高尔夫球杆头盖片制造方法及模具与流程
本发明关于一种热压成型制造方法及模具,尤其是一种用以制造一高尔夫球杆头盖片的制造方法及模具。
背景技术:
一种现有的复合材料外壳的制造方法,是先使一第一离型胶膜贴合于一母模的模穴表面,再将一预浸材料置入该模穴;另外将一第二离型胶膜覆盖该模穴,且该第二离型胶膜外周结合于该母模,使该预浸材料位于该第一离型胶膜与该第二离型胶膜之间;之后使该母模与一公模合模以热压该预浸材料,使该预浸材料成型为一外壳;将该公模与该母模相对分离以取出该外壳。类似于该现有的复合材料外壳的制造方法的一实施例已公开于中国公开号为cn105082558a的专利当中。
然而,以上述制造方法所制得的外壳,其外表面仍附着有该第一离型胶膜与该第二离型胶膜,使得作业人员还要花费时间与精力来手工剥除该第一离型胶膜与该第二离型胶膜,导致整体工艺效率难以提升的问题,故实有加以改善的必要。
技术实现要素:
为解决上述问题,本发明的目的是提供一种高尔夫球杆头盖片制造方法,能够快速地制造该高尔夫球杆头盖片。
本发明的另一目的是提供一种高尔夫球杆头盖片制造模具,能够在开模时,以及其离形膜可以快速地由该模具中剥离。
本发明全文所述方向性或其近似用语,例如“前”、“后”、“左”、“右”、“上(顶)”、“下(底)”、“内”、“外”、“侧面”等,主要是参考附图的方向,各方向性或其近似用语仅用以辅助说明及理解本发明的各实施例,非用以限制本发明。
本发明全文所记载的元件及构件使用“一”或“一个”的量词,仅是为了方便使用且提供本发明范围的通常意义;于本发明中应被解读为包括一个或至少一个,且单一的概念也包括多个的情况,除非其明显意指其他意思。
本发明全文所述“结合”、“组合”或“组装”等近似用语,主要包括连接后仍可不破坏构件地分离,或是连接后使构件不可分离等形态,本领域中普通技术人员可以依据欲相连的构件材质或组装需求予以选择。
本发明的高尔夫球杆头盖片制造方法,包括:一备模步骤:提供一公模,该公模上具有至少一成型部;及提供一母模,该母模上具有一上表面及至少一模穴,该至少一成型部与该至少一模穴数量相同且相对应;一置膜步骤:将一上离形膜置于该公模的一承载座,及将一下离形膜置于该母模的该上表面;一置料步骤:将至少一工件置放于该上离形膜与该下离形膜之间;一塑型步骤:将该公模与该母模合模,并由该至少一成型部与该至少一模穴对该至少一工件热压塑形,以使该至少一工件形成至少一高尔夫球杆头盖片;及一取料步骤:将该公模与该母模分离,以使该上离形膜与该至少一高尔夫球杆头盖片分离。
本发明的高尔夫球杆头盖片制造模具,包括:一公模,具有至少一成型部及一承载座,该承载座用以支持一上离形膜;及一母模,具有一上表面,该上表面凹设至少一模穴,该至少一模穴数量与该至少一成型部数量相同且相对应设置,该上表面用以支持一下离形膜。
由此,本发明的高尔夫球杆头盖片制造方法及模具,能够使工件在该上离形膜及该下离形膜之间被热压成型,且该公模与该母模相对分离时,该上离形膜随着该公模远离该至少一高尔夫球杆头盖片,以自动由该至少一高尔夫球杆头盖片的表面剥离,以节省后续剥除离形膜所需耗费的时间与人力,具有大幅提升整体工艺效率的功效。
其中,该取料步骤的由该母模的该至少一模穴中取出该至少一高尔夫球杆头盖片,还包括使该至少一高尔夫球杆头盖片与该下离形膜分离。如此,能够使该下离形膜由该高尔夫球杆头盖片的表面剥离,具有更进一步提升整体工艺效率的功效。
其中,该母模具有至少一第一气道,该至少一第一气道连通该至少一模穴及连接一充放气装置,该充放气装置用以对该至少一模穴充气、抽气。如此,能够由该至少一第一气道使该下离形膜与该至少一模穴之间形成真空,以避免空气影响冲压效果,及能够使该下离形膜也自动由该高尔夫球杆头盖片的表面剥离,具有提升冲压品质,及更进一步提升整体工艺效率等功效。
其中,该母模具有至少一第二气道,该至少一第二气道连通该上表面及连接一充放气装置,该充放气装置用以对该上表面充气、抽气。如此,能够由该至少一第二气道将该下离形膜固定于该母模的上表面,及使该下离形膜容易地与该高尔夫球杆头盖片分离,具有提升下离形膜的固定及剥离的功效。
其中,该充放气装置进行充气、抽气的压力值介于0.1~1.0bar。如此,具有伏贴固定下离形膜及使下离形膜容易与模穴分离的功效。
其中,该热压塑形时,该公模与该母模的成型温度介于120~160℃。如此,具有确保热压成型该高尔夫球杆头盖片品质的功效。
其中,该热压塑形时,该加热时间介于60~900秒。如此,具有确保热压成型该高尔夫球杆头盖片品质的功效。
其中,该上离形膜及该下离形膜是以具有延展性的材质所组成。如此,可以确保该上离形膜及该下离形膜分别附着于该高尔夫球杆头盖片的表面,且具有不易破损的功效。
其中,该材质为聚丙烯、乳胶或天然橡胶。如此,可以确保该上离形膜及该下离形膜分别附着于该高尔夫球杆头盖片的表面,且具有不易破损及易于剥离等功效。
其中,该上离形膜的厚度介于0.05~0.15mm。如此,可以确保该上离形膜及该下离形膜分别附着于该该高尔夫球杆头盖片的表面,且具有不易破损且不产生皱折等功效。
其中,该承载座环设于该成型部的周边。如此,可以确保该上离形膜定位于该承载座,及使该下离形膜可以确实的附着于该高尔夫球杆头盖片的功效。
其中,该承载座呈分开且环设于该成型部周边。如此,能够容易地置入及取出该上离形膜,具有提升使用便利性的功效。
其中,该承载座具有一凸部,该凸部朝向该成型部的中心方向延伸,由该凸部用以支持该上离形膜。如此,可以确保该上离形膜定位于该承载座,及能够容易地置入及取出该上离形膜,具有提升使用便利性的功效。
其中,该上离形膜置设于一上框架,且该上框架置设于该承载座。如此,可以确保该上离形膜定位于该承载座,及能够容易地置入及取出该上离形膜,具有提升使用便利性的功效。
其中,该下离形膜结合于一下框架,该母模具有一环槽,该下框架嵌合于该环槽。如此,能够避免该下框架与该上压合组件产生干涉,且可以使该下框架容易及快速定位的功效。
其中,该母模具有至少一第一气道,该至少一第一气道连通该至少一模穴。如此,能够由该至少一第一气道使该下离形膜与该至少一模穴之间形成真空,以避免空气影响冲压效果,及能够使该下离形膜也自动由该高尔夫球杆头盖片的表面剥离,具有提升热压品质,及更进一步提升整体工艺效率等功效。
其中,该母模具有至少一第二气道,该至少一第二气道连通该母模的上表面。如此,能够由该至少一第二气道将该下离形膜固定于该母模的上表面,及使该下离形膜容易地与该高尔夫球杆头盖片分离,具有提升下离形膜的固定及剥离的功效。
本发明的高尔夫球杆头盖片制造模具,还可以另外包括一固定组件,该固定组件置设在该母模,使该固定组件用以支持该下离形膜。如此,可以由该固定组件支持该下离形膜,及方便置设及取出该下离形膜的功效。
其中,该固定组件形成偶数且成对称地支持该下离形膜。如此,该固定组件具有可以稳固地支持该下离形膜的功效。
其中,该固定组件由一基座固定于该母模,一活动件可移动地结合于该基座,该活动件的顶部凸出于该母模的该上表面,由该活动件的顶部用以支持该下离形膜。如此,该固定组件可以稳固地支持该下离形膜,以及,在该公模、母模分离时,该下离形膜可以容易地与该高尔夫球杆头盖片分离。
其中,该公模与该母模合模位移时,该公模的该承载座或该凸部抵接该活动件的顶部,使该活动件相对于该基座移动。如此,在该公模与母模合模时,置设于该活动件顶部的该下离形膜可以同步下降,使该下离形膜具有附着于该母模模穴及该高尔夫球杆头盖片下表面的功效。
其中,该固定组件具有一弹性元件,该公模与该母模呈开模位移时,该弹性元件顶推该活动件相对于该基座作复位移动。如此,该公模与该母模成分开时,置设于该活动件顶部的该下离形膜可以同步上升,可以使该下离形膜及该高尔夫球杆头盖片容易的由该母模模穴脱出。
其中,该活动件的顶部具有一环槽,该下离形膜结合于一下框架,该下框架嵌合于该环槽。如此,能够避免该下框架与该上压合组件产生干涉,且可以使该下框架容易及快速定位。
附图说明
图1是本发明的高尔夫球杆头盖片制造方法流程图;
图2是本发明第一实施例的模具剖面图;
图3是本发明第一实施例的一下离形膜贴附于母模模穴表面及一工件未放置于母模的情形图;
图4是本发明第一实施例的公模与母模合模的情形图;
图5是本发明第一实施例的公模与母模分开的情形图;
图6是本发明第一实施例已成型高尔夫球杆头盖片与下离形膜由母模剥离的情形图;
图7是本发明第二实施例的公模与母模成分开情形的剖面图;
图8是本发明第二实施例的公模与母模成合模情形的剖面图。
附图标记说明
1公模
11成型部
12上离形膜
13承载座
131凸部
14上框架
2母模
21模穴
22下离形膜
23上表面
24下框架
25环槽
26第一气道
27第二气道
3固定组件
31基座
32活动件
33弹性元件
34环槽
w工件
w’高尔夫球杆头盖片
s1备模步骤
s2置膜步骤
s3置料步骤
s4塑型步骤
s5取料步骤。
具体实施方式
为使本发明的上述及其他目的、特征及优点能更明显易懂,下文列举本发明的较佳实施例,并配合附图,作详细说明如下:
请参照图1、图2、图3、图4及图5所示,为本发明高尔夫球杆头盖片制造方法的一较佳实施例,包括下列步骤:
一备模步骤s1:提供一公模1,该公模1上具有至少一成型部11;及提供一母模2,该母模2上具有至少一模穴21,该至少一成型部11与该至少一模穴21数量相同且相对应。
一置膜步骤s2:将一上离形膜12置于该公模1的一承载座13;及将一下离形膜22置于该母模2的上表面23。该上离形膜12置于公模1的承载座13及该下离形膜22置于该母模2的上表面23的顺序,于本发明中不予限制。该上离形膜12较佳以具有延展性的材质所组成,例如可以为聚丙烯、乳胶或天然橡胶等材质,且该上离形膜12的厚度可以介于0.05~0.15mm,以在该公模1与该母模2合模过程中,该上离形膜12能够产生形变且不会造成破损。
一置料步骤s3:将至少一工件w置放于该母模2的上表面,使该至少一工件w位于该上离形膜12与该下离形膜22之间。
一塑型步骤s4:将该公模1与该母模2合模,并由该至少一成型部11与该至少一模穴21对该至少一工件w热压塑形,以使该至少一工件w形成至少一高尔夫球杆头盖片w’。该热压塑形时,该公模1与该母模2的成型温度可以介于120~160℃,以及,该加热时间可以介于60~900秒,但不以此为限。
一取料步骤s5:将该公模1与该母模2分离,以使该上离形膜12与该至少一高尔夫球杆头盖片w’分离,及由该母模2的该至少一模穴21中取出该至少一高尔夫球杆头盖片w’,以使该至少一高尔夫球杆头盖片w’与该下离形膜22分离。
较佳地,该母模2还可以具有至少一第一气道26,该至少一第一气道26连通该至少一模穴21及连接一充放气装置(图未绘制),该充放气装置用以对该至少一模穴21充气、抽气。以及,该母模2还可以具有至少一第二气道27,该至少一第二气道27连通该上表面23及连接该充放气装置,该充放气装置用以对该上表面23充气、抽气。较佳地,对该至少一模穴21进行充气、抽气或对该上表面23充气、抽气压力值可以介于0.1~1.0bar,但不以此为限。
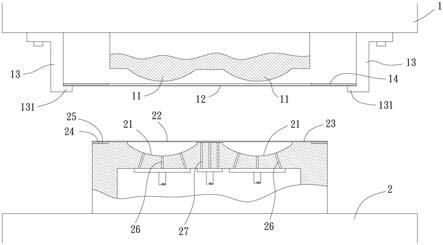
请再参照图2所示,其为本发明成型该高尔夫球杆头盖片的制造模具第一较佳实施例,包含一公模1及一母模2,该公模1上具有至少一成型部11,该母模2上具有至少一模穴21,该至少一成型部11数量与该至少一模穴21数量相同且相对应。
该公模1具有该至少一成型部11,该至少一成型部11可用以成型该高尔夫球杆头盖片w’的一表面,该公模1具有一承载座13,该承载座13较佳环设于该成型部11的周边。举例而言,该承载座13可以为分开的多个个件且分别环设于该成型部11周边,各承载座13可以具有一凸部131,各凸部131朝向该成型部11的中心方向延伸,使各凸部131可以共同支持该上离形膜12。
较佳地,该上离形膜12可以置设于一上框架14,且以该上框架14置设于该承载座13的该凸部131。如此,技术人员可以利用各上框架14以分别将该上离形膜12置设其中,使该上离形膜12可以被快速地置于该承载座13,进而使该作业可容易及快速进行。该上离形膜12与该上框架14之间还可以利用夹固或黏合等方式予以固定,但不以此为限。
该母模2具有一上表面23,由该上表面23凹设至少一模穴21,该至少一模穴21数量与该至少一成型部11数量相同且相对应设置。于该母模2的上表面23可以置设一下离形膜22,该下离形膜22同样可以以具有延展性的材质所组成,例如可以为聚丙烯、乳胶或天然橡胶等材质,且该下离形膜22的厚度可以介于0.05~0.15mm,以在该公模1与该母模2合模过程中,该下离形膜22能够产生形变且不会因为产生形变而造成破损。较佳地,该下离形膜22同样可以结合于一下框架24,且由该下框架24可以嵌合于该母模2的一环槽25。
该母模2还可以具有至少一第一气道26,该至少一第一气道26连通该至少一模穴21及连接一充放气装置(图未绘制),该充放气装置用以对该至少一模穴21充气、抽气。并且,该母模2还可以具有至少一第二气道27,该至少一第二气道27连通该母模2的上表面23及连接该充放气装置,该充放气装置用以对该上表面23充气、抽气。在本实施例中,对该至少一模穴21或对该上表面23进行充气、抽气的压力值可以介于0.1~1.0bar,但不以此为限。
请参照图2、图3所示,其是使用本发明第一较佳实施例的模具用以成型该高尔夫球杆头盖片w’,可以将该上离形膜12置于公模1的一承载座13,及该下离形膜22置于该母模2的该上表面23,将该至少一工件w放置于该公模1与该母模2之间,之后使该公模1与该母模2相靠近(如图4所示),并由各成型部11与各模穴21对该至少一工件w热压塑形,使该至少一工件w形成至少一高尔夫球杆头盖片w’。在本实施例中,在热压塑形时,该公模1与该母模2的成型温度可介于120~160℃、加热时间可介于60~900秒,但不以此为限。
在热压塑形该至少一工件w之前,可以对该母模2的至少一模穴21抽气,及也可以同时对该母模2的该上表面23抽气,使该下离形膜22贴附于该至少一模穴21的表面,及还可以使该下离形膜22贴附于该母模2的该上表面23,较佳地,使该至少一模穴21与该下离形膜22之间形成真空,具有避免空气残留在该至少一模穴21与该下离形膜22之间而影响热压效果。
请参照图5所示,将该公模1与该母模2分离,该上离形膜12受该承载座13或该凸部131带动,使该上离形膜12随该公模1远离该至少一高尔夫球杆头盖片w’,而使该上离形膜12从该至少一高尔夫球杆头盖片w’的表面剥离。例如但不限制地,该公模1与该母模2的分离方式,可以选择该公模1与该母模2的其中一个维持不动,另一个可以被驱动上下位移,即表示可以由该公模1朝该母模2方向下压后,该公模1再上升远离该母模2,或是由该母模2朝该公模1方向上升后,该母模2再下降远离该公模1,以使该上离形膜12随该公模1远离该至少一高尔夫球杆头盖片w’。
请参照图6所示,在该公模1与该母模2分离的同时,可以通过该至少一第一气道26对该至少一模穴21充气,使该下离形膜22与该至少一模穴21的表面容易分离。以及,在该公模1与该母模2分离的同时,还可以通过该至少一第二气道27对该母模2的该上表面23抽气,使该下离形膜22紧贴于该上表面23,以使该下离形膜22与该高尔夫球杆头盖片w’容易分离。
请参照图7、图8所示,其为本发明制造高尔夫球杆头盖片模具的第二实施例,在本实施例中,该模具另外包括一固定组件3,该固定组件3可以置设在该母模2用以支持该下离形膜22,较佳地,该固定组件3形成偶数且成对称地支持该下离形膜22。举例而言,各固定组件3分别由一基座31固定于该母模2,一活动件32可移动地结合于该基座31,该活动件32的顶部可以凸出于该母模2的该上表面23,较佳地,该公模1与该母模2合模位移时(如图8所示),该公模1的该承载座13或该凸部131可以抵接该活动件32的顶部,使该活动件32可以相对于该基座31移动,且该活动件32可以通过一弹性元件33顶推复位,如此,该公模1与该母模2成开模位移时,该活动件32可以相对于该基座31作复位移动。借此,由各活动件32的顶部可以支持该下离形膜22或其下框架24,较佳地,各活动件32的顶部还可以具有一环槽34,该下框架24可以稳固地嵌合于该环槽34。
综上所述,本发明的高尔夫球杆头盖片制造方法及模具,能够使工件在该上离形膜及该下离形膜之间被热压成型,且该公模与该母模相对分离时,该上离形膜随着该公模远离该至少一高尔夫球杆头盖片,以及该下离形膜可以附着在该母模的上表面,使该上离形膜、下离形膜可以容易地由该至少一高尔夫球杆头盖片的表面剥离,可以节省后续剥除离形膜所需耗费的时间与人力,具有大幅提升整体工艺的效率的功效。
- 还没有人留言评论。精彩留言会获得点赞!