毛刷装袋封口机的制作方法
本技术涉及毛刷包装的,尤其涉及一种毛刷装袋封口机。
背景技术:
1、在毛刷的生产制造中,将毛刷装袋打包是重要的一步工序,相关技术采用人工打包热压封口的技术方法,工作效率较低且包装的品质不高。
技术实现思路
1、本技术提供一种毛刷装袋封口机,以解决背景技术中采用人工打包热压封口导致工作效率不高且包装的品质不高的技术问题。
2、为解决上述技术问题,本技术采用的一个技术方案是:提供一种毛刷装袋封口机,所述毛刷装袋封口机包括:
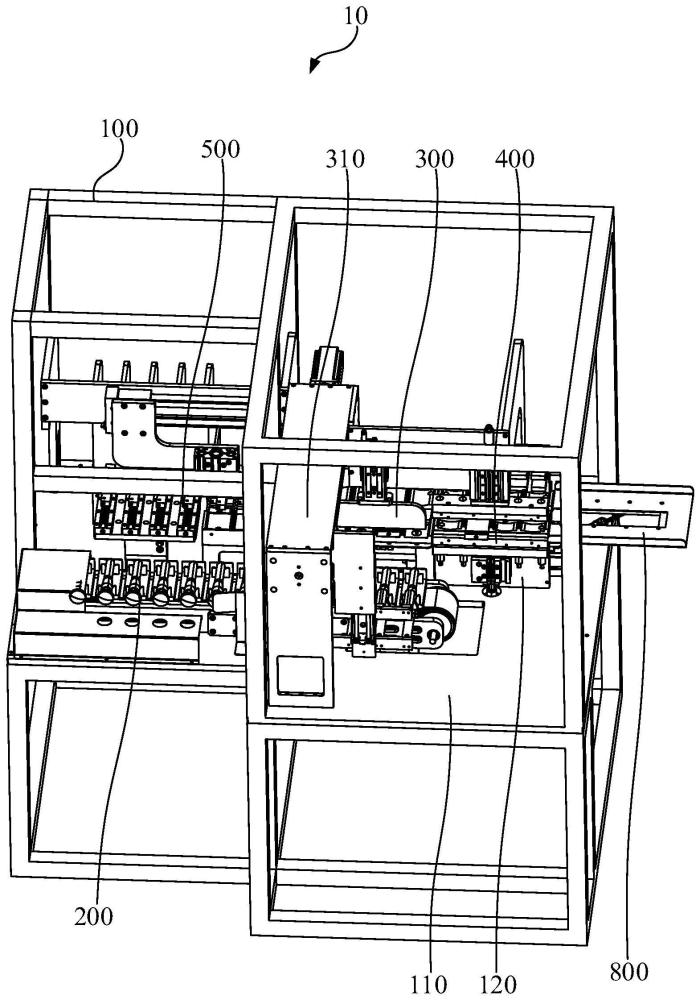
3、机架,包括承载台;
4、毛刷上料运输机构,包括毛刷运输组件、载刷台,所述毛刷运输组件设于所述承载台上,所述载刷台与所述毛刷运输组件连接固定,所述载刷台上设有毛刷垫块,所述毛刷垫块设于所述载刷台两端,所述毛刷垫块上设有凹部,所述凹部用于放置毛刷产品,所述载刷台的移动性设于所述毛刷运输组件上;
5、毛刷装袋机构,设于承载台上,所述毛刷装袋机构包括装载组件和开袋组件,所述装载组件包括装载杆,所述装载杆设于所述毛刷产品的上下两侧,所述装载杆用于夹送所述毛刷产品,所述开袋组件包括开袋杆和第二定位板,所述第二定位板设于所述开袋杆下方,所述第二定位板用于放置包装袋产品,所述开袋杆上设有开袋吸头,所述开袋吸头用与吸附打开所述包装袋产品;
6、热封机构,包括第三定位板和热封刀,所述第三定位板设于所述第二定位板一旁,所述第三定位板上用于放置装好所述毛刷产品的所述包装袋产品,所述热封刀用于热封装好所述毛刷产品的所述包装袋产品。
7、通过采用上述技术方案,工作人员将毛刷产品放入载刷台上,载刷台的毛刷垫块通过凹部来对毛刷产品进行初步限位固定,毛刷运输组件带动毛刷产品运动,开袋组件的开袋吸头将包装袋产品的一端吸开,使包装袋产品处于开口状态,装载组件的装载杆夹取毛刷运输组件运输过来的毛刷产品,将毛刷产品装入包装袋产品中,装好毛刷产品的包装袋产品放入第三定位板上,热封刀对其进行热封封口,完成对毛刷产品的装袋封口。
8、可选的,所述毛刷运输组件包括传送带、第一电机、毛刷限位板、保护罩,所述载刷台等距间隔设于所述传送带上,所述第一电机带动所述传送带运动,所述毛刷限位板设于所述传送带一旁,使毛刷以预设姿态在所述毛刷垫块上,所述保护罩设于所述承载台上靠近所述传送带,所述保护罩用于保护所述传送带和所述传送带上的所述毛刷产品。
9、通过采用上述技术方案,第一电机带动传送带稳定运输毛刷产品,毛刷限位板对安置在凹部中的毛刷产品进行二次限位,防止毛刷产品在运输的过程中发生位置改变和掉落,保护罩设于工作人员放入毛刷产品的传送带处,防止工作人员在放入毛刷产品时发生意外落入传送带中,起到保护作用。
10、可选的,所述毛刷装袋封口机包括包装袋运输机构,所述包装袋运输机构包括包装袋上料组件,所述包装袋上料组件包括储袋夹、载袋盒、第二电机,所述储袋夹设于所述承载台上,所述第二电机设于所述储袋夹下方,所述第二电机输出端连接所述载袋盒,所述载袋盒与所述储袋夹滑动连接,所述储袋夹用于放置所述包装袋产品,所述第二电机带动所述载袋盒进入所述储袋夹装载所述包装袋产品。
11、通过采用上述技术方案,工作人员将大量包装袋产品放入储袋夹中,储袋夹中间隔设有隔间,用于间隔放置包装袋产品,载袋盒与储袋夹滑动连接,当载袋盒中的包装袋产品使用完后,第二电机带动载袋盒进入储袋夹中进行包装袋产品的装载,等待载袋盒中装满包装袋产品后,第二电机载袋盒与储袋夹分离进入原本工位上。
12、可选的,所述包装袋运输机构包括包装袋定位组件,所述包装袋定位组件包括第一定位板、调位座、第三电机、调位板、调位杆,所述调位座设于所述承载台上,所述调位座上设有所述第三电机,所述第三电机滑动连接所述调位板,所述调位板上垂直设有所述调位杆,所述第一定位板设于所述调位板前后两侧,所述第一定位板与所述载袋盒位于同一水平高度,所述第一定位板用于接收来自所述载袋盒中的所述包装袋产品,所述第三电机带动所述调位板和所述调位杆对所述第一定位板上的所述包装袋产品进行二次定位。
13、通过采用上述技术方案,载袋盒中的包装袋产品被运输到第一定位板上,进行初步定位,第一定位板之间设有调位杆,第三电机带动调位板进行调位,进而带动调位杆对第一定位板上的包装袋产品进行定位固定,使第一定位板上的包装袋产品等距间隔平行安放。
14、可选的,所述包装袋运输机构包括吸附转运组件,所述吸附转运组件包括支撑架、第四电机、第五电机、连接板、辅助板、吸附杆,所述支撑架设于所述承载台上,所述支撑架对应所述储袋夹和所述包装袋定位组件,所述支撑架上设有所述第四电机,所述第四电机与所述连接板连接,所述连接板上设有第五电机,所述第五电机的输出端连接所述辅助板,所述辅助板上间隔设有所述吸附杆,所述吸附杆用于吸附所述包装袋产品,所述第四电机带动所述连接板横向运动从而带动吸附杆横向运动,所述第五电机带动所述辅助板竖直运动进而带动所述吸附杆竖直运动。
15、通过采用上述技术方案,吸附转运组件的吸附杆吸附载袋盒和第一定位板中的包装袋产品,吸附转运组件配合将载袋盒中的包装袋产品运输到第一定位板上进行定位作业,将第一定位板上的包装袋产品运输到第二定位板上进行开袋作业。
16、可选的,所述装载组件包括装载架、第六电机、装载板、竖直气缸、固定板、伸缩气缸,所述装载架设于所述承载板上,所述装载架上设有第六电机,所述第六电机连接所述装载板,所述装载板上设有所述竖直气缸,所述竖直气缸连接所述固定板,所述固定板上设有伸缩气缸,所述伸缩气缸上下两端设有所述装载杆,所述装载杆被所述伸缩气缸带动伸缩夹取所述毛刷产品。
17、通过采用上述技术方案,伸缩气缸带动上下两个装载杆收缩夹取载刷台上的毛刷产品,竖直气缸带动固定板竖直运动,进而带动毛刷产品进行竖直运动,第六电机带动装载板做进给运动,进而将毛刷产品装入第二定位板上处于开口状态的包装袋产品中,完成对毛刷产品的装袋作业。
18、可选的,所述毛刷装袋封口机包括转动运输机构,所述转动运输机构对应所述毛刷装袋机构和所述热封机构,所述转动运输机构包括平移气缸、平移板、升降气缸、第一安放板、第二安放板,所述平移气缸设于所述承载台上,所述平移气缸连接所述平移板,所述平移板的两端设有两个所述升降气缸,两个所述升降气缸分别连接所述第一安放板和所述第二安放板,所述第一安放板对应所述第二定位板,所述第一安放板设于所述第二定位板之间,所述第二安放板对应所述第三定位板,所述第二安放板设于所述第三定位板之间,所述第一安放板和所述第二安放板的水平移动性设于所述移动气缸处,所述第一安放板和所述第二安放板的竖直移动性设于所述升降气缸处。
19、通过采用上述技术方案,转动运输机构的第一安放板将第二定位板上装好毛刷组件的包装袋产品运输到第三定位板上进行热压封口作业,第二安放板将第三定位板上热压封口好的包装袋产品运输到下料机构上。
20、可选的,所述毛刷装袋封口机包括夹持组件,所述夹持组件与所述转动运输机构同步运动,所述夹持组件包括夹持臂,所述夹持臂对应所述第一安放板和所述第二安放板。
21、通过采用上述技术方案,在进行装袋和热压作业时夹持组件将包装袋产品的另一端夹持住,防止装袋作业和热压作业时包装袋产品发生移动,在转动运输机构运输时,夹持组件同步夹持运动,防止包装袋产品掉落。
22、可选的,所述机架包括支座,所述支座设于所述承载台上,所述第二定位板和所述第三定位板设于所述支座上,所述转动运输机构设于所述支座之间。
23、通过采用上述技术方案,支座对第二定位板和第三定位板起到支撑作用,支座上连接有下料机构。
24、可选的,所述毛刷装袋封口机包括下料机构,所述下料机构包括下料板、转动板、转动杆,所述下料板与所述第三定位板位于同一水平高度,所述下料板下方连接有所述转动板,所述转动板与所述第三定位板下方的所述支座相连,所述转动板的转动性设于所述支座上,所述转动杆连接所述转动板和所述支座。
25、通过采用上述技术方案,热压封口作业完成的包装袋产品被转动运输机构运输到下料板上,转动杆带动转动板进而带动下料板做转动运动,对包装袋产品进行转动下料,下料完成后,下料板恢复水平位置,完成下料作业。
26、本技术的有益效果是:本技术提供一种毛刷装袋封口机,工作人员将毛刷产品放入载刷台上,载刷台的毛刷垫块通过凹部来对毛刷产品进行初步限位固定,毛刷运输组件带动毛刷产品运动,开袋组件的开袋吸头将包装袋产品的一端吸开,使包装袋产品处于开口状态,装载组件的装载杆夹取毛刷运输组件运输过来的毛刷产品,将毛刷产品装入包装袋产品中,装好毛刷产品的包装袋产品放入第三定位板上,热封刀对其进行热封封口,完成对毛刷产品的装袋封口,结构简单,装袋封口效率较高,且装袋封口的质量较好。
- 还没有人留言评论。精彩留言会获得点赞!