一种大水口模具解决拉丝方法与流程
1.本发明涉及模具技术领域,尤其涉及一种大水口模具解决拉丝方法。
背景技术:
2.模具称为工业之母,模具生产和发展水平是机械制造水平重要标志之一。随着制造业迅速的发展,人类对制品的质量、重量、外观都有很高的追求。在10年前塑胶的年产量已经超过钢铁和有色金属年产量的总和,塑胶制品在汽车、机电、仪表、航天航空等国家支柱产业及人民日常生活相关的各个领域得到广泛应用。塑胶制品成型方法多钟,世界塑胶制品约半数以上成型是注塑模具。注塑模具可以高效生产出制品。
3.注塑模具分为大水口模、细水口模具、热流道模具。大水口模具为最常用注塑模具。此次专利应用在大水口模具中,但大水口模具因水口拉丝问题,导致注塑产品质量下降,废品率增加。严重的会压坏模具,提高制品质量,提高生产效率。
技术实现要素:
4.本发明的目的是为了解决现有技术中存在的缺点,而提出的一种大水口模具解决拉丝方法。
5.为了实现上述目的,本发明采用了如下技术方案:一种大水口模具解决拉丝方法,包括大水口模具本体,所述大水口模具本体的顶面开设有开设有大圆槽,所述大水口模具本体的顶面靠近边缘位置处开设有小圆槽,所述大圆槽的底面开设有唧嘴,所述唧嘴的中心处开设有防拉丝槽。
6.优选的,所述唧嘴与防拉丝槽相连通,所述唧嘴的形状为锥度圆,所述防拉丝槽的形状为矩形。
7.优选的,所述大水口模具本体的形状为圆形。
8.优选的,所述大水口模具本体的材质为h钢。
9.优选的,所述大圆槽的形状为圆形。
10.与现有技术相比,本发明的优点和积极效果在于,
11.本发明中,通过创新唧嘴设计,设计成锥度圆,未端直径为∮8,口部为∮3中间增加1x1mm的防拉丝槽,在生产完成后,在防拉丝槽形成反向拉力的作用下切断拉丝,从而解决水口拉丝问题,提高制品质量,减低因水口拉丝导致产品外观缺陷,降低产品因水口拉丝导致废品率增加,从而提高生产效率,杜绝因为水口拉丝严重导致模具压坏,减小修模风险,降低修模成本。
附图说明
12.图1为本发明提出一种大水口模具解决拉丝方法的正视图;
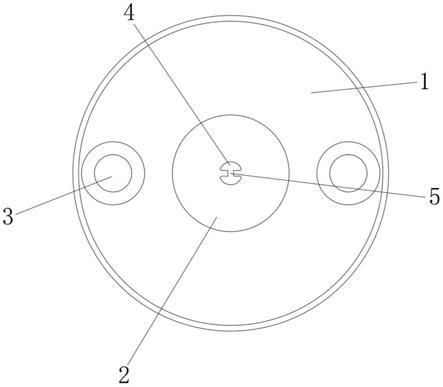
13.图2为本发明提出一种大水口模具解决拉丝方法的俯视图。
14.图例说明:
15.1、大水口模具本体;2、大圆槽;3、小圆槽;4、唧嘴;5、防拉丝槽。
具体实施方式
16.为了能够更清楚地理解本发明的上述目的、特征和优点,下面结合附图和实施例对本发明做进一步说明。需要说明的是,在不冲突的情况下,本申请的实施例及实施例中的特征可以相互组合。
17.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用不同于在此描述的其他方式来实施,因此,本发明并不限于下面公开说明书的具体实施例的限制。
18.实施例1,如图1和图2所示,本发明提供了一种大水口模具解决拉丝方法,包括大水口模具本体1,大水口模具本体1的形状为圆形,大水口模具本体1的材质为h13钢,大水口模具本体1的顶面开设有开设有大圆槽2,大圆槽2的形状为圆形,大水口模具本体1的顶面靠近边缘位置处开设有小圆槽3,大圆槽2的底面开设有唧嘴4,唧嘴4的中心处开设有防拉丝槽5,唧嘴4与防拉丝槽5相连通,唧嘴4的形状为锥度圆,防拉丝槽5的形状为矩形。
19.上述达到的效果为,通过创新唧嘴4设计,形状设计成锥度圆,未端直径为∮8,口部为∮3中间增加1x1mm的防拉丝槽5,在生产完成后,在防拉丝槽5形成反向拉力的作用下切断拉丝,从而解决水口拉丝问题,提高制品质量,减低因水口拉丝导致产品外观缺陷,降低产品因水口拉丝导致废品率增加,从而提高生产效率,杜绝因为水口拉丝严重导致模具压坏,减小修模风险,降低修模成本。
20.以上所述,仅是本发明的较佳实施例而已,并非是对本发明作其它形式的限制,任何熟悉本专业的技术人员可能利用上述揭示的技术内容加以变更或改型为等同变化的等效实施例应用于其它领域,但是凡是未脱离本发明技术方案内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化与改型,仍属于本发明技术方案的保护范围。
技术特征:
1.一种大水口模具解决拉丝方法,包括大水口模具本体(1),其特征在于:所述大水口模具本体(1)的顶面开设有开设有大圆槽(2),所述大水口模具本体(1)的顶面靠近边缘位置处开设有小圆槽(3),所述大圆槽(2)的底面开设有唧嘴(4),所述唧嘴(4)的中心处开设有防拉丝槽(5)。2.根据权利要求1所述的一种大水口模具解决拉丝方法,其特征在于:所述唧嘴(4)与防拉丝槽(5)相连通,所述唧嘴(4)的形状为锥度圆,所述防拉丝槽(5)的形状为矩形。3.根据权利要求1所述的一种大水口模具解决拉丝方法,其特征在于:所述大水口模具本体(1)的形状为圆形。4.根据权利要求1所述的一种大水口模具解决拉丝方法,其特征在于:所述大水口模具本体(1)的材质为h13钢。5.根据权利要求1所述的一种大水口模具解决拉丝方法,其特征在于:所述大圆槽(2)的形状为圆形。
技术总结
本发明提供一种大水口模具解决拉丝方法,涉及模具技术领域,包括大水口模具本体,所述大水口模具本体的顶面开设有开设有大圆槽,所述大水口模具本体的顶面靠近边缘位置处开设有小圆槽,所述大圆槽的底面开设有唧嘴,所述唧嘴的中心处开设有防拉丝槽,通过创新唧嘴设计,设计成锥度圆,未端直径为∮8,口部为∮3中间增加1X1MM的防拉丝槽,在生产完成后,在防拉丝槽形成反向拉力的作用下切断拉丝,从而解决水口拉丝问题,提高制品质量,减低因水口拉丝导致产品外观缺陷,降低产品因水口拉丝导致废品率增加,从而提高生产效率,杜绝因为水口拉丝严重导致模具压坏,减小修模风险,降低修模成本。本。本。
技术研发人员:杨勇刚 陈镇森 王友田
受保护的技术使用者:东莞达兴塑胶模具有限公司
技术研发日:2020.08.15
技术公布日:2021/10/7
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1