一种炼钢工程长距离输送皮带机托辊高效安装结构及方法与流程
本发明涉及输送皮带机托辊安装,具体为一种炼钢工程长距离输送皮带机托辊高效安装结构及方法。
背景技术:
1、冶金工程中生产所需的熔剂及合金原辅料,常规均采用长度不等的上料输送皮带机进行输送至各个料仓内实现以备生产过程中使用,上料输送皮带机设置的长度通常根据生产工艺配置而确定,短则十几米、长的可达上千米。托辊是输送皮带机的主要组成部分,托辊的作用是通过各类托辊组合形成平面支撑和运行导向用于承载输送皮带。以一条400m长度输送皮带机,且与水平地面的夹角为10°的安装为例,托辊安装间距一般在500~1000mm之间,托辊合计数量约1200个,每个托辊重约10~20kg,总重约12000kg;托辊安装位置点是沿皮带机运行方向均匀的分布在皮带机托辊支架上,具有点多线长的安装特点,故很难采用机械吊装设备直接将托辊分别吊装至各安装位置点,目前通用做法是采用人工将各安装位置点的托辊,逐个人工搬运到位后再就位安装;由于托辊数量较多,皮带通廊具有较大坡度,这种托辊安装方法,造成人工搬运劳动强大、负荷重,劳动效率较低,会造成施工工期和工程投入费用的增加;同时托辊表面光滑且较重,人工搬运安装过程中容易滑落跌倒,具有一定的安全隐患。
2、近年来,我国钢铁产业结构得到优化,主要体现在淘汰落后产能进展顺利、产业集中度不断提高和产业布局得到优化。伴随冶金工程快速发展、绿色升级改造项目增多,大型炼钢工程建造增多,导致输送皮带机距离越来越长、托辊也越来越重,同时随着冶金建设项目工期的缩短,对施工现场的施工效率要求越来越高,那么如何解决现有输送皮带机托辊安装劳动强度大、劳动效率低、且存在一定的安全隐患等问题是亟待解决的技术难题,为绿色高效的冶金建设工程贡献力量。
3、经检索,专利名称为:高炉上料皮带机托辊运输装置(cn201320700457.4),通过卷扬机牵引运输小车的方式,运输高炉上料皮带机托辊,替代人工运输皮带机托辊,运输过程安全高效,缩短了皮带机检修前后新旧托辊的运输时间。该方法仅是提供一种装置的示意、无任何量化指标,未明确卷扬机及牵引钢丝绳与运输小车之间的量化关系,使得该方案具有一定的随意性与盲目性,无法做到不同工况条件下的推广使用;此外运输小车的滑道需要特殊定制,不具备施工简便性和可重复利用性,并且滑道需与皮带机钢支架焊接在一起,导致安装过程中无法对皮带机钢支架进行微调整;此外该方法对输送皮带机辊轴的安装过程毫无介绍。
4、此外,专利名称为:一种长距离输送皮带机托辊的安装运输方法(202011358442.5),该方法通过借助已安装就位的托辊,采用人工推动u型承托盘的方式将托辊运输至安装点进行逐个安装,以此循环往复。虽然该方法介绍了皮带机托辊运输及安装的方法,但是该方法仍然需要人工进行推动及搬运,劳动负荷较大,同时该方法无法做到托辊的连续安装,此外由于托辊较重,如每次运输托辊数量较多时,将增大u型承托盘的推动阻力,因此将大大限制运输数量,劳动效率降低。此外,专利名称:一种皮带机托辊更换装置及更换方法(201911011545.1)、一种高炉上料皮带机托辊更换装置(201820010885.7)等专利,均对输送皮带机托辊在检修停车期间的局部更换维修提出了高效的施工方法,但对长距离输送皮带机施工中托辊的高效运输及安装的方法介绍较少。
5、综上所述,以上各种方法并不适用于现阶段快节奏生产模式下的高效、安全、可推广普及的皮带机托辊安装方法。
技术实现思路
1、本发明的目的在于提供一种炼钢工程长距离输送皮带机托辊高效安装结构及方法,安装过程连续可靠,形成连续高效的安装机制,同时建立与明确托辊安装过程主要作用机制之间的量化关系,使得安装方法具有不同工况条件下的可推广性;既降低了劳动负荷、提高劳动效率,又具备安全推广性,以解决上述背景技术中提出的问题。
2、为实现上述目的,本发明提供如下技术方案:
3、一种炼钢工程长距离输送皮带机托辊高效安装结构,包括:用于运载托辊在托辊支架旁安全通道上运行的运输小车;用于牵引运输通过牵引钢丝绳与运输小车连接的牵引卷扬机;用于控住运输小车下平稳运行的导向滑道和运输小车车轮;以及安装卷扬机与定滑轮组配套使用将托辊逐个安装至托辊支架上。
4、本发明提供另一种如下技术方案:一种炼钢工程长距离输送皮带机托辊高效安装方法,包括以下步骤:
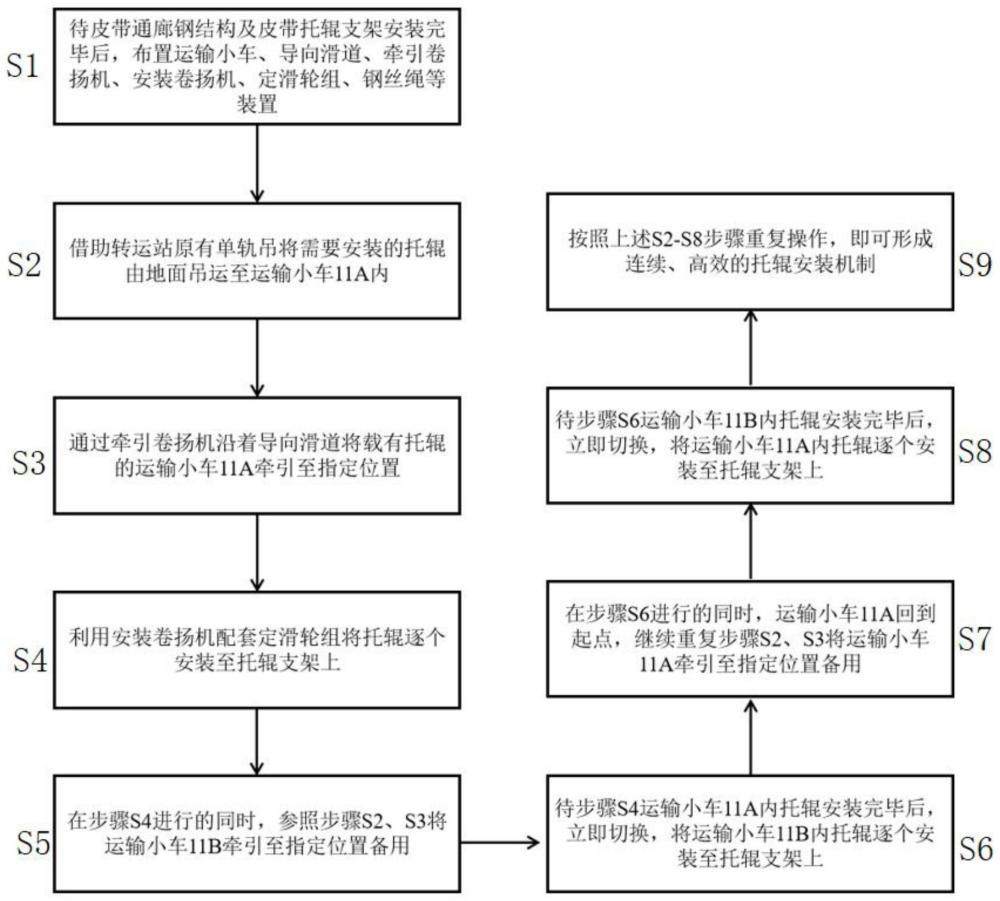
5、s1:待皮带通廊钢结构及皮带托辊支架安装完毕后,布置运输小车、导向滑道、牵引卷扬机、安装卷扬机、定滑轮组和牵引钢丝绳;
6、s2:借助转运站原有单轨吊将需要安装的托辊由地面吊运至运输小车内;
7、s3:通过牵引卷扬机沿着导向滑道将载有托辊的运输小车牵引至指定位置;
8、s4:利用安装卷扬机配套的定滑轮组将托辊逐个安装至托辊支架上;
9、s5:在s4进行的同时,参照s2、s3将运输小车牵引至指定位置备用;
10、s6:待s4运输小车内的托辊安装完毕后,立即切换,将运输小车内的托辊逐个安装至托辊支架上;
11、s7:在s6进行的同时,运输小车回到起点,继续重复s2、s3将运输小车牵引至指定位置备用;
12、s8:待s6运输小车内托辊安装完毕后,立即切换,将运输小车内的托辊逐个安装至托辊支架上;
13、s9:按照上述s2-s8重复操作,即可形成连续、高效的托辊安装机制。
14、进一步地,s1中在皮带托辊支架安装后对中心线进行验收合格,再进行托辊安装工作,牵引卷扬机和安装卷扬机分别与通廊钢结构地面焊接固定。
15、进一步地,所述导向滑道采用槽钢c10,其中h1为导向滑道与托辊支架的距离,取500~600mm,h2为导向滑道的间距,取运输小车的轮距;导向滑道与皮带通廊钢结构之间采取双边交叉间断焊接。
16、进一步地,所述牵引钢丝绳的规格选用根据钢丝绳最大安全静张力进行确定,其中牵引钢丝绳最大安全静张力具体计算公式如下:
17、pj=k*g*[qklq*(sinθ+fscosθ)+(mc+n*mt)*(sinθ+fccosθ)]/1000
18、其中,pj为牵引钢丝绳最大安全静张力,kn;qk为牵引钢丝绳重量,kg/m;lq为运输小车牵引的最大距离,m;θ为皮带通廊与水平地面的夹角,°;g为重力加速度,取9.8n/kg;fs为钢丝绳的摩擦系数,取0.2;fc为运输小车在导向滑道上运行的摩擦系数,取0.1;mc为运输小车的总质量,kg;mt为平均每个托辊的质量,kg;n为每次可运输的托辊的最大数量;k为钢丝绳安全系数,取6-8。
19、进一步地,所述牵引卷扬机规格型号的选取参照卷扬机相关参数:最大牵引力pn>pj,即可满足牵引提升功能,其中,pn卷扬机最大牵引力,kn;pj为牵引钢丝绳最大安全静张力,kn。
20、进一步地,所述运输小车采用施工现场常用的钢板作为底面和侧面焊接而成的敞口式小车,运输小车下坡面高于其它侧面500mm,可根据托辊支架旁安全通道宽度及托辊尺寸考虑运输小车的尺寸;其中运输小车设置四个车轮,其车轮采用铁芯橡胶车轮,且轮宽控制在80±5mm之间。
21、进一步地,待运输小车将托辊运输至指定安装位置,利用安装卷扬机配套定滑轮组将托辊逐个安装至托辊支架上,其中安装卷扬机选用市场常见的2吨卷扬机,即可满足托辊安装要求,其中定滑轮组每隔2m设置一个定滑轮,待定滑轮2m区域内托辊安装完毕后将此定滑轮拆除,往后重复上述步骤继续安装。
22、与现有技术相比,本发明的有益效果是:
23、1、本发明的一种炼钢工程长距离输送皮带机托辊高效安装结构及方法,通过运输小车、导向滑道、牵引卷扬机、安装卷扬机、定滑轮组等之间的充分配合,避免传统由人工搬运托辊,节省人力成本,提高安装效率。
24、2、本发明的一种炼钢工程长距离输送皮带机托辊高效安装结构及方法,通过将长距离输送皮带机托辊安装的方法进行步骤化梳理,使得安装过程连续可靠,形成高效的安装机制,提高劳动效率。
25、3、本发明的一种炼钢工程长距离输送皮带机托辊高效安装结构及方法,通过建立与明确托辊安装过程主要作用机制之间的量化关系,且充分考虑运行安全系数,使得安装方法具有不同工况条件下的安全性、可推广性。
26、4、本发明的一种炼钢工程长距离输送皮带机托辊高效安装结构及方法,通过在托辊支架两侧安全通道均设运输小车,使得托辊的运输与安装工作在时空中互不干扰,提高劳动效率。
- 还没有人留言评论。精彩留言会获得点赞!