一种分段式型材装框设备的制作方法
本发明涉及自动化生产,具体而言,涉及一种分段式型材装框设备。
背景技术:
1、在是我国国内的铝型材生产企业中,基本上99%的企业在挤压工序完成后,都是采用人员手动搬送装框,只有极少数的企业有装框设备,但是都是半自动的装框设备。
2、而且现有的装框设备存在以下缺点:(1)短料短框,要为短型材特殊定制相应的短框,框架规格尺寸多,不能统一框架规格,形成管理和物料资源的浪费;(2)长框装短料,自动装框装料只能装一段短料浪费空间,在下道工序铝型材进行时效时,更是因空间的浪费导致影响能源浪费,形成不了节能管理;(3)因自动装框装料只能装一段短料浪费空间,从而使用人工进行两段短料装框,这也导致生产不能形成智能智造,影响了生产效率。
技术实现思路
1、基于此,为了解决传统的装框设备在型材最终装框时无法充分利用空间的问题,本发明提供了一种分段式型材装框设备,其具体技术方案如下:
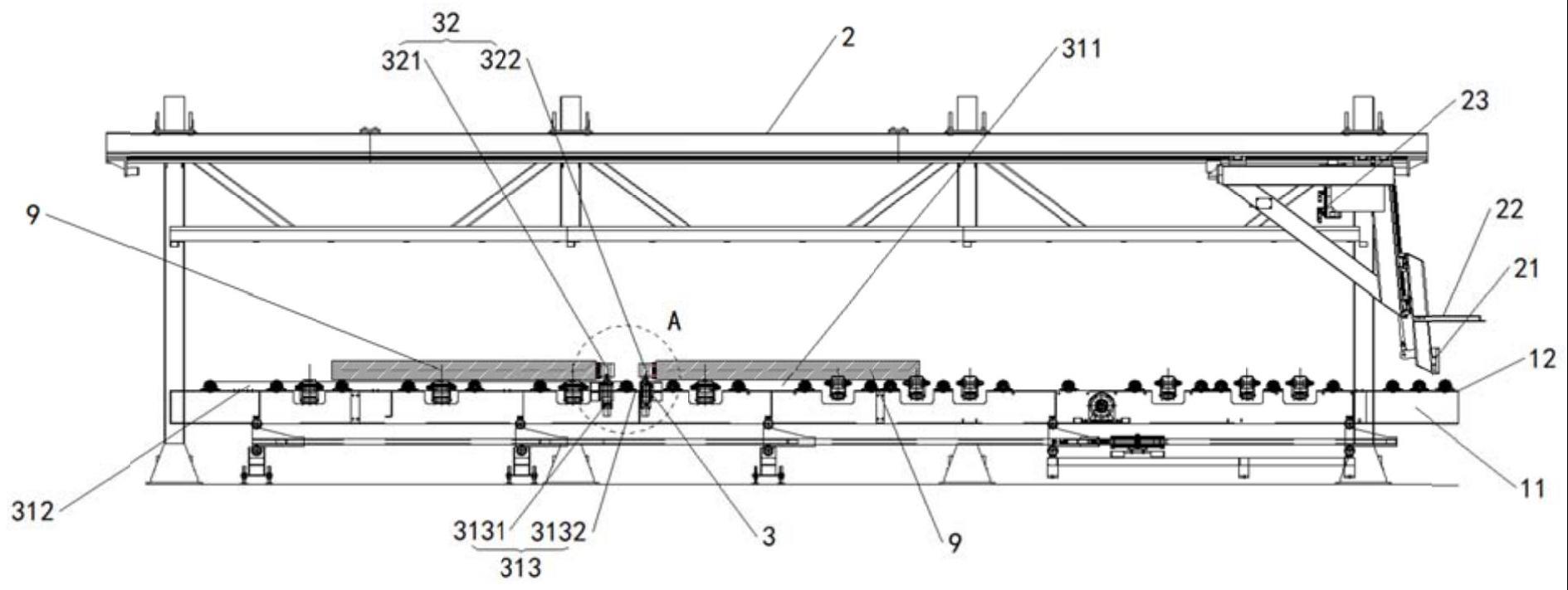
2、一种分段式型材装框设备,包括输送机构和分段装置;所述输送机构沿型材的运输方向上依次设置有进料位、分段位、和装框位;所述分段装置设置于所述分段位处,所述分段装置包括辊筒组和升降挡板,所述升降挡板装配于所述辊筒组上并可相对所述辊筒组升降运动,所述升降挡板将所述辊筒组分为正转空间和反转空间两部分,所述正转空间与所述反转空间上分别设置有控制电机。
3、上述分段式型材装框设备,通过设置有分段装置,在辊筒组上增加升降挡板,第一组型材走到反转空间上的设定位置后,通过反向滚动使型材的一端面接触升降挡板,第二组型材则在正转空间上正向输送至一端面接触升降挡板,此时第一组型材和第二组型材都能在设定上位置后,将型材转运至料框处完成收集放置,解决了传统的装框设备在型材最终装框时无法充分利用空间的问题;上述分段装置的优点:一个料框能装两组不同的型材,减少了料框的规格,避免了管理和物料成本的浪费,提高了生产效率,在维护成本上形成良性发展,降低了使用成本。
4、进一步地,所述进料位处安装有定尺台,所述定尺台的一端设置有进料口,所述定尺台的另一端与所述辊筒组连接。
5、进一步地,分段式型材装框设备还包括位于所述输送机构一侧的定尺装置,所述定尺装置包括挡料板、光电检测器以及用于控制所述挡料板升降运动的升降驱动件,所述挡料板设置于所述定尺台的上方且位于所述定尺位上。
6、进一步地,所述辊筒组包括正转链条、反转链条、安装座和多个辊筒,所述正转链条安装于所述输送机构上并位于并所述正转空间内,所述反转链条安装于所述输送机构上并位于所述反转空间内,所述安装座设置于所述正转空间与所述反转空间之间,所述升降挡板活动装配于所述安装座上并用于抵接限位型材,多个所述辊筒可旋转地间隔设置于所述正转链条上方和所述反转链条上方;所述正转链条与所述反转链条分别通过两个不同的控制电机控制。
7、进一步地,所述安装座包括第一升降件和第二升降件,所述升降挡板包括第一挡块和第二挡块;所述第一升降件安装于所述输送机构上并位于所述正转空间内,所述第一挡块活动插接于所述第一升降件内;所述第二升降件安装于所述输送机构上并位于所述反转空间内,所述第二挡块活动插接于所述第二升降件内;所述第一挡块与所述第二挡块的升降运动均通过驱动电机控制。
8、进一步地,所述第一运输位、所述第二运输位和所述第三运输位处均设置有传送带组,所述传送带组包括第一传送带和第二传送带,所述第一传送带位于所述正转空间的型材运输下工位,所述第二传送带位于所述反转空间的型材运输下工位。
9、进一步地,所述装框位处安装有用于收集放置型材的框架,所述框架位于所述第三运输位的传送带组的下方。
10、进一步地,所述框架为料框。
技术特征:
1.一种分段式型材装框设备,其特征在于,包括:
2.根据权利要求1所述的分段式型材装框设备,其特征在于,所述进料位与所述分段位之间还设置有定尺位;所述分段为与所述装框位之间还依次设置有第一运输位、第二运输位和第三运输位;所述进料位处安装有定尺台,所述定尺台的一端设置有进料口,所述定尺台的另一端与所述辊筒组连接。
3.根据权利要求2所述的分段式型材装框设备,其特征在于,还包括定尺装置,所述定尺装置包括挡料板、光电检测器以及用于控制所述挡料板升降运动的升降驱动件,所述挡料板设置于所述定尺台的上方且位于所述定尺位上。
4.根据权利要求1所述的分段式型材装框设备,其特征在于,所述辊筒组包括正转链条、反转链条、安装座和多个辊筒,所述正转链条安装于所述输送机构上并位于所述正转空间内,所述反转链条安装于所述输送机构上并位于所述反转空间内,所述安装座设置于所述正转空间与所述反转空间之间,所述升降挡板活动装配于所述安装座上并用于抵接限位型材,多个所述辊筒可旋转地间隔设置于所述正转链条上方和所述反转链条上方;所述正转链条与所述反转链条分别通过两个不同的控制电机控制。
5.根据权利要求4所述的分段式型材装框设备,其特征在于,所述安装座包括第一升降件和第二升降件,所述升降挡板包括第一挡块和第二挡块;所述第一升降件安装于所述输送机构上并位于所述正转空间内,所述第一挡块活动插接于所述第一升降件内;所述第二升降件安装于所述输送机构上并位于所述反转空间内,所述第二挡块活动插接于所述第二升降件内;所述第一挡块与所述第二挡块的升降运动均通过驱动电机控制。
6.根据权利要求2所述的分段式型材装框设备,其特征在于,所述第一运输位、所述第二运输位和所述第三运输位处均设置有传送带组,所述传送带组包括第一传送带和第二传送带,所述第一传送带位于所述正转空间的型材运输下工位,所述第二传送带位于所述反转空间的型材运输下工位。
7.根据权利要求2所述的分段式型材装框设备,其特征在于,所述装框位处安装有用于收集放置型材的框架,所述框架位于所述第三运输位的传送带组的下方。
8.根据权利要求7所述的分段式型材装框设备,其特征在于,所述框架为料框。
技术总结
本发明提供了一种分段式型材装框设备,包括输送机构和分段装置;所述输送机构沿型材的运输方向上依次设置有进料位、分段位和装框位;所述分段装置设置于所述分段位处,所述分段装置包括辊筒组和升降挡板,所述升降挡板装配于所述辊筒组上并可相对所述辊筒组升降运动,所述升降挡板将所述辊筒组分为正转空间和反转空间两部分,所述正转空间与所述反转空间上分别设置有控制电机。本发明解决了传统的装框设备浪费框架空间的问题,且具有可代替部分人工劳动力和生产效率高的优点。
技术研发人员:麦鸿杰,杨富明
受保护的技术使用者:广东赛福智能装备有限公司
技术研发日:
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!