一种异形烟包自动装框控制方法及装置与流程
本申请涉及卷烟运输,更具体地,涉及一种异形烟包自动装框控制方法及装置。
背景技术:
1、在原烟收储过程中,“麻包+框栏”作为重要的原烟装载转运模式已被烟草行业广泛应用。框栏外形尺寸为1855mmx1604mmx1485mm,框栏尺寸已经在烟厂行业被广泛采用。为便于后续的运输搬运作业,在烟草公司烟叶收购环节大量采用麻片打包后形成40kg/包的烟包,在工业环节又将烟包进行装框,分四层装框,每层4包,按4x4的模式进行装框,每框可装16包。框栏的外形如图1所示。
2、由于烟叶生长的部位不一致,烟叶分为上部烟叶、中部烟叶和下部烟叶,上部烟叶尺寸≤中部烟叶尺寸≤下部烟叶尺寸,即每片上部烟叶重量≤中部烟叶重量≤下部烟叶重量。而且在用麻片打包时,三个部位的烟叶不能混在一起打包,一个烟包只能用一个部位的烟叶打包。这就造成烟包外形尺寸的不一致性。再由于麻包烟具有一定的柔性,较易产生变形;在烟草公司收烟站打包好的烟包,在仓库堆放过程中,烟包也会变形;在烟车的运输过程中,烟包相互挤压,烟包也会变形。这就造成装框的烟包尺寸和形状不一致,有些烟包的尺寸在标准尺寸范围内,有些则超出标准范围,成为异形烟包。
3、对于非标准的异形烟包,在装框过程中,由于高度鼓出太多,极易出现只能装3层12包的情况,导致装载率不高,且由于长宽高尺寸不一,极易导致垮包率、掉包率较高,需要大量的人工整理,作业效率较低,安全隐患较大,现场管理较混乱等问题。
技术实现思路
1、本申请提供一种异形烟包自动装框控制方法及装置,通过识别自动装框过程中的影响因子并获得这些影响因子的最优取值,使得自动装框质量达到最优,实现异形烟包的自动、稳定、准确装框,降低了人工设置相关参数的复杂度,提高了工作效率,降低了人工整理框栏作业的难度,确保安全有序。
2、本申请提供了一种异形烟包自动装框控制方法,包括:
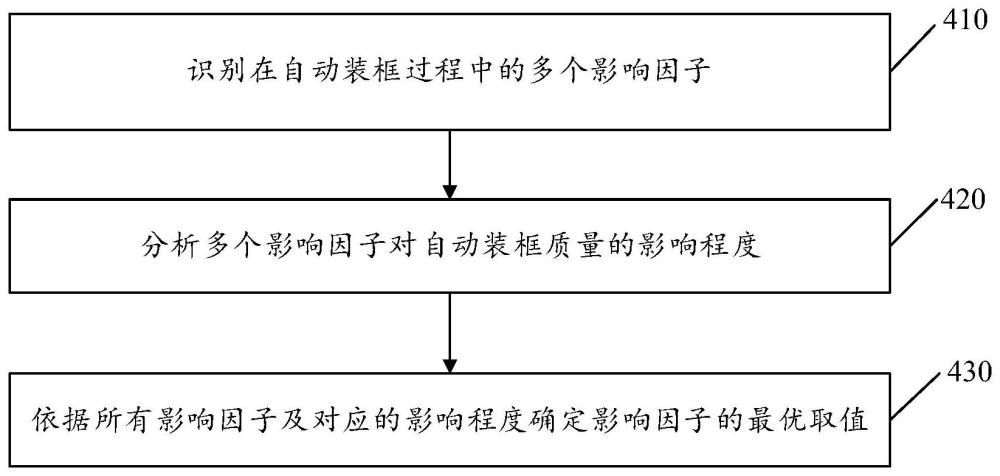
3、识别在自动装框过程中的多个影响因子;
4、分析多个影响因子对自动装框质量的影响程度;
5、依据所有影响因子及对应的影响程度确定影响因子的最优取值。
6、优选地,自动装框后,框栏中的堆码样式呈等腰梯形。
7、优选地,采用层次分析法分析多个影响因子对自动装框质量的影响程度。
8、优选地,多个影响因子包括皮带输送机的正向旋转速度、皮带输送机的伸出长度、框栏升降机的每层下降高度、框栏升降机的下降速度、伸缩机构的缩回速度、伸缩机构的伸出速度、侧整理机构的挡板与框栏的间距。
9、优选地,依据所有影响因子及对应的影响程度确定影响因子的最优取值,包括:
10、基于不同的影响因子的取值组合确定自动装框质量评分;
11、将自动装框质量评分的最高值对应的影响因子的取值组合作为影响因子的最优取值。
12、本申请还提供一种异形烟包自动装框控制装置,包括识别模块、影响程度分析模块以及最优取值获得模块;
13、识别模块用于识别在自动装框过程中的多个影响因子;
14、影响程度分析模块用于分析多个影响因子对自动装框质量的影响程度;
15、最优取值获得模块用于依据所有影响因子及对应的影响程度确定影响因子的最优取值。
16、优选地,自动装框后,框栏中的堆码样式呈等腰梯形。
17、优选地,影响程度分析模块用于采用层次分析法分析多个影响因子对自动装框质量的影响程度。
18、优选地,多个影响因子包括皮带输送机的正向旋转速度、皮带输送机的伸出长度、框栏升降机的每层下降高度、框栏升降机的下降速度、伸缩机构的缩回速度、伸缩机构的伸出速度、侧整理机构的挡板与框栏的间距。
19、优选地,最优取值获得模块包括评分确定模块和最优取值确定模块;
20、评分确定模块用于基于不同的影响因子的取值组合确定自动装框质量评分;
21、最优取值确定模块用于将自动装框质量评分的最高值对应的影响因子的取值组合作为影响因子的最优取值。
22、通过以下参照附图对本申请的示例性实施例的详细描述,本申请的其它特征及其优点将会变得清楚。
技术特征:
1.一种异形烟包自动装框控制方法,其特征在于,包括:
2.根据权利要求1所述的异形烟包自动装框控制方法,其特征在于,自动装框后,框栏中的堆码样式呈等腰梯形。
3.根据权利要求1所述的异形烟包自动装框控制方法,其特征在于,采用层次分析法分析所述多个影响因子对自动装框质量的影响程度。
4.根据权利要求1所述的异形烟包自动装框控制方法,其特征在于,所述多个影响因子包括皮带输送机的正向旋转速度、皮带输送机的伸出长度、框栏升降机的每层下降高度、框栏升降机的下降速度、伸缩机构的缩回速度、伸缩机构的伸出速度、侧整理机构的挡板与框栏的间距。
5.根据权利要求1所述的异形烟包自动装框控制方法,其特征在于,依据所有影响因子及对应的影响程度确定所述影响因子的最优取值,包括:
6.一种异形烟包自动装框控制装置,其特征在于,包括识别模块、影响程度分析模块以及最优取值获得模块;
7.根据权利要求6所述的异形烟包自动装框控制装置,其特征在于,自动装框后,框栏中的堆码样式呈等腰梯形。
8.根据权利要求6所述的异形烟包自动装框控制装置,其特征在于,所述影响程度分析模块用于采用层次分析法分析所述多个影响因子对自动装框质量的影响程度。
9.根据权利要求6所述的异形烟包自动装框控制装置,其特征在于,所述多个影响因子包括皮带输送机的正向旋转速度、皮带输送机的伸出长度、框栏升降机的每层下降高度、框栏升降机的下降速度、伸缩机构的缩回速度、伸缩机构的伸出速度、侧整理机构的挡板与框栏的间距。
10.根据权利要求6所述的异形烟包自动装框控制装置,其特征在于,所述最优取值获得模块包括评分确定模块和最优取值确定模块;
技术总结
本申请公开了一种异形烟包自动装框控制方法及装置,方法包括:识别在自动装框过程中的多个影响因子;分析多个影响因子对自动装框质量的影响程度;依据所有影响因子及对应的影响程度确定影响因子的最优取值。本申请通过识别自动装框过程中的影响因子并获得这些影响因子的最优取值,使得自动装框质量达到最优,实现异形烟包的自动、稳定、准确装框,降低了人工设置相关参数的复杂度,提高了工作效率,降低了人工整理框栏作业的难度,确保安全有序。
技术研发人员:盛小贺,徐跃明,游立清,何孝强,王睿,李影魁,雷松柏,郭阁,王龙,朱毅
受保护的技术使用者:红云红河烟草(集团)有限责任公司
技术研发日:
技术公布日:2024/1/25
- 还没有人留言评论。精彩留言会获得点赞!