一种多点式真空吸附的分页吸附系统及其方法与流程
本发明涉及分页机真空吸附,主要涉及一种多点式真空吸附的分页吸附系统及其方法。
背景技术:
1、目前采用负压吸附来进行物料分页给料有比较广泛的应用场景,尤其是比较软的物料,只能通过这种方式来完成给料动作。目前这种应用通过光电开关或行程开关来检测物料表面是否已接触负压吸附吸盘,并给出信号,产生吸盘的吸附动作实现给料动作。这种方式对表面平整外观比较规则且有一定厚度的物料,还是可行的;但对于表面及外观都不是很理想,尤其是厚度很薄、很软的物料,采用这种方式就会有很大的障碍。
2、现有技术最大的缺点就是物料到位信号是通过光电传感器或行程开关来发出,就会导致因物料的表面不规则、不平整而给出的信号有较大偏差,从而影响吸盘吸附;尤其是又软又薄的物料,更容易因位置不准过渡吸附而导致一次吸附多张。
技术实现思路
1、本发明所要解决的技术问题是提供一种多点式真空吸附精准控制,吸附效果好的多点式真空吸附的分页吸附系统及其方法。
2、本发明所要解决的技术问题可以采用如下技术方案来实现:
3、一种多点式真空吸附的分页吸附系统,其特征在于,包括机架、一对升降组件、吸料组件、驱动组件、传送组件,在所述机架的中部横向设置有置料台,所述置料台上用于放置待吸取分页的物料;
4、一对所述升降组件用于将所述置料台沿着纵向方向进行升降;所述传送组件用于输送分页后的物料,所述传送组件设置在所述机架的后方;所述吸料组件用于吸附所述置料台上的物料,并转接放置在所述传送组件上;所述驱动组件用于驱动所述吸料组件向前靠近所述置料台,或者向后靠近所述传送组件。
5、在本发明的一个优选实施例中,所述升降组件包括升降电机、一对升降导轨、至少一升降导杆、升降滑块;一对所述升降导轨纵向平行固定在所述侧安装板上,所述升降滑块平行设置在一对所述升降导轨之间;在所述升降滑块的内侧前后方对称设置有一对滑槽,一对所述升降导轨滑动连接在一对所述滑槽内;在所述升降滑块的内侧中部纵向设置有至少一滑孔,所述升降导杆滑动连接在所述滑孔内。
6、在本发明的一个优选实施例中,所述吸料组件包括主横杆、若干吸料轴套、若干吸料杆、若干吸嘴;所述主横杆横向设置在一对所述侧安装板之间,若干所述吸料轴套的一端滑动设置在所述主横杆上,若干所述吸料杆纵向设置在每一个所述吸料轴套的另一端,若干所述吸嘴设置在每一个所述吸料杆的底端。
7、在本发明的一个优选实施例中,所述分页吸附系统还包括依次连接的吸盘电磁阀、真空发生器、配流组件、压力传感器,以及除静电电磁阀、依次连接的吹气减压阀、吹气电磁阀、压轮电磁阀;若干个吸盘组合成多点式吸盘组,多点式吸盘组通过多根软管并联连接配流组件的压力出口端,配流组件压力进口端与真空发生器相连;真空发生器在工作时产生负压,负压传导至多点式吸盘组;所述除静电电磁阀的进口端连接在吹气减压阀与吹气电磁阀之间,除静电电磁阀的出口端连接除静电棒。
8、在本发明的一个优选实施例中,所述分页吸附系统还包括设置在电气控制柜内的plc模组、吸风控制电磁阀,所述plc模组设置在电气控制柜的内上部,所述吸盘电磁阀、吹气电磁阀、压轮电磁阀依次横向排列设置在所述plc模组的下方,所述吸风控制电磁阀设置在所述压轮电磁阀的正下方。
9、在本发明的一个优选实施例中,所述分页吸附系统的plc控制指示电路包括剔除伺服脉冲线圈、剔除伺服电机方向线圈,送料伺服脉冲线圈、送料伺服电机方向线圈,料台步进线圈、料台步进电机方向线圈,喷印控制线圈,红灯二极管、绿灯二极管,吸盘电磁阀控制、吹气电磁阀控制、压轮电磁阀控制,急停按钮。
10、在本发明的一个优选实施例中,所述分页吸附系统的电磁阀控制电路包括串联连接的吸盘常开触点、吸盘线圈,与所述吸盘线圈并联连接的除静电线圈,串联连接的吹气常开触点、吹气线圈,串联连接的压轮常开触点、压轮线圈;吸盘常开触点自动闭合,吸盘线圈得电,除静电线圈得电;吹气常开触点自动闭合,吹气线圈得电;压轮常开触点自动闭合,压轮线圈得电。
11、一种多点式真空吸附的分页吸附方法,其特征在于,包括如下步骤:
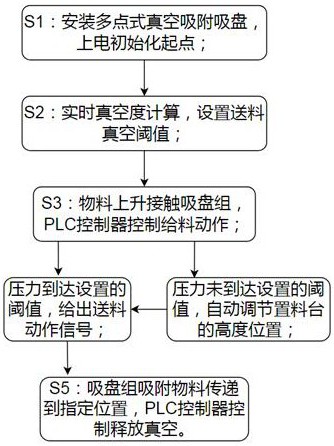
12、s1:安装多点式真空吸附吸盘,上电初始化起点;
13、s2:实时真空度计算,设置送料真空阈值;
14、s3:物料上升接触吸盘组,plc控制器控制给料动作;
15、s4:压力到达设置的阈值,给出送料动作信号;压力未到达设置的阈值,自动调节置料台的高度位置;
16、s5:吸盘组吸附物料传递到指定位置,plc控制器控制释放真空。
17、在本发明的一个优选实施例中,所述步骤s2包括如下:
18、s201:实时真空度计算;压力传感器->模拟量信号->plc模拟量采集计算->i/o输出送料信号;
19、吸盘的真空度实际就是由压力传感器反馈到plc控制器的a/d转换卡,并由a/d转换卡转换成的数字量值,不同的真空度对应不同的数值;压力传感器的压力测量范围位:-100~+100kpa,对应的输出电压为1-5v;工作时,通过转换的电压信号将数值传送至plc控制器a/d转换卡,转换成plc控制器可以处理的数字量信号;
20、s202:设置送料真空阈值,设定正常吸附需要的真空度值;
21、送料动作压力阈值按物料材质进行设定,设定的标准就是在该设定值下吸盘能有效吸附物料且不会透过该物料吸附下一张物料。
22、在本发明的一个优选实施例中,所述步骤s3包括如下:
23、s301:物料上升接触吸盘组;
24、物料放置在吸盘组下方的置料台上,升降电机驱动置料台在竖直方向上上升或下降动作,调整物料与吸盘组的接触位置;点动将置物台上的物料上升至离吸盘组约10mm处再启动给料动作;
25、s302:plc控制器控制给料动作;
26、plc控制器启动给料动作,多个吸盘通过管路连接真空发生器;吸盘电磁阀的线圈通电、气路被接通,真空发生器产生负压。
27、在本发明的一个优选实施例中,所述步骤s4包括如下:
28、s401:压力到达设置的阈值,给出送料动作信号;
29、吸盘组的压力变化(真空度)由压力传感器检测并反馈给plc控制器,plc控制器通过算法高速计算吸盘组实际的真空度;将吸盘组的实际真空度与设定的送料真空度阈值进行比较:当真空度值达到吸料传送的条件时,送料的驱动组件动作,驱动主横杆带动吸盘组吸附转移物料;
30、s402:压力未到达设置的阈值,自动调节置料台的高度位置;
31、如果压力达到设置的吸附真空度阈值,重复步骤s401;
32、如果压力无法达到设置的吸附真空度阈值,报警停机检查。
33、本发明的有益效果是:一种多点式真空吸附的分页吸附系统及其方法,通过算法计算压力值来分析物料与吸盘组的接触状况,完全摒弃了传统的光电传感器(行程开关)的位置检测方式,大大提高了检测的准确性;也使得在实际应用中操作更为直观、简便,不用频繁调节传感器位置及灵敏度。
34、多点式真空吸附的分页给料手段,更可靠,更高效。同时由于参数的量化,更有利于数据的采集及分析,对进一步改善设备的性能及效率提供了重要的手段及依据;多点式真空压力采集及计算的方式,以及通过送料平台根据plc计算的真空度联动上下动作,调整物料与吸盘组的相对位置和接触压力。
- 还没有人留言评论。精彩留言会获得点赞!