一种电池包膜推料机构和包膜设备的制作方法
本技术用于电池包膜,特别是涉及一种电池包膜推料机构和包膜设备。
背景技术:
1、目前,锂电池在其制造生产中,为了让电池外壳绝缘、防水防尘及美观,通常需要对铝外壳包裹一层电池绝缘膜。目前行业内普遍采用的电池包绝缘膜装置一般包括沿电池移动方向设置的电池推料机构、包膜机构和电池出料机构,其中,电池推料机构主要用于推动待包膜的电池向前输送,并进一步与包膜机构相配合,将包膜机构拉出的绝缘膜包裹在电池表面。这种包膜方式存在以下不足:需待包膜完成后,推料机构退回原点方可重新放入电池,动作节拍长,工作效率低。
技术实现思路
1、本实用新型的目的在于至少解决现有技术中存在的技术问题之一,提供一种电池包膜推料机构和包膜设备。
2、本实用新型解决其技术问题所采用的技术方案是:
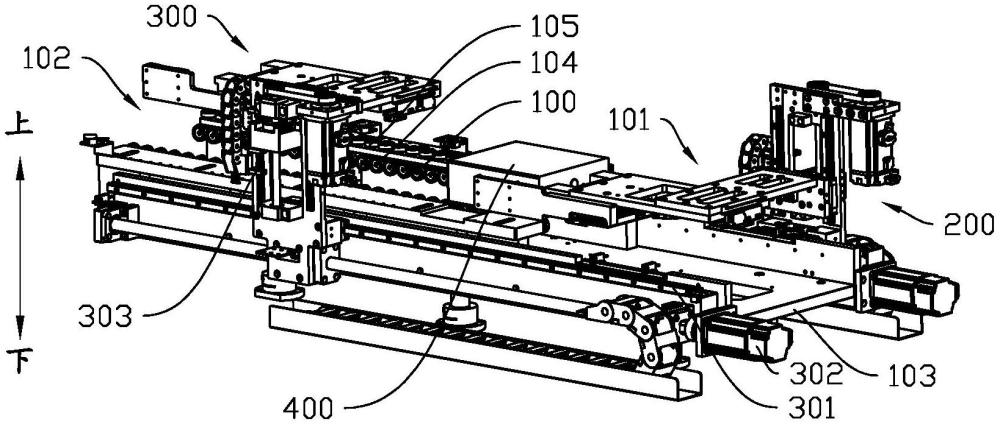
3、第一方面,一种电池包膜推料机构,包括电池输送通道、第一推料机构和第二推料机构,所述电池输送通道由上料位延伸至包膜位,所述第一推料机构和所述第二推料机构用于循环交替工作以将电池由所述上料位推送至所述包膜位,其中,所述第一推料机构和所述第二推料机构能够沿第一路径由所述上料位运动至所述包膜位,所述第一推料机构和所述第二推料机构能够沿第二路径由所述包膜位退回至所述上料位。
4、结合第一方面,在第一方面的某些实现方式中,所述电池包膜推料机构包括机架,所述机架设有支撑滚轮,所述支撑滚轮沿电池的推送方向布置,所述支撑滚轮顶部限定出所述电池输送通道。
5、结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述第一推料机构设置于所述机架,并位于所述电池输送通道的第一侧,所述第二推料机构设置于所述机架,并位于所述电池输送通道的第二侧。
6、结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述第一推料机构包括第一导轨、第一驱动组件和第一推料组件,所述第一导轨设置于所述机架的第一侧,并沿所述电池输送通道方向延伸,所述第一驱动组件用于驱动所述第一推料组件沿所述第一导轨移动。
7、结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述第一推料组件包括第一竖向支架、第一横向支架和第一升降驱动组件,所述第一竖向支架通过第一滑块安装于所述第一导轨,所述第一竖向支架设有第一竖向导轨,所述第一横向支架通过第一升降滑块安装于所述第一竖向导轨,所述第一升降驱动组件用于驱动所述第一横向支架沿所述第一竖向导轨移动,所述第一横向支架横向延伸至所述电池输送通道上方,并在端部设置第一电池推块。
8、结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述第二推料机构包括第二导轨、第二驱动组件和第二推料组件,所述第二导轨设置于所述机架的第二侧,并沿所述电池输送通道方向延伸,所述第二驱动组件用于驱动所述第二推料组件沿所述第二导轨移动。
9、结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述第二推料组件包括第二竖向支架、第二横向支架和第二升降驱动组件,所述第二竖向支架通过第二滑块安装于所述第二导轨,所述第二竖向支架设有第二竖向导轨,所述第二横向支架通过第二升降滑块安装于所述第二竖向导轨,所述第二升降驱动组件用于驱动所述第二横向支架沿所述第二竖向导轨移动,所述第二横向支架横向延伸至所述电池输送通道上方,并在端部设置第二电池推块。
10、结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述机架在所述支撑滚轮的侧方设有导向滚轮,所述导向滚轮沿电池的推送方向布置,所述第一推料机构和第二推料机构设有电池夹爪和夹爪驱动件,所述夹爪驱动件用于驱动所述电池夹爪动作以将电池夹持于所述导向滚轮和所述电池夹爪之间。
11、结合第一方面和上述实现方式,在第一方面的某些实现方式中,所述第一推料机构和第二推料机构设有防碰撞传感器。
12、第二方面,一种包膜设备,包括第一方面中任一实现方式所述的电池包膜推料机构。
13、上述技术方案中的一个技术方案至少具有如下优点或有益效果之一:本实用新型的技术方案在工作过程中,电池抓取至上料位,此时第一推料机构在上料位前待料,第二推料机构已完成前一个电池的推料包膜动作,第二推料机构沿第二路径由包膜位退回至上料位。与此同时,第一推料机构将电池推至包膜位进行包绝缘膜。而后第二推料机构在上料位并等待放入新的电池,第一推料机构与第二推料机构如此循环交替工作。通过采用循环交替的工作方式,可以提前放入电池,第一推料机构和第二推料机构分开工作,其间无需等待,节省动作时间,大大提高了生产效率。
14、本实用新型的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本实用新型的实践了解到。
技术特征:
1.一种电池包膜推料机构,其特征在于,包括电池输送通道、第一推料机构和第二推料机构,所述电池输送通道由上料位延伸至包膜位,所述第一推料机构和所述第二推料机构用于循环交替工作以将电池由所述上料位推送至所述包膜位,其中,所述第一推料机构和所述第二推料机构能够沿第一路径由所述上料位运动至所述包膜位,所述第一推料机构和所述第二推料机构能够沿第二路径由所述包膜位退回至所述上料位。
2.根据权利要求1所述的电池包膜推料机构,其特征在于,所述电池包膜推料机构包括机架,所述机架设有支撑滚轮,所述支撑滚轮沿电池的推送方向布置,所述支撑滚轮顶部限定出所述电池输送通道。
3.根据权利要求2所述的电池包膜推料机构,其特征在于,所述第一推料机构设置于所述机架,并位于所述电池输送通道的第一侧,所述第二推料机构设置于所述机架,并位于所述电池输送通道的第二侧。
4.根据权利要求3所述的电池包膜推料机构,其特征在于,所述第一推料机构包括第一导轨、第一驱动组件和第一推料组件,所述第一导轨设置于所述机架的第一侧,并沿所述电池输送通道方向延伸,所述第一驱动组件用于驱动所述第一推料组件沿所述第一导轨移动。
5.根据权利要求4所述的电池包膜推料机构,其特征在于,所述第一推料组件包括第一竖向支架、第一横向支架和第一升降驱动组件,所述第一竖向支架通过第一滑块安装于所述第一导轨,所述第一竖向支架设有第一竖向导轨,所述第一横向支架通过第一升降滑块安装于所述第一竖向导轨,所述第一升降驱动组件用于驱动所述第一横向支架沿所述第一竖向导轨移动,所述第一横向支架横向延伸至所述电池输送通道上方,并在端部设置第一电池推块。
6.根据权利要求3所述的电池包膜推料机构,其特征在于,所述第二推料机构包括第二导轨、第二驱动组件和第二推料组件,所述第二导轨设置于所述机架的第二侧,并沿所述电池输送通道方向延伸,所述第二驱动组件用于驱动所述第二推料组件沿所述第二导轨移动。
7.根据权利要求6所述的电池包膜推料机构,其特征在于,所述第二推料组件包括第二竖向支架、第二横向支架和第二升降驱动组件,所述第二竖向支架通过第二滑块安装于所述第二导轨,所述第二竖向支架设有第二竖向导轨,所述第二横向支架通过第二升降滑块安装于所述第二竖向导轨,所述第二升降驱动组件用于驱动所述第二横向支架沿所述第二竖向导轨移动,所述第二横向支架横向延伸至所述电池输送通道上方,并在端部设置第二电池推块。
8.根据权利要求2所述的电池包膜推料机构,其特征在于,所述机架在所述支撑滚轮的侧方设有导向滚轮,所述导向滚轮沿电池的推送方向布置,所述第一推料机构和第二推料机构设有电池夹爪和夹爪驱动件,所述夹爪驱动件用于驱动所述电池夹爪动作以将电池夹持于所述导向滚轮和所述电池夹爪之间。
9.根据权利要求1所述的电池包膜推料机构,其特征在于,所述第一推料机构和第二推料机构设有防碰撞传感器。
10.一种包膜设备,其特征在于,包括权利要求1~9中任一项所述的电池包膜推料机构。
技术总结
本技术公开了一种电池包膜推料机构和包膜设备,包括电池输送通道、第一推料机构和第二推料机构,所述电池输送通道由上料位延伸至包膜位,所述第一推料机构和所述第二推料机构用于循环交替工作以将电池由所述上料位推送至所述包膜位,其中,所述第一推料机构和所述第二推料机构能够沿第一路径由所述上料位运动至所述包膜位,所述第一推料机构和所述第二推料机构能够沿第二路径由所述包膜位退回至所述上料位。通过采用循环交替的工作方式,可以提前放入电池,第一推料机构和第二推料机构分开工作,其间无需等待,节省动作时间,大大提高了生产效率。
技术研发人员:余振雄,周伟国,袁景,李泉辉
受保护的技术使用者:厦门合南道智能科技有限公司
技术研发日:20230712
技术公布日:2024/3/31
- 还没有人留言评论。精彩留言会获得点赞!