一种自动分拣打包生产线的制作方法
本技术涉及食材分拣打包,特别是一种自动分拣打包生产线。
背景技术:
1、通过企业供应商向线下营业部送来的菜品需要根据订单进行称重分拣,而现有称重分拣流程普遍为人工完成,即人工挑选菜品对其进行称重,不断反复试选直至重量达标,当重量大概合适时,则将这部分菜品进行封装贴上条形码,再通过工作人员将菜品一一放进一个袋子内进行打包,等待骑手送出。该方式全程都需要人工参与,其参与程度高,当人力长时间分拣工作后,容易疲劳,容易产生误操作的现象,即出现混淆,分拣错误等情况,造成分拣效率低下。
技术实现思路
1、本实用新型的目的在于克服现有技术的缺点,提供一种自动分拣打包生产线。
2、本实用新型的目的通过以下技术方案来实现:一种自动分拣打包生产线,包括输送线,输送线上依次设置有称重区、感应区和分拣区,称重区靠近输送线的入料端设置,分拣区内设置有若干分拣单元,每个分拣单元的一侧均设置有打包区,分拣单元用于将输送线上的菜品分拣到对应打包区,感应区的信号输出端与plc控制器的信号输入端电连接,plc控制器的信号输出端与分拣单元的输入端电连接。
3、优选的,分拣单元包括气缸和推板,气缸安装在安装架上,气缸位于输送线的一侧,气缸上的活塞杆与推板连接,推板用于将输送线上的菜品分拣到对应打包区,气缸与plc控制器电连接。
4、优选的,分拣单元还包括过渡板,过渡板放置在输送线的另一侧,过渡板的出料端位于打包区的上方。
5、优选的,打包区包括立柱,立柱的上端连接有顶杆,顶杆的上表面开设有滑槽,滑槽内滑动安装有夹持部,立柱的两内侧设置有气缸a,气缸a上的活塞杆a与夹持部连接,立柱上还设置有封口机构,封口机构位于夹持部的下方,封口机构的下方设置有旋转机构,旋转机构用于套设现有包装袋,包装袋的进料端位于过渡板出料端的下方。
6、优选的,夹持部包括滑板、夹紧气缸a和夹爪a,气缸a上的活塞杆a与滑板连接,滑板滑动安装在滑槽内,滑板的下表面设置有夹紧气缸a,夹紧气缸a的输出端与夹爪a连接,夹爪a用于夹持包装袋的手提部。
7、优选的,封口机构包括安装杆、气缸b、夹紧气缸b和夹爪b,安装杆安装在一立柱内侧,且安装杆呈l型,安装杆上安装有胶带卷,另一立柱内侧安装有气缸b,气缸b上的活塞杆b与夹紧气缸b连接,夹紧气缸b的输出端与夹爪b连接,夹爪b用于夹取胶带卷上的胶带对包装袋进行封口。
8、优选的,旋转机构包括电机、转轴和套筒,电机的动力输出端与转轴连接,转轴与套筒连接,包装袋套在套筒内,套筒的内侧设置有翻毛层。
9、优选的,相邻过渡板之间设置有挡板。
10、优选的,过渡板入料端的高度高于过渡板出料端的高度。
11、优选的,过渡板入料端的表面设置有弹性垫。
12、本实用新型具有以下优点:本实用新型通过人工在称重区根据订单对菜品进行称重,并将称重后的菜品封装贴上条形码,放置在输送线上,经输送线运输到感应区,感应区扫描条形码得到菜品类别,并将信号发送给plc控制器,plc控制器根据信息控制对应的分拣单元动作,将菜品从输送线上分拣到打包区,从而取代人工将菜品放置到对应的打包区并进行打包,减少了工作量,避免分拣出错,提高了分拣效率。
技术特征:
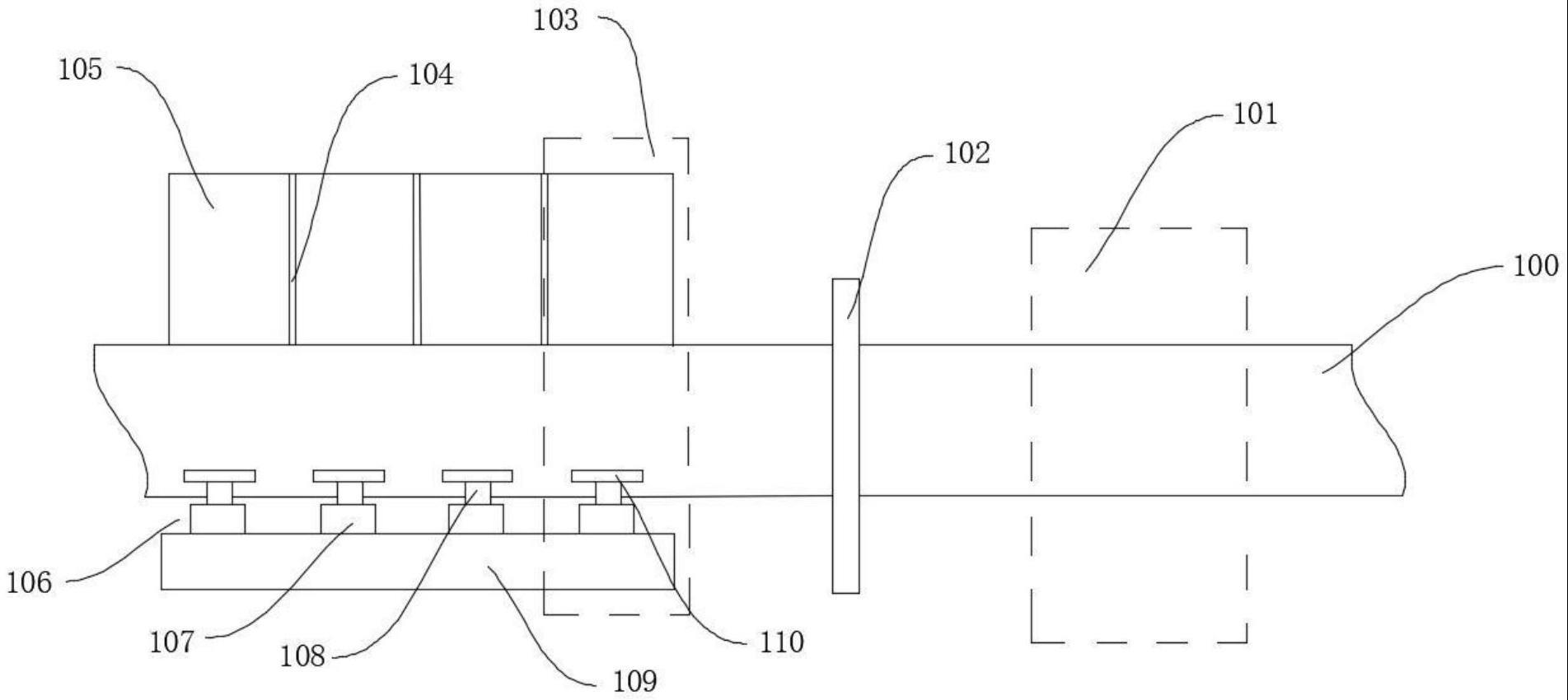
1.一种自动分拣打包生产线,其特征在于:包括输送线(100),所述输送线(100)上依次设置有称重区(101)、感应区(102)和分拣区,所述称重区(101)靠近所述输送线(100)的入料端设置,所述分拣区内设置有若干分拣单元(103),每个所述分拣单元(103)的一侧均设置有打包区,所述分拣单元(103)用于将所述输送线(100)上的菜品分拣到对应打包区,所述感应区(102)的信号输出端与plc控制器的信号输入端电连接,所述plc控制器的信号输出端与所述分拣单元(103)的输入端电连接。
2.根据权利要求1所述的自动分拣打包生产线,其特征在于:所述分拣单元(103)包括气缸(107)和推板(110),所述气缸(107)安装在安装架(109)上,所述气缸(107)位于所述输送线(100)的一侧,所述气缸(107)上的活塞杆(108)与所述推板(110)连接,所述推板(110)用于将所述输送线(100)上的菜品分拣到对应打包区,所述气缸(107)与所述plc控制器电连接。
3.根据权利要求2所述的自动分拣打包生产线,其特征在于:所述分拣单元(103)还包括过渡板(105),所述过渡板(105)放置在所述输送线(100)的另一侧,所述过渡板(105)的出料端位于所述打包区的上方。
4.根据权利要求3所述的自动分拣打包生产线,其特征在于:所述打包区包括立柱(200),所述立柱(200)的上端连接有顶杆(201),所述顶杆(201)的上表面开设有滑槽,所述滑槽内滑动安装有夹持部(202),所述立柱(200)的两内侧设置有气缸a(205),所述气缸a(205)上的活塞杆a(206)与所述夹持部(202)连接,所述立柱(200)上还设置有封口机构(203),所述封口机构(203)位于所述夹持部(202)的下方,所述封口机构(203)的下方设置有旋转机构(204),所述旋转机构(204)用于套设现有包装袋,所述包装袋的进料端位于所述过渡板(105)出料端的下方。
5.根据权利要求4所述的自动分拣打包生产线,其特征在于:所述夹持部(202)包括滑板(207)、夹紧气缸a(208)和夹爪a(209),所述气缸a(205)上的活塞杆a(206)与所述滑板(207)连接,所述滑板(207)滑动安装在所述滑槽内,所述滑板(207)的下表面设置有所述夹紧气缸a(208),所述夹紧气缸a(208)的输出端与所述夹爪a(209)连接,所述夹爪a(209)用于夹持所述包装袋的手提部。
6.根据权利要求5所述的自动分拣打包生产线,其特征在于:所述封口机构(203)包括安装杆(210)、气缸b(212)、夹紧气缸b(214)和夹爪b(215),所述安装杆(210)安装在一所述立柱(200)内侧,且所述安装杆(210)呈l型,所述安装杆(210)上安装有胶带卷(211),另一所述立柱(200)内侧安装有所述气缸b(212),所述气缸b(212)上的活塞杆b(213)与所述夹紧气缸b(214)连接,所述夹紧气缸b(214)的输出端与所述夹爪b(215)连接,所述夹爪b(215)用于夹取所述胶带卷(211)上的胶带对包装袋进行封口。
7.根据权利要求6所述的自动分拣打包生产线,其特征在于:所述旋转机构(204)包括电机(216)、转轴(217)和套筒(218),所述电机(216)的动力输出端与所述转轴(217)连接,所述转轴(217)与所述套筒(218)连接,所述包装袋套在所述套筒(218)内,所述套筒(218)的内侧设置有翻毛层。
8.根据权利要求3所述的自动分拣打包生产线,其特征在于:相邻所述过渡板(105)之间设置有挡板(104)。
9.根据权利要求8所述的自动分拣打包生产线,其特征在于:所述过渡板(105)入料端的高度高于所述过渡板(105)出料端的高度。
10.根据权利要求9所述的自动分拣打包生产线,其特征在于:所述过渡板(105)入料端的表面设置有弹性垫。
技术总结
本技术公开了一种自动分拣打包生产线,包括输送线,输送线上依次设置有称重区、感应区和分拣区,称重区靠近输送线的入料端设置,分拣区内设置有若干分拣单元,每个分拣单元的一侧均设置有打包区,感应区的信号输出端与PLC控制器的信号输入端电连接,PLC控制器的信号输出端与分拣单元的输入端电连接。人工在称重区根据订单对菜品进行称重,称重后的菜品封装贴上条形码,放置在输送线上,经输送线运输到感应区,感应区扫描条形码得到菜品类别,信号发送给PLC控制器,PLC控制器根据信息控制对应的分拣单元动作,将菜品从输送线上分拣到打包区,从而取代人工将菜品放置到对应的打包区并进行打包,减少了工作量,避免分拣出错,提高分拣效率。
技术研发人员:李智,黎洪彬,麻振兴
受保护的技术使用者:成都市掌上食材科技有限公司
技术研发日:20230725
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!