电感生产余料折除摆放装置的制作方法
本技术涉及电感,尤其涉及一种电感生产余料折除摆放装置。
背景技术:
1、电感是一种基础的电子元件,主要包括磁芯、线圈和引脚,在生产时,一般先将引脚安装在磁芯上,然后再将线圈绕在磁芯上。引脚由铜材制作,一般将多个电感的引脚连接制作成一个长条的镂空铜板,这样可以一次性为多个电感安装引脚,形成整条电感,在引脚安装后还需要将多余的铜材(余料)去掉,之后整条电感变成一个个的电感。
2、目前,余料的去除操作一般是手工进行,操作人员拿着两个可以扣合的模具,两个模具分别位于电感的上方和下方,扣合时将余料压切掉,实现余料切除,然后将电感放到装货盘上即可。
3、但是,人工去除后再摆放,会出现电感的摆放方向、摆放间隔等不一致的现象,摆放效率也较低,而且还不利于后续工序(例如绕线工序)实现自动化操作,影响整个生产产线的生产效率。
技术实现思路
1、本技术提供一种电感生产余料折除摆放装置,可以实现电感余料的自动折除,并将电感转移到装货盘上,提高了电感的摆放效率,而且电感的方向和间距是一致的,便于与后续工序的实现自动化对接,提高整个生产产线的自动化程度,提高生产效率。
2、为解决上述技术问题,本技术采用以下的技术方案:
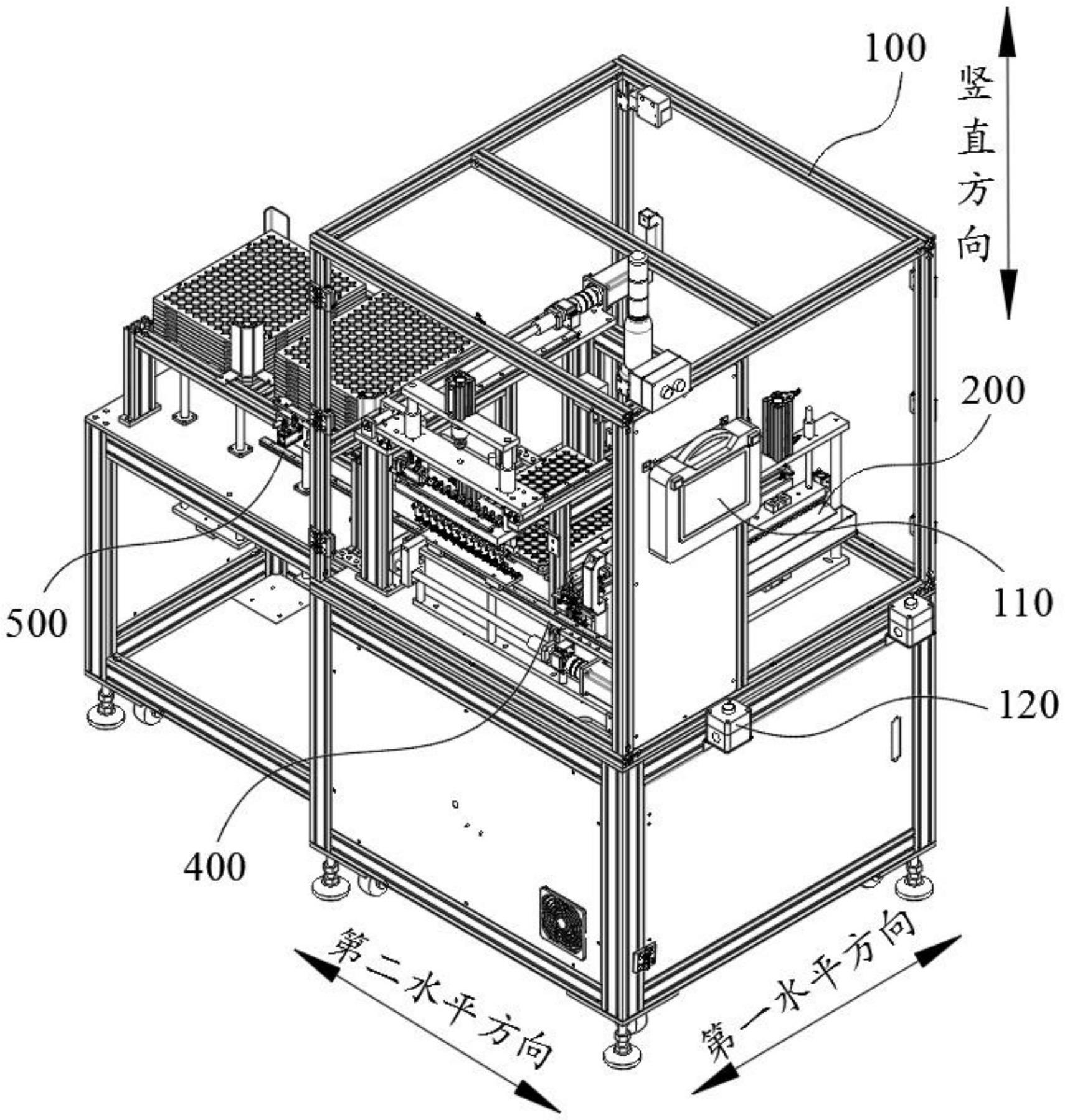
3、一种电感生产余料折除摆放装置,包括箱体、折除组件、取料组件、转移组件、换盘组件和控制系统,所述折除组件用于将电感上的余料折掉,所述取料组件用于将电感从所述折除组件上取下来,所述转移组件用于承接所述取料组件放下的电感,并将电感转移到装货盘上,且保持电感的方向和间距保持一致,所述换盘组件用于将装满电感的装货盘放置到第一位置,并从第二位置取下另一装货盘继续盛装电感,所述控制系统用于控制上述组件的动作。
4、在使用时,操作人员将整条电感放置到折除组件上,然后该电感生产余料折除摆放装置通过折除组件可以实现对电感的余料的折除,避免手工折除余料,然后通过取料组件和转移组件,可以将电感转移到装货盘上,并实现电感的方向和间距一致。当装货盘装满电感后,可以通过换盘组件更换空的装货盘,继续盛装电感,在整个过程中,控制系统可以控制各个组件的动作,实现自动作业。
5、相比于现有技术,该该电感生产余料折除摆放装置可以实现电感余料的自动折除,并将电感转移到装货盘上,提高了电感的摆放效率,而且电感的方向和间距是一致的,便于与后续工序的实现自动化对接,提高整个生产产线的自动化程度,提高生产效率。
6、在本技术的一实施例中,所述折除组件包括承载台、下压板、下压气缸、上顶板和上顶气缸;
7、所述承载台沿第一水平方向延伸放置,所述承载台的上表面设置有多个电感放置槽,所述电感放置槽用于放置电感;
8、所述下压气缸设置于所述承载台的上方且沿竖直方向伸缩,所述下压板连接于所述下压气缸的气缸杆上;
9、所述上顶气缸设置于所述承载台的下方且沿竖直方向伸缩,所述上顶板连接于所述上顶气缸的气缸杆上;
10、所述下压气缸和所述上顶气缸均与所述控制系统电连接,所述控制系统被配置为:所述控制系统控制所述下压气缸和所述上顶气缸交替动作。
11、在本技术的一实施例中,所述折除组件还包括下压安装板和抬升气缸,所述抬升气缸设置于所述箱体上且沿竖直方向伸缩,所述下压安装板安装于所述抬升气缸的气缸杆上,所述下压气缸设置于所述下压安装板上;
12、所述取料组件包括取料支架、取料导轨、电磁吸取块和取料气缸,所述取料导轨安装于所述取料支架上且沿第二水平方向延伸,所述第二水平方向与所述第一水平方向垂直,所述电磁吸取块滑动连接于所述取料导轨上且由取料气缸驱动;
13、所述抬升气缸、所述取料气缸和电磁吸取块均与所述控制系统电连接,所述控制系统被配置为:当所述抬升气缸的气缸杆缩回时,所述控制系统控制所述取料气缸的气缸杆伸出以使所述电磁吸取块到达所述承载台的上方,并控制所述电磁吸取块通电吸取折除余料后的电感。
14、在本技术的一实施例中,所述转移组件包括直振送料器、分料组件和摆放组件;
15、所述直振送料器设置于所述电磁吸取块的下方,且当所述取料气缸的气缸杆缩回时,所述电磁吸取块位于所述直振送料器的正上方;
16、所述分料组件包括分料导轨、分料板、分料丝杆和分料电机,所述分料导轨和所述分料丝杆均沿所述第二水平方向延伸,所述分料导轨的第一端靠近所述直振送料器远离所述电磁吸取块的一端,所述分料板与所述分料导轨滑动连接且与所述分料丝杆螺纹连接,所述分料板上设有多个均匀分布的电感容纳槽,相邻两个所述电感容纳槽的间距与装货盘上相邻两个装货孔的距离相等,所述分料板上的第一个电感容纳槽与所述直振送料器的出口相对,所述分料电机传动连接于所述分料丝杆的一端;
17、所述摆放组件靠近所述分料导轨的第二端设置,用于将移动到所述分料导轨的第二端的分料板上的电感转移到装货盘上;
18、所述直振送料器和所述分料电机均与所述控制系统电连接,所述控制系统被配置为:当所述取料气缸的气缸杆缩回时,控制所述电磁吸取块断电以使电感落入直振送料器内;当电感移动到第一个电感容纳槽内时,控制所述分料电机开启,所述分料板向远离所述直振送料器的方向移动以使下一个电感容纳槽与所述直振送料器的出口相对,并如此重复,直至最后一个电感容纳槽装入电感,然后控制所述分料电机将所述分料板移动至所述摆放组件处。
19、在本技术的一实施例中,所述转移组件还包括拨料组件,所述拨料组件包括拨料支架、第一拨料气缸、第一拨料安装板、第二拨料气缸、第二拨料安装板、拨料导轨和电磁吸盘;
20、所述拨料支架设置于所述直振送料器远离所述电磁吸取块的一端;
21、所述第一拨料气缸设置于所述拨料支架上且沿竖直方向伸缩;
22、所述第一拨料安装板设置于所述第一拨料气缸的气缸杆上;
23、所述拨料导轨设置于所述第一拨料安装板上且沿所述第一水平方向延伸;
24、所述第二拨料安装板滑动连接于所述拨料导轨上且由所述第二拨料气缸驱动;
25、所述电磁吸盘安装于所述第二拨料安装板上;
26、所述第一拨料气缸、所述第二拨料气缸和所述电磁吸盘均与所述控制系统电连接,所述控制系统被配置为:当所述电感到达直振送料器的出口时,控制所述电磁吸盘通电吸取电感,控制所述第二拨料气缸的气缸杆伸出使电感移动到所述分料板的电感容纳槽内,然后控制电磁吸盘断电和所述第一拨料气缸的气缸杆伸出。
27、在本技术的一实施例中,所述拨料组件还包括限位气缸,所述限位气缸设置于所述直振送料器的出口,当所述限位气缸的气缸杆伸出时,能够与直振送料器内的电感抵接;
28、所述限位气缸与所述控制系统电连接,所述控制系统被配置为:当所述电磁吸盘通电时,控制所述限位气缸的气缸杆缩回。
29、在本技术的一实施例中,所述摆放组件包括摆放支架、摆放导轨、摆放电机、摆放移动板、摆放气缸、摆放安装板和夹取组件;
30、所述摆放支架设置于所述箱体内;
31、所述摆放导轨设置于所述摆放支架上且沿所述第一水平方向延伸;
32、所述摆放移动板滑动连接于所述摆放导轨上且与所述摆放电机传动连接;
33、所述摆放气缸设置于所述摆放移动板上且沿竖直方向伸缩;
34、所述摆放安装板连接于所述摆放气缸的气缸杆上;
35、所述夹取组件设置于所述摆放安装板上;
36、所述摆放电机和所述夹取组件均与所述控制系统电连接,所述控制系统配被配置为:当所述夹取组件夹取电感后,所述控制系统控制所述摆放电机启动,将电感转移到装货盘上,并控制夹取组件放下电感。
37、在本技术的一实施例中,所述夹取组件包括多个夹取头、多个锁紧套、夹取气缸、夹取连接板、转向导轨、转向气缸和转向连接板;
38、多个所述夹取头均转动连接于所述摆放安装板上且沿所述第二水平方向间隔排列,所述夹取头的下端设有开合槽和第一导向斜面;
39、多个所述锁紧套一一对应滑动套设于多个所述夹取头上且均连接于所述夹取连接板上,所述锁紧套的内壁设有第二导向斜面,所述第二导向斜面与所述第一导向斜面抵接;
40、所述夹取气缸设置于所述摆放安装板上且沿竖直方向伸缩,所述夹取连接板与所述夹取气缸的气缸杆连接,当所述夹取气缸伸缩时,能够带动所述锁紧套沿竖直方向移动,以使所述夹取头夹紧电感或松开电感;
41、所述转向导轨设置于所述摆放安装板上且沿所述第二水平方向延伸,所述转向连接板滑动连接于所述转向导轨上且由所述转向气缸驱动,所述转向连接板与每个所述夹取头的上端均连接有连杆,当所述转向连接板滑动时,能够带动所述夹取头转动;
42、所述夹取气缸和转向气缸均与所述控制系统电连接,所述控制系统被配置为:当所述夹取头移动到电感的上方时,控制所述摆放气缸的气缸杆伸出,再控制所述夹取气缸伸出,锁紧夹取头,实现夹取电感,然后控制转向气缸的气缸杆伸出,实现电感的转向,控制摆放电机启动,使夹取头移动到装货盘上,将电感装入装货盘。
43、在本技术的一实施例中,所述换盘组件包括换位组件和储盘组件;
44、所述换位组件包括换位支架、第一换位导轨、第一换位气缸、第一换位安装板、第二换位导轨、第二换位气缸、第二换位安装板和支撑板;
45、所述第一换位导轨设置于所述换位支架上且沿所述第二水平方向延伸,所述第一换位安装板滑动连接于所述第一换位导轨上且由第一换位气缸驱动;
46、所述第二换位安装板设置于所述第一换位安装板上,所述第二换位导轨设置于所述第二换位安装板上且沿所述第二水平方向延伸,所述支撑板滑动连接于所述第二换位导轨上且由第二换位气缸驱动,所述支撑板用于支撑装货盘;
47、所述储盘组件包括设置于所述第一位置上方的满载货盘架和设置于所述第二位置上方的空载货盘架;
48、所述第一换位气缸和所述第二换位气缸均与所述控制系统电连接,所述控制系统被配置为:当所述支撑板上的装货盘装满电感时,控制所述第一换位气缸启动,使所述第一换位安装板向远离所述转移组件的一端移动,并控制所述第二换位气缸启动,使所述支撑板在所述第一位置与第二位置处切换移动。
49、在本技术的一实施例中,所述储盘组件还包括满载气缸和空载气缸;
50、所述满载气缸设置于所述第一位置且沿竖直方向伸缩;
51、所述满载货盘架设有支撑转钩,所述支撑转钩可向上转动,当满载装货盘抵接到所述支撑转钩的下方时,可以带动所述支撑转钩向上转动以使所述满载装货盘越过所述支撑转钩;
52、所述空载气缸设置于所述第二位置且沿竖直方向伸缩;
53、所述空载货盘架上设有支盘气缸,装货盘设有支撑槽,所述支盘气缸的气缸杆可伸入到所述支撑槽内以支撑装货盘;
54、所述满载气缸、所述空载气缸和所述支盘气缸均与所述控制系统电连接,所述控制系统被配置为:当所述支撑板移动至第一位置时,控制所述满载气缸的气缸杆伸出,以顶起满载的装货盘并越过所述支撑转钩;当所述支撑板移动至第二位置时,控制所述空载气缸的气缸杆伸出以抵接装货盘,同时控制所述支盘气缸的气缸杆缩回,然后控制所述空载气缸的气缸杆缩回,并控制所述支盘气缸的气缸杆伸出以使所述支盘气缸的气缸杆伸入到上一个装货盘的支撑槽内。
- 还没有人留言评论。精彩留言会获得点赞!