一种无极调节重心的轮毂总成吊具的制作方法
本技术涉及吊装吊具,尤其是涉及一种无极调节重心的轮毂总成吊具。
背景技术:
1、轮毂总成是由轮毂、轴承、油封、齿圈等零部件装配而成,轮毂总成装到桥壳后会向轮毂内注入齿轮油(润滑油),油封的作用是将轮毂内的润滑油锁住,防止齿轮油流入制动器,造成桥总成制动系统的损害。轮毂总成往桥壳上装配时因较重靠人力无法拿起,需使用吊拉类设备(吊拉)配合进行装配,吊拉与工件之间过渡连接工装称为吊具。机械行业吊拉精度均不会太高,轮毂总成吊装时上下微调的移动幅度较大,轮毂总成难免会出现碰撞桥壳的情况,如碰撞过程轮毂总成倾斜极有可能会造成与油封唇口接触面的磕碰,增加损坏油封唇口的风险,从而降低油封密封寿命。近年来,油封漏油故障正逐年增长,索赔额巨大,其中轮毂油封漏油故障占油封漏油故障的一半以上。
2、因此轮毂总成向桥壳装配时,能否通过吊具设计来保证轮毂总成装配过程中的水平对油封质量的提升至关重要。
3、目前已有的轮毂总成(工件)吊具分为两大类:如图12、13所示,第一类为平板结构,此结构没有调整角度能力,下方通过黄铜衬套与轮毂上的车轮螺栓配合,将轮毂吊拉,因此注定轮毂总成装配中必定倾斜不水平;如图14所示,第二类为有级可选择结构,一半此类结构为预留多个孔位供工人选择,但次结构因空间限制往往孔位之间距离较大,不存在调整意义。
4、现有吊具存在以下缺点:
5、1、理论状态就无法满足工件的水平吊装要求:目前仅我司常用轮毂总成种类就高达十几种,不同类型的轮毂总成就会形成不同的重心,而吊具的吊点是无法改变的,因此理论上吊拉设备中心线很难与工件重心重合,这样就必然导致这工件的倾斜。目前现有的吊具更多是将两者接近重合,但这样面临的问题就是为保证种类较多的需要制作大量不同吊具。
6、2、为防止工件的划伤吊具与工件接触面均采用黄铜等保护材料,黄铜衬套厚度大且较易磨损,吊具的工件受力点与工件重心不在一条直线上,吊具与工件之间除竖直重力外,还会受到水平方向阻止摆动的分力,导致吊具保护零部件划伤的黄铜衬套使用周期严重缩短、磨损加剧;
7、3、考虑到生产成本一般黄铜衬套一侧全部磨光才会更换吊具,吊具黄铜衬套长时间使用所形成的磨损,如吊具设计时已将吊拉中心线与工件重心重合,黄铜衬套磨损后产生的间隙仍会造成工件的倾斜,且倾斜量会随着使用次数逐渐增大。
8、4、黄铜衬套磨损后产生的倾角不会超过10°,工人在不依托工具的情况下判断困难,关于倾角的调节与工件的保护全凭工人经验。
9、所以,现需一种轮毂总成吊具,能达到一下设计目的:
10、1、通过设计可以多档位无极调节的吊具,覆盖工件重心与吊点偏移尺寸<200mm、重量<30kg所有工件的水平吊装;
11、2、使吊拉中心线、工件重心线、吊具的工件受力点三线重合,从根本上解决轮毂总成水平吊装问题;
12、3、吊具据具备角度监控,自动微调平功能,可以随时抵消黄铜衬套磨损所带来的倾角。
技术实现思路
1、为解决现有轮毂总成吊具存在的问题,提高吊拉精度,能够满足多种常用轮毂总成种类的吊装使用,所以本技术提供一种无极调节重心的轮毂总成吊具。
2、本技术提供的一种无极调节重心的轮毂总成吊具采用如下的技术方案。
3、一种无极调节重心的轮毂总成吊具,包括:
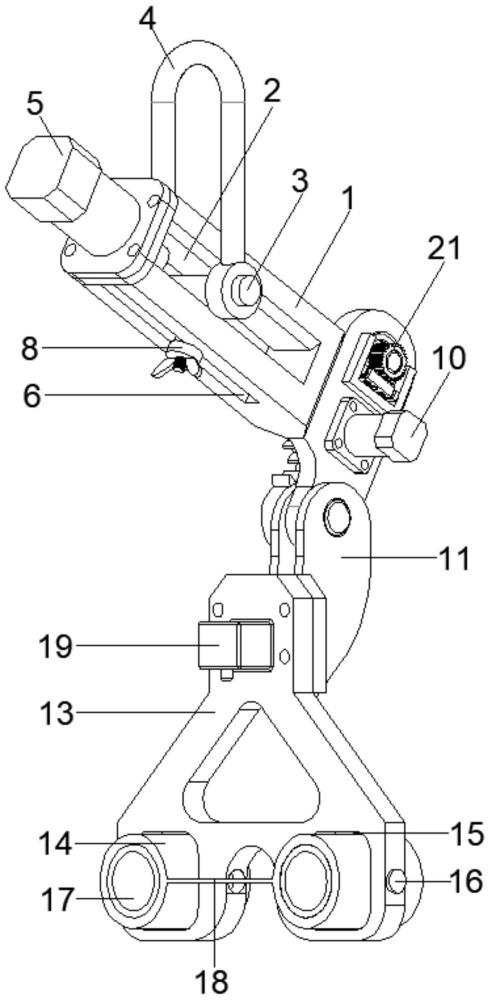
4、第一调节部,所述第一调节部包括第一摆臂,所述第一摆臂上开设有滑动槽,所述滑动槽内滑动设置有滑动杆;位于滑动槽的一端设置有滑动调节装置,所述滑动调节装置用于限制滑动杆在滑动槽内的滑动位置,靠近第一摆臂的另一端设置有主动齿轮,所述主动齿轮通过动力元件带动旋转;
5、第二调节部,所述第二调节部包括第二摆臂,所述第二摆臂的一端与第一摆臂的另一端通过铰接轴铰接,铰接轴上同轴设置有从动齿轮,所述从动齿轮与第二摆臂固定连接,且主动齿轮与从动齿轮啮合;
6、锁止装置,所述锁止装置设置在第一摆臂上,所述锁止装置用于锁止主动齿轮转动;
7、所述第二调节部还包括吊板,所述吊板与第二摆臂的另一端固定连接;所述吊板的底部摆动设置有摆动套,所述摆动套用于与轮毂总成上的车轮螺栓配合;所述吊板上设置有传感器,所述传感器用于检测摆动套与吊板之间的角度。
8、通过采用上述技术方案,通过第一调节部的设置,可以对吊装进行精度较低的粗调节,主要可以针对一些常用产品的吊装使用,通过滑动调节装置的设置,带动滑动杆在滑动槽内滑动,实现吊环的移动,可以实现对工件吊装重心的调节。
9、通过第二调节部的设置,可以进行较高精度的自动调节调平,通过传感器可以检测吊板与摆动套之间的角度,当角度过大时,就会反馈控制动力元件带动主动齿轮旋转,进而调节第二摆臂与第一摆臂之间夹角,使两个角度互补实现摆动套的调平。通过锁止装置的设置,在传感器检测到吊板与摆动套之间的角度合格后,可以将主动齿轮锁止,使得第一摆臂和第二摆臂之间的铰接锁止,持续保证调平结果。
10、可选的,所述滑动杆上设置有吊环。
11、通过采用上述技术方案,通过吊环设置,便于对吊具进行吊装。
12、可选的,所述滑动调节装置为电缸,所述电缸的伸缩杆在滑动槽内沿滑动槽方向伸缩。
13、通过采用上述技术方案,滑动调节装置为电缸,动力输出线性,容易实现控制,便于实现对滑动杆在滑动槽内的位置调节。
14、可选的,所述滑动槽内滑动设置有限位滑块,所述限位滑块的内端滑动设置在滑动槽内,所述限位滑块的外端设置螺纹配合有蝶形螺母。
15、通过采用上述技术方案,通过限位滑块的设置,可以限定滑动调节装置在滑动槽内的位置,进而限定滑动杆在滑动槽内的位置,限位滑块可以在滑动槽内滑动,进而实现了滑动杆的滑动调节,并且通过蝶形螺母的设置,可以拧紧固定限位滑块在滑动槽内的滑动位置。
16、可选的,所述锁止装置包括:在第一摆臂上靠近主动齿轮位置设置有从动锁止齿轮,在第一摆臂上从动锁止齿轮的另一侧同轴固定连接设置有主动锁止齿轮,所述主动锁止齿轮与从动锁止齿轮同轴固定设置,所述从动锁止齿轮与主动齿轮啮合;在主动锁止齿轮的外围的第一摆臂上设置有限位板,所述限位板内设置有锁止齿条,所述锁止齿条在限位板内沿靠近或远离主动锁止齿轮的方向移动,且所述锁止齿条的两侧与限位板内侧之间通过弹簧连接,所述锁止齿条远离主动锁止齿轮的一侧与限位板内侧之间通过弹簧连接,且在锁止齿条和限位板上设置有电磁磁力器。
17、通过采用上述技术方案,在电磁磁力器未运行时,锁止齿条在弹簧的作用下,使锁止齿条靠近主动锁止齿轮,锁止齿条还保留了一个齿宽的“左右方向”移动幅度用于浮动对正,当锁止齿条锁止过程中刚好与主动锁止齿轮发生啮合则浮动对正不发生作用,当锁止齿条锁止过程中与主动锁止齿轮发生齿顶互碰,则主动锁止齿轮持续转动通过摩擦力的作用下锁止齿条向左或向右发生一个齿厚的位移,此时锁止齿条与主动锁止齿轮发生啮合,从而达到浮动对正的效果两者实现啮合,由于锁止齿轮位于限位板内,所以无法移动,进而将主动锁止齿轮锁止无法旋转,与主动锁止齿轮同轴设置的从动锁止齿轮也无法旋转,同时,从动锁止齿轮与主动齿轮啮合,使主动齿轮也无法旋转,进而使第二摆臂无法摆动,实现了锁止。
18、可选的,所述吊板的顶部与第二摆臂的另一端通过螺栓固定连接。
19、通过采用上述技术方案,通过螺栓固定连接方式简单可靠,并且吊板吊板以及摆动套损坏后更换方便。
20、可选的,所述吊板的底部开设有摆动孔,所述摆动套位于摆动孔内,所述摆动套沿水平径向方向的两侧设置有摆动轴,所述摆动套通过摆动轴与摆动孔铰接。
21、通过采用上述技术方案,通过摆动套与吊板的铰接,摆动套可以摆动,利用每种轮毂总成安装在摆动套上时的重心不同,摆动套会产生摆动,进而可以利用摆动套摆动的角度进行调节,实现重心的调节。
22、可选的,所述摆动套内设置有黄铜衬套。
23、通过采用上述技术方案,黄铜材质较软,使用时可以减小轮毂总成和摆动套的磨损。
24、可选的,所述摆动套设在有两个,且两个摆动套之间通过横板连接。
25、通过采用上述技术方案,摆动套设在有两个,用于与轮毂总成上的车轮螺栓配合,有利于提高轮毂总成的吊装稳定性。
26、综上所述,本技术至少包括以下有益效果:
27、1、通过滑动调节装置的设置,滑动调节装置为电缸,实现对滑动杆在滑动槽内的位置调节,通过限位滑块的设置,可以限定滑动调节装置在滑动槽内的位置,进而限定滑动杆在滑动槽内的位置,限位滑块可以在滑动槽内滑动,进而实现了滑动杆的滑动调节,并且通过蝶形螺母的设置,可以拧紧固定限位滑块在滑动槽内的滑动位置,上述可以实现粗调。通过传感器和动力元件的配合,可以实现高精度的调节。粗调、精调双档配合调节,粗调保证在使用前吊具吊点线与工件重心线达到理论重合状态,精调保证在使用过程中因误差、磨损等产生的倾角尽可能达到实际的趋向与0度;
28、2、具备自动、手动两种调节模式,在自动化的基础上保留了人经验的接收,即可满足成熟产品的程序自调节又可满足无程序状态下的手动滑块限位调节;
29、3、通过传感器、主动齿轮与从动齿轮啮合传动、锁止装置实现自动采集、判断、调整、锁止全流程自动化调节;
30、4、锁止装置具备浮动对正功能,通过弹簧的设置,增加限位齿条一个齿宽的“左右方向”移动幅度用于浮动对正,当锁止过程中齿条与齿轮无法啮合,则通过摩擦力使齿条发生一个齿厚的位移,从而达到浮动对正的效果;
31、5、吊板是分体式连接可拆卸,当更换全新结构的吊板时,该吊具可覆盖工件重心与吊点偏移尺寸<200mm、重量<30kg所有工件的水平吊装,可应用于交多类型的工件,适用性更强。
- 还没有人留言评论。精彩留言会获得点赞!