一种环保橡胶生产制备方法与流程
[0001]
本发明涉及橡胶加工技术领域,特别涉及一种环保橡胶生产制备方法。
背景技术:
[0002]
橡胶是指具有可逆形变的高弹性聚合物材料,在室温下富有弹性,在很小的外力作用下能产生较大形变,除去外力后能恢复原状,橡胶属于完全无定型聚合物,它的玻璃化转变温度低,分子量往往很大,大于几十万;橡胶分为天然橡胶与合成橡胶二种,天然橡胶是从橡胶树、橡胶草等植物中提取胶质后加工制成,属于环保型橡胶,合成橡胶则由各种单体经聚合反应而得,橡胶制品广泛应用于工业或生活各方面。
[0003]
目前,现有的设备在针对环保橡胶进行压片时,通常存在以下不足:1、现有设备通常采用辊压的方式对橡胶进行压片,不能对橡胶进行伸张处理,从而限制了橡胶压片的面积,并且,压片后的橡胶易出现厚度较大的现象,从而降低了橡胶压片的效果;2、现有的设备不能实现对压片后的橡胶进行定型处理,压片后的橡胶易出现回弹的现象,从而需要增加橡胶压片的次数,提高了压片的效率。
技术实现要素:
[0004]
(一)要解决的技术问题
[0005]
本发明可以解决现有的设备在针对环保橡胶进行压片时,不能对橡胶进行伸张处理,从而限制了橡胶压片的面积,并且,压片后的橡胶易出现厚度较大的现象,从而降低了橡胶压片的效果,同时,不能实现对压片后的橡胶进行定型处理,压片后的橡胶易出现回弹的现象,从而需要增加橡胶压片的次数,提高了压片的效率等难题。
[0006]
(二)技术方案
[0007]
为了实现上述目的,本发明采用以下技术方案,一种环保橡胶生产制备方法,其使用了一种环保橡胶生产制备设备,该环保橡胶生产制备设备包括底板、压片装置和保型装置,采用环保橡胶生产制备设备对环保橡胶进行压片时具体方法如下:
[0008]
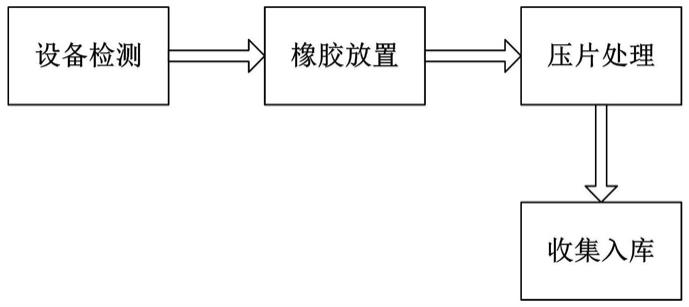
s1、设备检测:在设备使用前,通过人工的方式对设备进行常规检测;
[0009]
s2、橡胶放置:通过人工的方式将块状橡胶放置在压片装置内;
[0010]
s3、压片处理:人工启动压片装置,压片装置对块状橡胶进行压片处理,之后,保型装置对压片成型的橡胶进行保型处理;
[0011]
s4、收集入库:人工将步骤s3压片处理后的橡胶进行回收入库。
[0012]
底板上端安装有压片装置,压片装置右侧设置有保型装置,保型装置安装在底板上。
[0013]
所述的压片装置包括压片框、洒水管、压平辊、伸张机构、定型辊、主动带轮、从动带轮、传动齿轮和驱动电机,所述的底板上端安装有压片框,压片框左端壁上安装有洒水管,洒水管右侧设置上下对称设置有压平辊,压平辊通过轴承与压片框侧壁内端面连接,压平辊位于压片框内部,压平辊右侧设置有伸张机构,伸张机构安装在压片框上壁下端面上,
伸张机构右侧上下对称设置有定型辊,定型辊通过轴承与压片框侧壁内端面连接,压平辊前端安装有主动带轮,主动带轮右侧设置有从动带轮,从动带轮安装在定型辊前端面上,从动带轮与主动带轮之间通过皮带连接,主动带轮前端安装有传动齿轮,传动齿轮之间啮合,下侧的传动齿轮前端连接有驱动电机,驱动电机安装在底板上,具体工作时,首先,通过人工的方式间歇启动驱动电机,驱动电机通过主动带轮带动压平辊进行转动,同时,从动带轮带动定型辊进行转动,之后,通过人工的方式将橡胶放置在压平辊上,压平辊对橡胶进行预压处理,最后,人工启动伸张机构,伸张机构对对橡胶进行伸张处理,从而扩大了压片的面积,定型辊对压平后的橡胶进行定型处理。
[0014]
所述的保型装置包括保型框、支撑架、连接板、凸轮柱、圆柱板、保型机构、牵引机构、驱动齿轮和驱动带轮,所述的保型框通过支撑柱安装在底板上,保型框侧壁上均匀设置有滑辊,保型框下方设置有支撑架,支撑架安装在底板上,支撑架呈u型结构,支撑架上前后对称安装有连接板,连接板之间安装有凸轮柱,连接板与保型框之间通过滑动配合的方式连接有圆柱板,圆柱板中部通过滑动配合的方式均匀连接有保型机构,圆柱板侧壁下端通过滑动配合的方式连接有牵引机构,保型框前端面通过轴承连接有驱动齿轮,驱动齿轮与圆柱板齿轮啮合,驱动齿轮前端安装有驱动带轮,驱动带轮通过皮条与下侧从动带轮连接,具体工作时,从动带轮通过驱动带轮带动驱动齿轮转动,驱动齿轮通过圆柱板带动保型机构和牵引机构进行转动,保型机构和牵引机构与凸轮柱配合,实现间歇夹紧的功能,从而避免压片后的橡胶出现回弹的现象。
[0015]
所述的伸张机构包括电动推杆、下压板、伸张辊、复位弹簧、齿条支链、支撑板、旋转板、调节齿轮和卡紧支链,所述的电动推杆安装在压片框上壁下端面上,电动推杆的输出端安装有下压板,下压板下端通过轴承前后对称连接有旋转架,旋转架下端通过轴承连接有伸张辊,旋转架外端与下压板之间对称连接有复位弹簧,下压板下端面左侧安装有齿条支链,下压板下方设置有支撑板,支撑板安装在压片框侧壁内端面上,支撑板中部通过轴承连接有旋转板,旋转板与支撑板之间连接有辅助弹簧,旋转板后端面左侧安装有调节齿轮,调节齿轮与齿条支链啮合,旋转板右端面设置有卡槽,卡槽通过卡接配合的方式连接有卡紧支链,卡紧支链安装在支撑板上,具体工作时,人工启动电动推杆,电动推杆通过下压板带动伸张辊对橡胶进行伸张处理,之后,下压板通过齿条支链带动旋转板进行旋转,从而避免对橡胶移动造成影响。
[0016]
优选的,所述的保型机构包括保型杆、弧形板和支撑弹簧,所述的保型杆通过滑动配合的方式与圆柱板连接,保型杆外端安装有弧形板,保型杆外表面内侧设置有挡板,挡板与圆柱板之间连接有支撑弹簧,保型杆内端设置有滑珠,滑珠与凸轮柱滑动连接,具体工作时,保型杆与凸轮柱配合带动弧形板对橡胶进行挤压,从而实现保型的功能。
[0017]
优选的,所述的牵引机构包括牵引杆、牵引板、牵引柱和牵引弹簧,所述的牵引杆通过滑动配合的方式与圆柱板连接,牵引杆下端安装有牵引板,牵引板下端面均匀安装有牵引柱,牵引板与圆柱板之间连接有牵引弹簧,牵引杆上端设置有滚球,滚球与凸轮柱滑动连接,具体工作时,牵引杆与凸轮柱配合通过牵引板带动牵引柱对橡胶进行牵引,从而实现牵引的功能。
[0018]
优选的,所述的齿条支链包括齿条杆、滑动齿和顶升弹簧,所述的齿条干安装在下压板下端面上,齿条杆中部通过滑动配合的方式均匀连接有滑动齿,滑动齿与齿条杆之间
连接有顶升弹簧,滑动齿与调节齿轮啮合,具体工作时,齿条杆下降时,滑动齿受力收缩,齿条杆上升时,滑动齿带动调节齿轮转动。
[0019]
优选的,所述的卡紧支链包括安装柱、卡紧块、连接弹簧、卡接块和卡紧弹簧,所述的安装柱放置在支撑板上,安装柱中部通过滑动配合的方式左右对称连接有卡紧块,卡紧块之间连接有连接弹簧,卡紧块下端均匀设置有滚珠,卡紧块内端通过钢丝绳连接有卡接块,卡接块与支撑板滑动连接,卡接块与支撑板之间连接有卡紧弹簧,卡接块与卡槽卡接配合,具体工作时,下压板上升时,安装柱带动卡紧块上升,连接弹簧的弹力大于卡紧弹簧,卡紧块通过钢丝绳带动卡接块运动,之后,卡紧块受力收缩,安装柱复位。
[0020]
优选的,所述的下压板下端面右侧设置有阶梯圆柱槽,阶梯圆柱槽与卡紧支链卡接配合,具体工作时,阶梯圆柱槽带动卡紧支链运动,解除对旋转板的限位。
[0021]
优选的,所述的圆柱板外表面前端均匀设置有轮齿,轮齿与驱动齿轮啮合,具体工作时,轮齿与驱动齿轮啮合,实现传动的功能。
[0022]
(三)有益效果
[0023]
1.本发明提供的环保橡胶生产制备方法,所采用的压片装置在压片过程中可以对体积较大的橡胶进行预压处理,并且在压片时可以对橡胶进行伸张处理,从而扩大了压片的面积,避免压片后的橡胶出现厚度较大的现象,从而提高了橡胶压片的效果;
[0024]
2.本发明提供的环保橡胶生产制备方法,所采用的保型装置可以对压片后的橡胶进行定型处理,避免压片后的橡胶出现回弹的现象,从而降低了橡胶压片的次数,提高了压片的效率。
附图说明
[0025]
下面结合附图和实施例对本发明进一步说明。
[0026]
图1是本发明的工艺流程图;
[0027]
图2是本发明的主视图;
[0028]
图3是本发明的左视图;
[0029]
图4是本发明图3中a-a的剖视图;
[0030]
图5是本发明图3中b-b的剖视图;
[0031]
图6是本发明图5中n向的放大图;
[0032]
图7是本发明图5中x向的放大图。
具体实施方式
[0033]
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
[0034]
如图1至图7所示,为了实现上述目的,本发明采用以下技术方案,一种环保橡胶生产制备方法,其使用了一种环保橡胶生产制备设备,该环保橡胶生产制备设备包括底板1、压片装置2和保型装置3,采用环保橡胶生产制备设备对环保橡胶进行压片时具体方法如下:
[0035]
s1、设备检测:在设备使用前,通过人工的方式对设备进行常规检测;
[0036]
s2、橡胶放置:通过人工的方式将块状橡胶放置在压片装置2内;
[0037]
s3、压片处理:人工启动压片装置2,压片装置2对块状橡胶进行压片处理,之后,保型装置3对压片成型的橡胶进行保型处理;
[0038]
s4、收集入库:人工将步骤s3压片处理后的橡胶进行回收入库。
[0039]
底板1上端安装有压片装置2,压片装置2右侧设置有保型装置3,保型装置3安装在底板1上。
[0040]
所述的压片装置2包括压片框21、洒水管22、压平辊23、伸张机构24、定型辊25、主动带轮26、从动带轮27、传动齿轮28和驱动电机29,所述的底板1上端安装有压片框21,压片框21左端壁上安装有洒水管22,洒水管22右侧设置上下对称设置有压平辊23,压平辊23通过轴承与压片框21侧壁内端面连接,压平辊23位于压片框21内部,压平辊23右侧设置有伸张机构24,伸张机构24安装在压片框21上壁下端面上,伸张机构24右侧上下对称设置有定型辊25,定型辊25通过轴承与压片框21侧壁内端面连接,压平辊23前端安装有主动带轮26,主动带轮26右侧设置有从动带轮27,从动带轮27安装在定型辊25前端面上,从动带轮27与主动带轮26之间通过皮带连接,主动带轮26前端安装有传动齿轮28,传动齿轮28之间啮合,下侧的传动齿轮28前端连接有驱动电机29,驱动电机29安装在底板1上,具体工作时,首先,通过人工的方式间歇启动驱动电机29,驱动电机29通过主动带轮26带动压平辊23进行转动,同时,从动带轮27带动定型辊25进行转动,之后,通过人工的方式将橡胶放置在压平辊23上,压平辊23对橡胶进行预压处理,最后,人工启动伸张机构24,伸张机构24对对橡胶进行伸张处理,从而扩大了压片的面积,定型辊25对压平后的橡胶进行定型处理。
[0041]
所述的伸张机构24包括电动推杆241、下压板242、伸张辊243、复位弹簧244、齿条支链245、支撑板246、旋转板247、调节齿轮248和卡紧支链249,所述的电动推杆241安装在压片框21上壁下端面上,电动推杆241的输出端安装有下压板242,下压板242下端通过轴承前后对称连接有旋转架,旋转架下端通过轴承连接有伸张辊243,旋转架外端与下压板242之间对称连接有复位弹簧244,下压板242下端面左侧安装有齿条支链245,下压板242下方设置有支撑板246,支撑板246安装在压片框21侧壁内端面上,支撑板246中部通过轴承连接有旋转板247,旋转板247与支撑板246之间连接有辅助弹簧,旋转板247后端面左侧安装有调节齿轮248,调节齿轮248与齿条支链245啮合,旋转板247右端面设置有卡槽,卡槽通过卡接配合的方式连接有卡紧支链249,卡紧支链249安装在支撑板246上,具体工作时,人工启动电动推杆241,电动推杆241通过下压板242带动伸张辊243对橡胶进行伸张处理,之后,下压板242通过齿条支链245带动旋转板247进行旋转,从而避免对橡胶移动造成影响。
[0042]
所述的下压板242下端面右侧设置有阶梯圆柱槽,阶梯圆柱槽与卡紧支链249卡接配合,具体工作时,阶梯圆柱槽带动卡紧支链249运动,解除对旋转板247的限位。
[0043]
所述的齿条支链245包括齿条杆2451、滑动齿2452和顶升弹簧2453,所述的齿条干安装在下压板242下端面上,齿条杆2451中部通过滑动配合的方式均匀连接有滑动齿2452,滑动齿2452与齿条杆2451之间连接有顶升弹簧2453,滑动齿2452与调节齿轮248啮合,具体工作时,齿条杆2451下降时,滑动齿2452受力收缩,齿条杆2451上升时,滑动齿2452带动调节齿轮248转动。
[0044]
所述的卡紧支链249包括安装柱2491、卡紧块2492、连接弹簧2493、卡接块2494和卡紧弹簧2495,所述的安装柱2491放置在支撑板246上,安装柱2491中部通过滑动配合的方式左右对称连接有卡紧块2492,卡紧块2492之间连接有连接弹簧2493,卡紧块2492下端均
匀设置有滚珠,卡紧块2492内端通过钢丝绳连接有卡接块2494,卡接块2494与支撑板246滑动连接,卡接块2494与支撑板246之间连接有卡紧弹簧2495,卡接块2494与卡槽卡接配合,具体工作时,下压板242上升时,安装柱2491带动卡紧块2492上升,连接弹簧2493的弹力大于卡紧弹簧2495,卡紧块2492通过钢丝绳带动卡接块2494运动,之后,卡紧块2492受力收缩,安装柱2491复位。
[0045]
所述的保型装置3包括保型框31、支撑架32、连接板33、凸轮柱34、圆柱板35、保型机构36、牵引机构37、驱动齿轮38和驱动带轮39,所述的保型框31通过支撑柱安装在底板1上,保型框31侧壁上均匀设置有滑辊,保型框31下方设置有支撑架32,支撑架32安装在底板1上,支撑架32呈u型结构,支撑架32上前后对称安装有连接板33,连接板33之间安装有凸轮柱34,连接板33与保型框31之间通过滑动配合的方式连接有圆柱板35,圆柱板35中部通过滑动配合的方式均匀连接有保型机构36,圆柱板35侧壁下端通过滑动配合的方式连接有牵引机构37,保型框31前端面通过轴承连接有驱动齿轮38,驱动齿轮38与圆柱板35齿轮啮合,驱动齿轮38前端安装有驱动带轮39,驱动带轮39通过皮条与下侧从动带轮27连接,具体工作时,从动带轮27通过驱动带轮39带动驱动齿轮38转动,驱动齿轮38通过圆柱板35带动保型机构36和牵引机构37进行转动,保型机构36和牵引机构37与凸轮柱34配合,实现间歇夹紧的功能,从而避免压片后的橡胶出现回弹的现象。
[0046]
所述的圆柱板35外表面前端均匀设置有轮齿,轮齿与驱动齿轮38啮合,具体工作时,轮齿与驱动齿轮38啮合,实现传动的功能。
[0047]
所述的保型机构36包括保型杆361、弧形板362和支撑弹簧363,所述的保型杆361通过滑动配合的方式与圆柱板35连接,保型杆361外端安装有弧形板362,保型杆361外表面内侧设置有挡板,挡板与圆柱板35之间连接有支撑弹簧363,保型杆361内端设置有滑珠,滑珠与凸轮柱34滑动连接,具体工作时,保型杆361与凸轮柱34配合带动弧形板362对橡胶进行挤压,从而实现保型的功能。
[0048]
所述的牵引机构37包括牵引杆371、牵引板372、牵引柱373和牵引弹簧374,所述的牵引杆371通过滑动配合的方式与圆柱板35连接,牵引杆371下端安装有牵引板372,牵引板372下端面均匀安装有牵引柱373,牵引板372与圆柱板35之间连接有牵引弹簧374,牵引杆371上端设置有滚球,滚球与凸轮柱34滑动连接,具体工作时,牵引杆371与凸轮柱34配合通过牵引板372带动牵引柱373对橡胶进行牵引,从而实现牵引的功能。
[0049]
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1