一种自动旋转装卸机的制作方法
本技术涉及货物装卸,尤其是涉及一种自动旋转装卸机。
背景技术:
1、旋转装卸机,顾名思义具有转动的功能,且其能够在转动过程中装卸物料,如被应用于物流行业中的分流流水线上,用于承接来自主传送带上所传送的货物,并通过旋转来将货物传送至指定的分支传送带上,实现货物的分拣。
2、目前用于物流分拣的旋转装卸机一般包括转盘、驱动件以及沿转盘周向设置于转盘上的承料板,承料板用于承接货物,驱动件用于驱动转盘沿转盘中心自转,转盘外围设有主传送带和若干个分支传送带,分支传送带可沿转盘周向布设;转盘上还可设置用于将承料板上的货物推离承料板的卸料件,且在转盘转动过程中,分支传送带位于卸料件对货物的推动方向上;在实际分拣过程中,将待分拣的货物放置于主传送带上,以通过主传送带向转盘传送货物,转盘自转,当转盘上的任一空置的承料板转至主传送带端部时,暂停转盘,直至主传送带上的货物移动至承接板上之后重启转盘的转动,接着,转盘转动带动承接有货物的承料板做周向运动,当该承料板转至指定分支传送带端部时,再次暂停转盘,并通过卸料件将对应承料板上的货物推离承料板,以使得货物移动至分支传送带上,实现分拣。
3、针对上述中的相关技术,货物从主传送带移动至转盘承料板上时,以及货物从承料板移动至分支传送带上时,易受到转盘的转动离心力影响而偏移,从而不易稳定地从主传送带移动至承料板上,或从承料板稳定移动至分支传送带上,因此,在上述两个过程中,会暂停转盘的转动,但是每次上料以及每一承料板卸料时均需进行暂停处理,停顿次数太多,易导致装卸分拣效率低下,故有待改善。
技术实现思路
1、为了提高对物料的装卸效率,本技术提供一种自动旋转装卸机。
2、本技术提供的一种自动旋转装卸机,采用如下的技术方案:
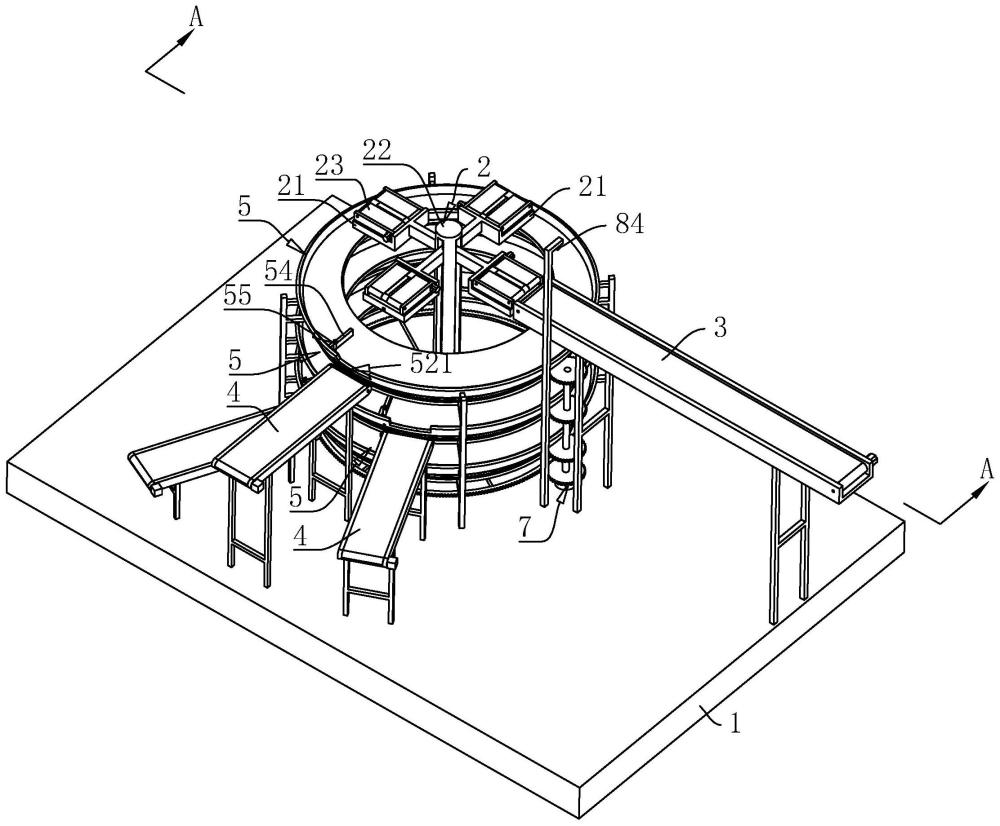
3、一种自动旋转装卸机,包括机架、转动连接于机架上的转盘、用于驱动转盘转动的驱动件;所述转盘上设置有若干个承料板,所述转盘上还设置有用于将货物推离承料板的卸料件,实现卸料;所述转盘外围设置有主传送带和若干个分支传送带,所述承料板可在随转盘转动过程中移动至主传送带的传送方向上;所述机架上且位于所述转盘外围还设置有若干个过渡环板,所述过渡环板与转盘同轴心设置,且所有过渡环板沿竖直方向排布;所述过渡环板与分支传送带一一对应,且所述过渡环板上设置有用于将过渡环板上的货物传送至对应的分支传送带上的过渡传送件;每一所述承料板均沿竖直方向升降连接于转盘上,且任一所述承料板可升降至使得任一过渡环板可位于所述承料板的卸料件的卸料方向上。
4、通过采用上述技术方案,在通过本技术所公开的自动旋转装卸机进行分拣装卸货物时,转盘上任一空置的承料板转至主传送带传送方向上后暂停,以用于承接由主传送带传送的货物,待货物传送至承料板上之后,重新启动转盘转动,而当需要对承料板上的货物进行卸料处理时,无需像现有技术一样暂停转盘,可使得对应承料板升降至需要卸放的分支传送带所对应的过渡环板处,以使得该过渡环板位于承料板的卸料件的卸料方向上,此时由于过渡环板呈环形且与转盘同轴心设置,因此即便承料板此时仍随着转盘的转动而做周向运动,承料板上的货物即便会受到离心力作用,但也能够在卸料件的推动作用下被推至过渡环板上,再通过该过渡环板上的过渡传送件来将过渡环板上的货物传送至对应的分支传送带上,实现分拣;结合上述装卸料的过程可知,本技术无需在卸料时暂停转盘,从而减少了转盘的停顿次数,进而得以提高装卸分拣效率。
5、作为优选,还包括控制器,所述主传送带和驱动件均受控于控制器,所述控制器还电连接有第一定位器和第二定位器;所述第一定位器用于检测所述承料板是否转至主传送带传送方向上,并将第一检测结果发送至控制器;所述第二定位器用于检测主传送带上的单件货物是否由主传送带完全传送至承料板,并将第二检测结果发送至控制器;
6、所述控制器用于接收第一检测结果和第二检测结果,所述控制器用于在承料板转至主传送带传送方向上时,控制驱动件暂停转盘,并控制主传送带和第二定位器启动,以使得主传送带向承料板传送货物;所述控制器还用于在主传送带上的单件货物完全传送至承料板上时,控制主传送带停止传送,并关闭第二定位器、控制驱动件带动转盘转动。
7、通过采用上述技术方案,通过设置第一定位器来检测承料板是否转至主传送带传送方向上,控制器将基于第一定位器所检测得出的第一检测结果来控制转盘转动的暂停与否,即,若承料板转至主传送带端部时,控制器将暂停转盘的转动,并控制主传送带向承料板传送货物,且此时,第二定位器将检测主传送带上的单件货物是否完全传送至承料板上,若是,那么控制器将暂停主传送带的输送、关闭第二定位器,同时控制驱动件重新带动转盘转动,以实现自动化上料。
8、作为优选,所述第一定位器为若干个,所述控制器还电连接有第一识别器,所述第一识别器、第一定位器均与承料板一一对应设置,且所述第一识别器用于检测承料板表面是否存在货物,并向控制器发送第三检测结果;所述控制器用于接收第三检测结果,所述控制器用于任一表面不存在货物的承料板转至主传送带传送方向上时,控制驱动件暂停转盘,并控制主传送带和第二定位器启动,以使得主传送带向承料板传送货物。
9、通过采用上述技术方案,本方案对控制转盘暂停转动,并控制主传送带传送获取的触发条件作了进一步限定,具体的,该触发条件具体为二,其一为:承料板转至主传送带传送方向上,其二为:承料板表面不存在货物,即,只有当表面不存在货物的承料板转至主传送带的传送方向上时,控制器才会暂停转盘,并控制主传送带传送获取,实现自动化上料,以此来确保单个承料板在同一时间内仅承接单个货物,实现对获取的稳定承接。
10、作为优选,所述卸料件受控于控制器,所述控制器还电连接有第二识别器,所述第二识别器用于识别主传送带靠近转盘处的一端端部的货物的分拣信息,所述分拣信息至少包括对应货物需被分拣的分支传送带;
11、所述控制器用于在接收到用于任一表面不存在货物的承料板转至主传送带传送方向上时,控制驱动件暂停转盘,并控制第二识别器识别主传送带端部的货物的分拣信息,并在接收到分拣信息时,控制主传送带和第二定位器启动,以使得主传送带向承料板传送该货物;
12、所述控制器还用于在接收到分拣信息时,将当前位于所述主传送带传送方向上的承料板与所述分拣信息中的分支传送带建立关联信息,并基于关联信息,控制所述承料板升降至相关联的分支传送带所对应的过渡环板处,在控制所述卸料件对所述承料板上的货物进行卸料。
13、通过采用上述技术方案,在上料时,通过第二识别器获知货物待被分拣至哪一分支传送带,并通过控制器将前述识别得到的分支传送带与用于承接该货物的承接板建立关联,并控制该承料板升降至相关联的分支传送带所对应的过渡环板处,并通过卸料件实现卸料,以实现自动卸料。
14、作为优选,所述过渡环板包括环形底板和围板,所述环形底板转动连接于转盘外围,且与转盘同轴心设置,所述过渡传送件用于驱动环形底板转动;所述围板沿对应的环形底板周向设置于环形底板外围,且所述围板固定于机架上;所述围板靠近对应的分支传送带处的侧壁贯穿开设有通料口,所述过渡环板通过通料口实现与对应分支传送带的连通;且所述环形底板靠近围板处的一侧向下倾斜设置。
15、通过采用上述技术方案,当货物被卸料件推送至过渡环板上之后,转动中的环形底板可将货物传送至通料孔处,而倾斜的环形底板可对货物起到导向作用,货物能够朝靠近通料口的方向移动,并在倾斜导向和自重作用下穿过通料口并移动至对应的分支传送带上,实现对过渡环板上的货物的传送。
16、作为优选,所述过渡传送件包括主动环板、主动齿轮、过渡杆、从动齿轮;所述转盘转动中心连接有支撑柱,所述驱动件用于驱动支撑柱自转,所述主动环板连接于支撑柱外围,且所述支撑柱位于主动环板中心;所述主动环板周壁开设有用于与主动齿轮啮合连接的齿槽,所述主动齿轮固定套接于过渡杆上,所述过渡杆转动连接于机架上;所述从动齿轮与过渡环板一一对应设置,且全部所述从动齿轮均固定套接于过渡杆上,每一环形底板周壁均开设有第一齿槽,所述过渡环板通过第一齿槽与对应的从动齿轮相啮合。
17、通过采用上述技术方案,当驱动件带动转盘转动时,过渡杆将在主动齿轮和主动环板的作用下转动,继而使得从动环板在从动齿轮的传送作用下带动过渡环板转动,从而实现过渡环板对其表面的货物的传送。
18、作为优选,所述围板靠近对应通料口处的侧壁转动连接有挡料板,每一所述围板上均设置有用于驱动对应的挡料板转动的推料件,所述通料口位于所述挡料板的转动路径上,且所述挡料板可转至所属过渡环板上的货物随过渡环板做周向移动时的移动路径上。
19、通过采用上述技术方案,由于过渡环板上的货物受转动的环形底板的转动影响,不易在经过通料口时穿过通料口,因此,为了使得过渡环板上的货物能够完全移动至对应的分支传送带上,特设置推料件,通过推料件与倾斜的环形底板相配合来实现对货物的稳定传送。
20、作为优选,每一所述环形底板侧壁周向开设有第二齿槽;所述推料件包括转轴、复位扭簧、限位板和齿轮组;所述转轴转动连接于对应的围板上,所述挡料板通过转轴转动连接于围板上;所述复位扭簧套接于对应的转轴上,且复位扭簧其中一端固定连接于转轴,另一端固定连接于围板,所述限位板固定连接于围板上,且位于挡料板背离通料口处的一侧;当复位扭簧未形变时,所述挡料板背离通料口处的一侧侧壁贴合于限位板、所述挡料板位于所属过渡环板上的货物随过渡环板做周向移动时的移动路径上;所述第二齿槽用于在随环形底板转动过程中与齿轮组啮合,所述齿轮组用于在与第二齿槽相啮合时,带动转轴转动,且使得转轴带动挡料板朝靠近通料口的方向转动。
21、通过采用上述技术方案,当环形底板上的齿槽在随环形底板的转动而转至与齿轮组相啮合时,转轴在齿轮组的传动作用下自转,从而使得挡料板朝靠近通料口的方向移动,以使得被挡料板拦截的货物被挡料板推至穿过通料口,并移动至对应的分支传送带上,实现卸料,且在此过程中,复位扭簧将形变,当环形底板上的第二齿槽与对接齿轮脱离啮合时,复位扭簧将在形变作用下带动转轴反转,以使得推料板反转复位。
22、作为优选,所述过渡环板表面设置有用于与货物相接触的柔性缓冲垫。
23、通过采用上述技术方案,柔性缓冲垫的柔性质地能够在货物从承料板移动至过渡环板表面的过程中,对货物起到缓冲保护的作用,减少出现货物受撞击而损坏的情况。
24、作为优选,所述承料板与承料板一一对应设置,所述卸料件可以为设置于承料板上的传送带。
25、通过采用上述技术方案,通过卸料传送带来承接货物,并在卸料传送带启动时,将所属承料板上的货物输出承料板,实现便捷卸料。
26、综上所述,本技术包括以下至少一种有益技术效果:
27、1.在通过本技术所公开的自动旋转装卸机进行分拣装卸货物时,转盘上任一空置的承料板转至主传送带传送方向上后暂停,以用于承接由主传送带传送的货物,待货物传送至承料板上之后,重新启动转盘转动,而当需要对承料板上的货物进行卸料处理时,无需像现有技术一样暂停转盘,可使得对应承料板升降至需要卸放的分支传送带所对应的过渡环板处,以使得该过渡环板位于承料板的卸料件的卸料方向上,此时由于过渡环板呈环形且与转盘同轴心设置,因此即便承料板此时仍随着转盘的转动而做周向运动,承料板上的货物即便会受到离心力作用,但也能够在卸料件的推动作用下被推至过渡环板上,再通过该过渡环板上的过渡传送件来将过渡环板上的货物传送至对应的分支传送带上,实现分拣;结合上述装卸料的过程可知,本技术无需在卸料时暂停转盘,从而减少了转盘的停顿次数,进而得以提高装卸分拣效率;
28、2.通过设置控制器、第一识别器、第二识别器、第一定位器和第二定位器来实现自动化装卸货物,进一步提高装卸分拣效率。
- 还没有人留言评论。精彩留言会获得点赞!