡(与标准宽度一致),避免了烟包因透明纸宽度不达标而出现包裹不全的现象,保证了烟包产品质量。
技术特征:
1.一种yb518型双通道烟包透明纸宽度量化控制系统的控制方法,控制系统包括调节辊轮组(2)、切刀(3)、工业相机(5)、导向辊轮组(6)、主传动盘(7)、光电开关、工业计算机、plc控制器、原机控制器a12、电机m12,沿着透明纸的输送方向,主传动盘设置于导向辊轮组的上游,调节辊轮组设置于导向辊轮组的下游,调节辊轮组的下游设置有透明纸一切二辊轮组,透明纸一切二辊轮组上侧设置有透明纸一切二切刀,透明纸一切二辊轮组下侧设置有工业相机;光电开关感应后通过工业计算机触发工业相机,工业计算机与光电开关、plc控制器电性连接,plc控制器与原机控制执行单元电性连接;其特征在于:其包括以下工艺步骤:
2.如权利要求1所述的一种yb518型双通道烟包透明纸宽度量化控制系统的控制方法,其特征在于,其中,步骤s3中:
3.如权利要求2所述的一种yb518型双通道烟包透明纸宽度量化控制系统的控制方法,其特征在于,其中,在yb518机型主传动盘中植入两个螺钉,当yb518机型运行时,yb518机型每运行一工位,光电开关感应到两次螺钉,发出两个脉冲信号;光电开关采用pnp型,光电开关感应到螺钉,输出一高电平信号,高电平信号输送至工业计算机。
4.如权利要求3所述的一种yb518型双通道烟包透明纸宽度量化控制系统的控制方法,其特征在于,其中,工业计算机把接收工业相机拍摄的透明纸图像模拟电流信号放大和模数转换,获取图像并进行处理,得出透明纸宽度数据,依据卷烟生产工艺要求,单张透明纸宽度不能超过标准宽度1mm;故工业计算机测量工业相机拍摄的透明纸宽度以0.1mm为单位,工业计算机处理得到的透明纸宽度数据通过电性连接输送至plc控制器。
5.如权利要求4所述的一种yb518型双通道烟包透明纸宽度量化控制系统的控制方法,其特征在于,其中,yb518机型运行时,plc控制器对接收到的透明纸宽度“in1”信号与透明纸“标准宽度”比较,工业计算机传送数值“n1”至plc处理器,当工业计算机传送的数值“n1”不等于标准宽度时,plc控制器输出一高电平信号至原机控制器a12的3#脚,作为a12.0的使能信号;在原机控制器a12的3#脚有高平使能信号,即工业计算机传送的数值“in1”不等于标准宽度的情况下,当工业计算机接收到的数值“in1”大于标准宽度,plc控制器输出一高电平至原机控制器a12的4#脚,作为驱动电机m12正转信号;否则,原机控制器a12的4#脚无高电平信号,驱动电机m12反转;当测量宽度不等于标准宽度时,通过控制电机m12的正/反转,并控制调节辊轮组(2)沿辊的轴向移动和/或沿倾斜于辊的轴向移动,以移动整张透明纸;量化控制调整透明纸一切二辊轮组的轨道一和轨道二上的透明纸宽度,以使两轨道上的透明纸达到宽度均衡,与标准宽度一致。
技术总结
本发明公开了一种YB518型双通道烟包透明纸宽度量化控制系统的控制方法,控制系统包括调节辊轮组(2)、切刀(3)、工业相机(5)、导向辊轮组(6)、主传动盘、光电开关、工业计算机、PLC控制器、原机控制器A12、电机M12;当测量宽度不等于标准宽度时,通过控制电机的正/反转,并控制调节辊轮组沿辊的轴向移动和/或沿倾斜于辊的轴向移动,以移动整张透明纸;量化控制调整透明纸一切二辊轮组的轨道一和轨道二上的透明纸宽度,以使两轨道上的透明纸达到宽度均衡,与标准宽度一致。本发明避免了烟包因透明纸宽度不达标而出现包裹不全的现象,保证了烟包产品质量。
技术研发人员:邓宇,涂晓春,胡鹏,梁崇标,万玮,万小兵,胡云龙,李强
受保护的技术使用者:江西中烟工业有限责任公司
技术研发日:
技术公布日:2024/1/13
- 还没有人留言评论。精彩留言会获得点赞!