一种叠加理料机构的制作方法
本发明涉及包装设备的,特别是涉及一种叠加理料机构。
背景技术:
1、在包装行业中,盒类包装形式占据90%以上的应用比例,在包装箱进料时一般采用散盒或中包形式进料,入箱方向很多是从上向下立装,由于包装设备往往还需兼顾高节拍的包装要求,这对包装设备的理料机构提出了很高的要求。现有的包装工艺,有人工装盒装箱和采用自动化连线设备两种。其中自动化连线设备中的叠加理料机构主要采用跌落立盒(包),导向挤盒侧立和转轮式立盒(包)等形式。采用人工包装形式效率低,易出错,而采用自动化设备,存在物料站立过程不能完全约束,理料功能的实现不稳定,易损伤物料等问题。
技术实现思路
1、为解决上述技术问题,本发明提供一种物料盒在整理全程均约束受控,不易损坏物料包材,结构紧凑且集成度高,能够集成到现有包装设备中应用的叠加理料机构。
2、本发明的叠加理料机构,再出料口配置外接的90°翻转机构,实现盒类物料站立理料整理。本发明夹持盒类物料单列进料,由顶升气缸顶至叠料架,完成物料单层站立整理,再将单层物料推至翻转机构,经过90°翻转放平,实现单层理料。理料的全程盒类物料约束受控,满足高节拍的理料需求。本发明不含简单的推出和翻转机构。
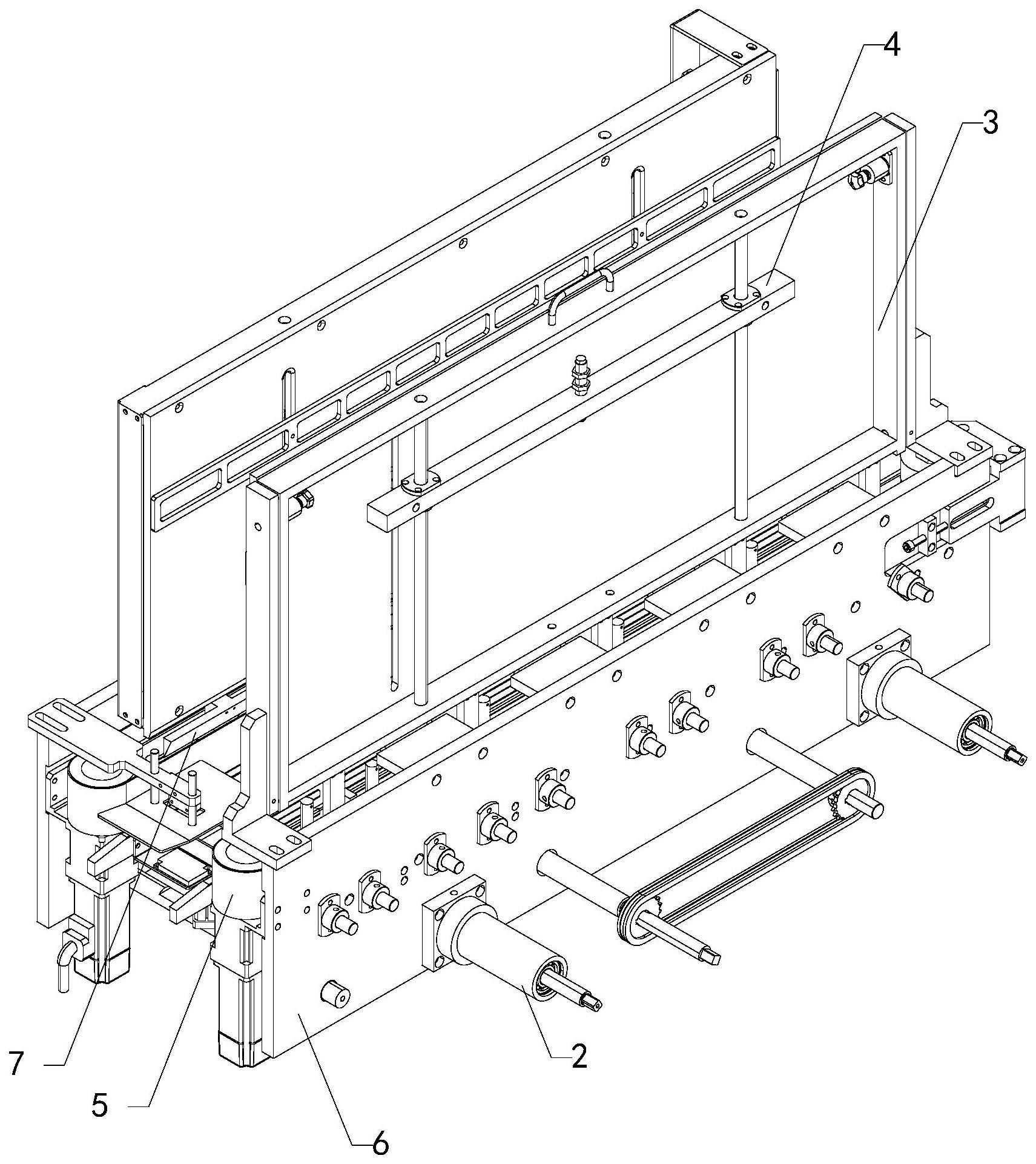
3、本发明的一种叠加理料机构,包括顶升气缸组件、调整丝杠组件、叠料架、压料组件、进料伺服同步带组件、底座部分和翻转支撑板组件,底座部分能够安装到现有包装设备中,调整丝杠组件用于调节底座部分的宽度,顶升气缸组件、叠料架、进料伺服同步带组件和翻转支撑板组件安装在底座部分上,压料组件安装在叠料架上,顶升气缸组件位于底座部分的上部中央,进料伺服同步带组件位于顶升气缸组件的左右两侧,叠料架位于底座部分的两侧上方,翻转支撑板组件横向布置在进料伺服同步带组件和叠料架之间,进料伺服同步带组件将物料盒向后输送,顶升气缸组件将物料盒托住,当物料盒达到设定数量时顶升气缸组件将整列物料盒顶入叠料架中并推动压料组件升高,叠料架将顶入的整列物料盒的左右侧面夹持住,在物料盒顶入时翻转支撑板组件翻转收缩,当物料盒进入叠料架后,翻转支撑板组件将最下一列物料盒托住,压料组件将最上一列物料盒压住;工作时,进料伺服同步带组件运行将盒类物料沿着顶升气缸组件向后输送,在顶升气缸组件上排列满盒类物料后,顶升气缸组件顶起所述整列盒类物料,盒类物料挤压翻转支撑板组件使其翻起,从而使得顶升气缸组件将整列物料整体送入叠料架中,同时整列物料盒将压料组件推动升高,顶升气缸组件收缩复位,翻转支撑板组件弹出,盒类物料落回到翻转支撑板组件上,使得翻转支撑板组件将最下一列物料盒支撑托住,压料组件将最上一列物料盒压住,叠料架将整列物料盒的左右两侧夹住,重复上述叠料工艺流程,直至完成整层盒类物料叠加,相比现有技术本案物料盒在整理全程均约束受控,理料工艺稳定高效并且不易损坏物料包材,结构紧凑且集成度高,能够集成到现有包装设备中应用。
4、优选的,底座部分包括左侧板、右侧板和连接杆,左侧板和右侧板左右相对布置,顶升气缸组件、进料伺服同步带组件和翻转支撑板组件均位于左侧板和右侧板之间,叠料架、进料伺服同步带组件和翻转支撑板组件均分为两部分,叠料架、进料伺服同步带组件和翻转支撑板组件的两个部分别安装在左侧板和右侧板上,左侧板和右侧板之间通过连接杆连接,调整丝杠组件将左侧板和右侧板串连;通过调整丝杠组件调整左侧板和右侧板的间距,从而整体调节叠料架、进料伺服同步带组件和翻转支撑板组件的两个部分之间的间距,使得设备能够适用于不同规格的物料盒,通用性好。
5、优选的,调整丝杠组件包括套管座一、套管座二、套管和伸缩丝杆,套管座一安装在左侧板上,套管座二安装在右侧板上,套管插装在套管座一和套管座二中,套管的一端与套管座一固定连接,套管的另一端与套管座二滑动连接,套管上设置有长槽孔,伸缩丝杆设置为通过螺纹连接的套筒和丝杆,伸缩丝杆位于套管中,伸缩丝杆的套筒端与套管座一通过轴承转动连接,伸缩丝杆的丝杆端通过套管的长槽孔和轴承传动组件与套管座二传动连接;所述的轴承传动组件为轴承二和连接螺栓,伸缩丝杆的丝杆端固定套装在轴承二的内圈中,连接螺栓穿过套管座二的通孔和套管的长槽孔与轴承二的外圈螺纹连接,从而在转动伸缩丝杆使得伸缩丝杆收缩或伸长时,套管座一和套管是固定的,伸缩丝杆的丝杆端带动套管座二沿着套管移动,从而调节左侧板和右侧板的宽度,使得设备能够适用于不同宽度的物料盒,通用性好。
6、优选的,进料伺服同步带组件包括主动同步轮、伺服电机、从动同步轮、同步带和导料板一,两个主动同步轮分别转动安装在左侧板和右侧板上部的前端,两个伺服电机分别驱动两个主动同步轮转动,两个从动同步轮分别转动安装在左侧板和右侧板的上部的后端,同步带套装在主动同步轮和从动同步轮上,两个同步带相对的面与物料盒的左右两侧摩擦接触将物料盒向后输送;两个伺服电机驱动两个主动同步轮转动,两个主动同步轮驱动两个同步带同步转动,将物料盒向后输送,两个同步带同时起到将整列物料盒两侧对齐约束的作用,输送效果稳定,实用性好。
7、优选的,还包括导料板一和计数器,导料板一安装在左侧板上,导料板一位于两个主动同步轮的中间上方,导料板一将进入的物料盒向下导向,将整列物料盒的上下面对齐,计数器安装在导料板一上,计数器对物料盒计数;通过导料板一对物料盒的导向使得物料盒的上下面对齐,提高叠料效果,通过计数器方便设定和监测整列物料盒的数量。
8、优选的,顶升气缸组件包括安装座板、顶升气缸、顶板和导向杆,安装座板安装在可调支架上,所述可调支架安装在左侧板和右侧板之间,可调支架调整安装座板的位置,使安装座板位于左侧板和右侧板之间,顶升气缸的固定端安装在安装座板上,顶板安装在顶升气缸的活塞杆上,顶板位于两个同步带的中间下方,两个导向杆的下部滑动安装在安装座板上,两个导向杆的上端与顶板连接,两个导向杆对顶板进行升降导向;当顶板上方的物料盒达到设定数量后,顶升气缸的活塞杆伸长将顶板推高,顶板将两个同步带之间的整列物料盒顶入叠料架中,之后顶升气缸的活塞杆收缩复位,在此过程中,两个导向杆对顶板导向限位,可调支架使得顶板能够处在两个同步带之间,可调支架可以与调整丝杠组件的结构相同或相近。
9、优选的,还包括截流气缸和截流板,截流气缸安装在左侧板和右侧板的中间前端,截流板安装在截流气缸的活塞杆顶端,顶板上的物料和达到设定数量时,截流板伸入进料伺服同步带组件的进入端口中将前方未进入进料伺服同步带组件的物料盒挡住;截流气缸的活塞杆推动截流板伸入进料伺服同步带组件的进入端口中将前方未进入进料伺服同步带组件的物料盒挡住,避免在顶板顶推物料盒时,有物料盒进入顶板的下方被挤压损坏。
10、优选的,翻转支撑板组件包括转动支架、楔形支撑板、弹簧,多个转动支架的外端分别与左侧板和右侧板的内侧面连接,多个转动支架的内端分别连接两个楔形支撑板,两个楔形支撑板分别位于两个同步带的上方,两个楔形支撑板相对的面设置为楔形面,所述楔形面的下边缘靠外,楔形面的上边缘靠内,两个楔形支撑板的顶面将物料盒的底部两侧支撑托住,多个弹簧的外端分别连接左侧板和右侧板,多个弹簧的内端分别连接两个楔形支撑板,多个楔形支撑板和多个弹簧配合使得两个楔形支撑板能够翻动;多个转动支架和多个弹簧弹性支撑两个楔形支撑板,在顶升气缸组件顶高整列物料盒时,物料盒沿着两个楔形支撑板的楔形面向上移动,从而将两个楔形支撑板向外翻转,当物料盒被推入叠料架中,顶升气缸组件复位时,两个楔形支撑板在多个转动支架和多个弹簧的弹力作用下复位,并使两个楔形支撑板的顶面将物料盒的底部两侧支撑托住,实现对物料盒下部的限位约束,实用性好。
11、优选的,叠料架包括定料架、翻转架、动料架、把手和插销,定料架安装在左侧板上,翻转架安装在右侧板上,动料架的下部转动安装在翻转架上,动料架的上部设置把手,动料架的上部和翻转架之间通过插销活动插装连接,压料组件安装在定料架和动料架上;多列物料盒夹持在定料架和动料架之间,需要进行检查时,操作插销将动料架和翻转架的上部断开连接,手握把手将动料架翻转打开,方便进行检修。
12、优选的,压料组件包括滑杆、配重板和压料板,定料架和动料架上均设置有长导槽,定料架和动料架的外侧面上均安装有两个滑杆,两个配重板分别滑动安装在多个滑杆上,两个配重板分别位于定料架和动料架的外侧,两个压料板分别水平位于定料架和动料架的内侧,两个压料板分别透过定料架和动料架的长导槽与两个配重板连接;两个配重板沿着多个滑杆上下滑动,带动两个压料板上下滑动,使得两个压料板压紧在最上一列的物料盒上,对物料盒的上方进行约束。
13、本发明的有益效果为:工作时,进料伺服同步带组件运行将盒类物料沿着顶升气缸组件向后输送,在顶升气缸组件上排列满盒类物料后,顶升气缸组件顶起所述整列盒类物料,盒类物料挤压翻转支撑板组件使其翻起,从而使得顶升气缸组件将整列物料整体送入叠料架中,同时整列物料盒将压料组件推动升高,顶升气缸组件收缩复位,翻转支撑板组件弹出,盒类物料落回到翻转支撑板组件上,使得翻转支撑板组件将最下一列物料盒支撑托住,压料组件将最上一列物料盒压住,叠料架将整列物料盒的左右两侧夹住,重复上述叠料工艺流程,直至完成整层盒类物料叠加,相比现有技术本案物料盒在整理全程均约束受控,理料工艺稳定高效并且不易损坏物料包材,结构紧凑且集成度高,能够集成到现有包装设备中应用。
- 还没有人留言评论。精彩留言会获得点赞!