太阳能电池片自动规整装置的制作方法
本技术涉及太阳能电池片自动规整技术的领域,尤其是涉及太阳能电池片自动规整装置。
背景技术:
1、太阳能电池片是光伏发电系统的核心部件,随着技术不断发展与成熟,太阳能电池片的需求量也日益增加。
2、在太阳能电池片生产完成后,需要对电池片进行整理,以便于保证电池片的质量和一致性。
3、因此,需要一种太阳能电池片的自动规整装置,以便于对太阳能电池片进行自动规整,提高整理效率。
技术实现思路
1、为了便于太阳能电池片的规整,本技术提供一种太阳能电池片自动规整装置。
2、本技术提供的太阳能电池片自动规整装置采用如下的技术方案:
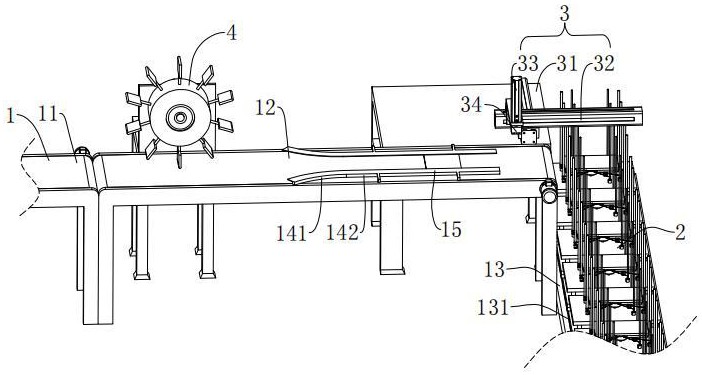
3、太阳能电池片自动规整装置,包括输送机构、规整机构和搬运机构;所述输送机构包括第一输送带、第二输送带和第三输送带,所述第一输送带用于输送电池片,所述第二输送带设置于所述第一输送带的端部,所述第二输送带用于接收来自所述第一输送带的所述电池片,所述第二输送带的速度大于所述第一输送带的速度;所述第二输送带的两侧均设置有导向条,所述导向条具有导向部和限位部,所述限位部连接于所述导向部远离所述第一输送带的端部,两条所述限位部之间的距离与所述电池片的宽度或长度相等;两条所述导向部之间的距离从靠近所述第一输送带的一端到另一端逐渐减小;所述第三输送带设置于所述第二输送带的端部且与所述第二输送带的输送方向相互垂直;所述规整机构设置有多个,多个所述规整机构均连接于所述第三输送带,多个所述规整机构沿所述第三输送带的长度方向间隔排布设置;所述规整机构包括承接板、规整轴和转动电机,所述承接板用于承接来自所述搬运机构的所述电池片;所述规整轴设置有多根,多根所述规整轴均转动连接于所述第三输送带,多根所述规整轴将所述承接板围合,所述规整轴用于与所述电池片的侧壁抵接;所述转动电机连接于所述第三输送带,所述转动电机用于驱动所述规整轴转动。
4、通过采用上述技术方案,将待规整的电池片放置于第一输送带上,第一输送带带动电池片到达第二输送带,利用第二输送带与第一输送带之间的差速减少多个电池片相互堆叠的情况。之后电池片到达导向部的位置,在导向部的作用下电池片进入到两个限位部之间。当电池片到达第二输送带的端部时,启动搬运机构,搬运机构将第二输送带端部的电池片运送至规整机构的承接板上,在承接板上放置一定数量的电池片后,启动转动电机,转动电机带动规整轴转动,多个电池片在规整轴的抵接作用下被整理为整齐的一叠,从而实现电池片的自动规整。
5、可选的,所述第二输送带的一侧设置有调整机构,所述调整机构包括支撑件和调整件,所述调整件转动连接于所述支撑件,所述调整件相对于所述支撑件转动的轴线与所述第二输送带的输送方向垂直;所述调整件包括多个拨动部,多个所述拨动部绕所述调整件的转动轴间隔排布设置,所述拨动部与所述第二输送带之间的最小距离大于一个所述电池片的厚度且小于两个所述电池片的厚度;所述拨动部位于最低点时的运动方向与所述第二输送带的输送方向相反。
6、通过采用上述技术方案,在第二输送带输送电池片的同时,相对于支撑件转动转动部,使转动部带动拨动部转动,拨动部转动时,平放于第二输送带且未被叠加的电池片能顺利从调整机构处通过,若电池片处于竖立的状态或有多个电池片叠加,则拨动部带动上方的电池片向靠近第一输送带的方向移动,从而将堆叠的电池片分开,以便于后续对电池片进行规整。
7、可选的,所述调整机构还包括传动轴、链条和第一齿轮,所述传动轴的一端转动连接于所述支撑件,另一端抵接于所述第二输送带的下表面;所述传动轴靠近所述支撑件的端部设置有第二齿轮,所述传动轴通过所述第二齿轮与所述链条啮合,所述链条与所述第一齿轮啮合,所述第一齿轮连接于所述调整件且与所述调整件同轴设置。
8、通过采用上述技术方案,在第二输送带启动时,第二输送带带动传动轴转动,传动轴通过链条带动第一齿轮转动,进而带动转动部转动,从而带动拨动部转动,无需在传动轴调整件另设驱动件,减少耗能。
9、可选的,所述调整件还包括转动部,所述拨动部沿所述转动部的径向滑移连接于所述转动部;所述转动部设置有支撑弹簧,常态下,所述支撑弹簧处于压缩状态,所述支撑弹簧对所述拨动部施加指向所述转动部的中心轴线的力;所述转动部的中部设置有气囊,多个所述拨动部靠近所述气囊的端部均抵接于所述气囊。
10、通过采用上述技术方案,需要调大拨动部与第二输送带之间的距离时,使气囊放气,支撑弹簧带动拨动部向靠近转动部的中心点的方向移动;需要调小拨动部与第二输送带之间的距离时,对气囊充气,拨动部在气囊的抵接作用下向远离转动部的中心点的方向移动,从而使得调整机构适用于不同厚度的电池片,提高调整机构的使用灵活性。
11、可选的,所述规整机构还包括安装板,所述规整轴与所述转动电机均连接于所述安装板;所述安装板连接有多个液压缸,所述承接板磁吸连接于所述液压缸的输出端,多个所述液压缸与所述承接板的连接点沿所述承接板的边缘间隔排布设置。
12、通过采用上述技术方案,从规整机构取下电池片时,直接将安装板连同成叠的电池片一起取下,便于操作;另一方面也便于对规整机构进行维护和修理。
13、可选的,所述安装板转动连接有收卷盘,所述收卷盘连接于所述转动电机的输出端;所述规整轴具有绕卷槽,所述规整轴在所述绕卷槽的槽底连接有拉绳,多根所述规整轴的拉绳均连接于所述收卷盘;所述规整轴连接于所述安装板的端部连接有发条,在所述规整轴上的拉绳转移至所述收卷盘的过程中,发条逐渐收紧。
14、通过采用上述技术方案,搬运机构将第二输送带端部的电池片运送至承接板后,液压缸带动承接板向下移动一个电池片的厚度的距离。在承接板上放置一定数量的电池片后,启动转动电机,转动电机带动收卷盘正向转动,收卷盘转动时带动拉绳绕卷于收卷盘,拉绳带动规整轴转动,规整轴转动时对放置于承接板的一叠电池片进行规整,此过程中发条收紧;之后转动电机带动收卷盘反向转动,拉绳松弛,同时发条逐渐复位并带动规整轴反向转动,规整轴反向转动时带动拉绳重新绕卷于绕卷槽中,此过程中,实现拉绳复位的同时对电池片进行二次规整,从而利用一个驱动件同时驱动多个规整轴的转动,使得安装板的负荷较小。
15、可选的,所述规整轴的端部转动连接有连接台,所述发条安装于所述连接台,所述连接台磁吸连接于所述安装板。
16、通过采用上述技术方案,实现规整轴与安装板的可拆卸连接,一方面便于规整轴的维护、修理和更换;另一方面便于调整规整轴在安装板的位置,从而调整各规整轴之间的相对位置,以使得规整机构适用于多种不同尺寸的电池片,提高规整机构的使用灵活性。
17、可选的,所述规整轴的横截面呈椭圆形,所述规整轴相对于安装板转动的轴线与所述规整轴的轴线不共线。
18、通过采用上述技术方案,在发条处于原状时,规整轴的侧壁与放置于承接板的电池片之间的距离最大,规整轴此时背离电池片的侧壁用于与电池片的侧壁抵接,从而为电池片相对于安装板的移动提供一定的空间,一方面便于搬运机构将电池片放置于承接板,另一方面减少电池片下移过程中与规整轴之间产生持续摩擦的风险,减少电池片与规整轴的磨损。
19、可选的,所述承接板的侧壁开设有取放槽,所述取放槽用于供人体的手指通过。
20、通过采用上述技术方案,便于在规整完成后将放置于承接板的成垛电池片取下。
21、可选的,所述第三输送带连接有多个安装台,所述规整机构可拆卸连接于所述安装台。
22、通过采用上述技术方案,实现规整机构与第三输送带的可拆卸连接,便于规整机构的维护修理等,进一步提高规整装置的使用灵活性。
23、综上所述,本技术包括以下至少一种有益技术效果:
24、通过设置输送机构、搬运机构和规整机构,输送机构包括第一输送带、第二输送带和第三输送带,搬运机构将依次经过第一输送带和第二输送带的搬运至连接于第三输送带的规整机构,规整机构对成叠的电池片进行规整,实现对电池片的规整;
25、通过设置调整机构,利用调整机构的拨动部波动位于上方的电池片,提高规整效果;
26、规整轴磁吸连接于安装板,便于调整规整轴的位置,以适配于不同尺寸的电池片,提高规整机构的使用灵活性。
- 还没有人留言评论。精彩留言会获得点赞!