用于制造板材的方法、板材及具有板材的家具与流程
1.本发明涉及家具领域,具体涉及一种用于制造板材的方法、板材及具有板材的家具。
背景技术:
2.随着人民生活的物质文化需求增高,对家居产品的要求也越来越高。消费者逐渐倾向于选择功能性强、稳固性高同时又兼具良好外形的家居产品。而现有的家具,不少为了追求流畅的外形而选择采用吸塑工艺来制造板材,但现有的吸塑工艺需要在完成吸塑后脱模,仅保留塑料板材,这样的设置可能使得最终得到的板材的强度不够,无法满足使用者对于家具强度的需求。
3.因此,需要提供一种用于制造板材的方法、板材及具有板材的家具,以至少部分地解决上述问题。
技术实现要素:
4.本发明的主要目的是提供一种用于制造板材的方法、板材及具有板材的家具。本发明所提供的制造板材的方法,能够较为高效、简易地实现在塑料板材内包覆边框的制作工艺,使得吸塑制成的板材既具有流畅的外形,又能够具有较好的强度。在后续使用中,板材不容易发生形变,从而能够延长板材的使用寿命。
5.本发明的第一方面提供一种用于制造板材的方法,所述板材为由横向方向和纵向方向限定的板状结构,所述板材包括边框和包覆所述边框的塑料板材,所述方法包括以下步骤:将所述边框放置到形状与所述边框的形状相匹配的模具的顶部上,其中所述边框的外缘上形成有沿成形板材的延伸方向向外突出于所述模具的突出部;将塑料坯料板放置到安装有所述边框的所述模具的顶表面上,并沿垂直于所述板材延伸方向的方向施加吸力从而利用吸塑工艺使所述塑料坯料板成型,使得所述塑料坯料板包覆在边框和模具上;使所述模具沿垂直于所述板材延伸方向的方向移动以脱离所述边框和所述塑料坯料板;对所述塑料坯料板剪切修边,使得至少保证修边后的塑料坯料板包覆所述边框的所述突出部,从而确保将所述边框嵌置在修边后的塑料坯料板内。
6.在一种实施方式中,所述模具的底部边缘处设置有围绕所述模具的本体的台阶,所述边框被构造为能够围绕所述模具的本体适配地搭置在所述台阶上。
7.在一种实施方式中,所述模具的顶表面为凹凸不平的表面,从而使得吸塑成型的所述塑料坯料板在对应位置形成为波浪形。
8.在一种实施方式中,所述模具为由所述横向方向和纵向方向限定的矩形,所述模具的顶面形成有在所述纵向方向上间隔排布并分别沿所述横向方向延伸的多个凸起棱,从而使得制得的板材的顶表面形成为所述凹凸不平的表面。
9.在一种实施方式中,所述模具的顶表面为波浪形圆滑曲面,从而使得制得的板材的顶表面也形成为波浪形圆滑曲面。
10.在一种实施方式中,所述修边步骤包括:沿切割痕迹将所述塑料坯料板切割,所述切割痕迹位于所述塑料坯料板的贴合在所述突出部的底表面的部分上。
11.在一种实施方式中,所述修边步骤包括:沿切割痕迹将所述塑料坯料板切割,所述切割痕迹位于所述塑料坯料板的位于所述突出部的下方并和用于与所述边框的外侧壁贴合的部分上。
12.在一种实施方式中,所述边框的内表面设置有从边框的顶壁垂直向下延伸的内壁,所述方法还包括:在所述修边步骤之后,将所述内壁的下端向外并向上卷起,从而遮挡住所述塑料坯料板的切割痕迹。
13.在一种实施方式中,所述方法包括:选取金属边框作为所述边框;选取聚丙烯板作为所述塑料坯料板;通过真空吸塑方式将所述塑料坯料板吸塑成型。
14.根据本发明的第二方面,提供了一种由根据上述方案中任意一项所述的方法制成的板材,所述板材包括塑料板材和边框,所述塑料板材被吸塑成型并将所述边框包覆在内。
15.根据本发明的第三方面,提供了一种家具,所述家具包括如上述方案所述的板材。
16.在一种实施方式中,所述家具为箱子,所述板材为所述箱子的侧壁的至少一部分。
17.在一种实施方式中,所述塑料板材被吸塑成型为具有波浪形圆滑曲面,所述家具为椅子,所述板材形成为所述椅子的椅座。
18.根据本发明所提供的制造板材的方法,能够在吸塑完成之后将金属框架保留在塑料板材内,使得吸塑制成的板材既具有流畅的外形,又能够具有较好的强度。在后续使用中,板材不容易发生形变,从而能够延长板材的使用寿命。
附图说明
19.为了更好地理解本发明的上述及其他目的、特征、优点和功能,可以参考附图中所示的优选实施方式。附图中相同的附图标记指代相同的部件。本领域技术人员应该理解,附图旨在示意性地阐明本发明的优选实施方式,对本发明的范围没有任何限制作用,图中各个部件并非按比例绘制。
20.图1、图2、图3a、图4、图5a、图6a是根据本发明的第一实施方式的制造板材的方法中依次进行的几个步骤的示意图;
21.图3b是图3a中的沿a-a线截取的截面图;
22.图3c是图3b中的b部分的局部放大图;
23.图5b是图5a中的纵向端部处的局部放大图;
24.图6b是图6a中的沿d-d线截取的截面图;
25.图6c是图6b中的e部分的局部放大图;
26.图7是根据本发明的第一实施方式中的家具的示意图;
27.图8、图9、图10a、图11a、图11b、图12a、图13a是根据本发明的第二实施方式的制造板材的方法中依次进行的几个步骤的示意图;
28.图10b是图10a的沿f-f线截取的截面图;
29.图10c是图10b的g部分的局部放大图;
30.图11b是图11a的沿h-h线截取的截面图;
31.图11c是图11b的i部分的局部放大图;
32.图12b是图12a的沿j-j线截取的截面图;
33.图12c是图12b中的k部分的局部放大图;
34.图13b是图13a中的沿l-l线截取的截面图;
35.图13c是图13b中的m部分的局部放大图;
36.图14、图15、图16a、图17a、图18a是根据本发明的第二实施方式的制造板材的方法中依次进行的几个步骤的示意图;
37.图16b是图16a的沿n-n线截取的截面图;
38.图16c是图16b中的o部分的局部放大图;
39.图17b是沿图17a中的沿p-p线截取的截面图;
40.图17c是图17b中的q部分的局部放大图;
41.图18b是图18a中的沿r-r线截取的截面图;
42.图18c是图18b中的s部分的局部放大图;
43.图19是根据本发明的第三实施方式中的家具的示意图。
具体实施方式
44.现在参考附图,详细描述本发明的具体实施方式。这里所描述的仅仅是根据本发明的优选实施方式,本领域技术人员可以在所述优选实施方式的基础上想到能够实现本发明的其他方式,所述其他方式同样落入本发明的范围。
45.本发明提供一种用于制造板材的方法、板材及具有板材的家具。图1-图7示出了根据本发明的第一实施方式;图8-图13c示出了根据本发明的第二实施方式;图14-图19示出了根据本发明的第三实施方式。需要首先说明的是,本文所提到的“塑料坯料板”和“塑料板材”为同一部件在不同工艺阶段的名称,在制程中其被称为“塑料坯料板”,在最终成型的板材中其被称为“塑料板材”。并且,本文所提到的方向性术语仅为示例性描述而非限制性,本文所提到的方向术语可以参考附图中所示的方向进行理解。
46.下面首先参考图1-图7,对根据本发明的第一实施方式进行描述。图1、图2、图3a、图4、图5a、图6a示出了第一实施方式中制造板材的方法中依次进行的几个步骤。
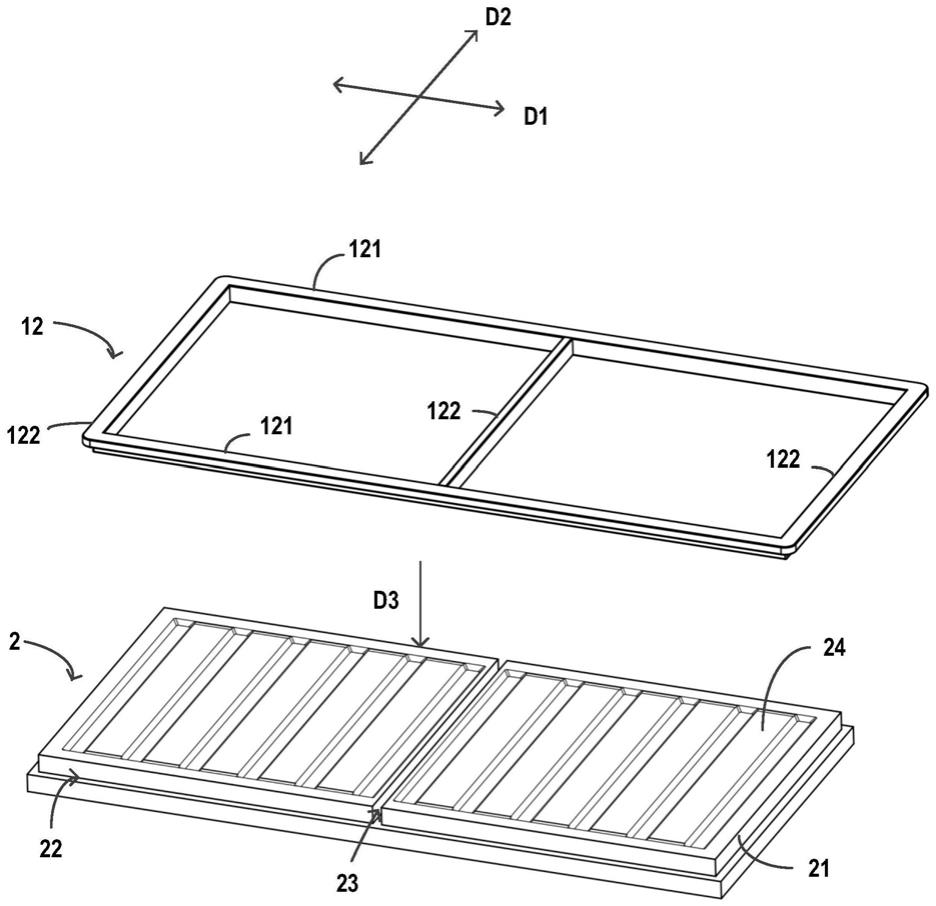
47.首先,参考图1,本实施方式所要制造的板材1(板材1的成品在图7中示出)包括边框12,边框12形成为大致矩形,边框12具有三个沿横向方向d2延伸的横向梁122和两个沿纵向方向d1延伸的纵向梁121。最终制成的板材1的大致形状会与边框12形状类似,即制成的板材1也大致形成为由横向方向d2和纵向方向d1限定的板状结构,那么垂直于板材1的延伸方向的方向大致可以被理解为是图 1中所示的第三方向d3,第三方向d3既垂直于横向方向d2,又垂直于纵向方向d1。
48.在图1所示的步骤中,首先将所述边框12放置到形状与所述边框12的形状相匹配的模具2的顶部上。优选地,所述模具2的底部边缘处设置有围绕所述模具2的本体21的台阶部22,所述边框12 被构造为能够围绕所述模具2的本体21适配地搭置在所述台阶部22 上。并且,模具2的本体21在纵向方向d1的中间位置处还设置有缝隙23,以用于适配地容纳边框12的中心处的横向梁122。这样的设置使得边框12能够契合地嵌置在模具2上,从而和模具2形成为一个可分离的整体。
49.同样优选地,模具2的顶表面形成有在所述纵向方向d1上间隔排布并分别沿所述
横向方向d2延伸的多个凸起棱54,其作用将在后文详细描述。
50.参考图2,在将边框12安装在模具2顶部之后,下一步是将塑料坯料板11放置到安装有所述边框12的所述模具2的顶表面上。塑料坯料板11例如可以为聚丙烯板。
51.如图3a所示,下一步沿垂直于所述板材1延伸方向的方向,即沿第三方向d3施加吸力(例如通过真空吸塑的方式)从而利用吸塑工艺使所述塑料坯料板11成型,使得所述塑料坯料板11包覆在边框 12和模具2上,以使得能够如图3a-图3c所示,边框12和模具2 的组合的顶表面和侧表面均和塑料坯料板11紧密贴合。由于模具2 的顶表面为凹部不平的表面,在模具2上吸塑成型的塑料坯料板11 也形成为凹凸不平的形状。这样的设置是因为吸塑步骤是热加工,而脱模后塑料坯料板11冷却之后会发生收缩,而如果此时塑料坯料板 11上具有这样的凹凸纹路,那么这些凹凸的部分能够弥补塑料坯料板 11的收缩量,使得冷却收缩后的塑料坯料板11能够更加紧密地包覆在边框12外。
52.边框12和模具2的组合和塑料坯料板11紧密贴合的更详细的示意图在图3b和图3c中示出。
53.从图3c中可以看到边框12的边缘设置有突出部123,突出部123 沿平行于板材1的延伸方向突出于模具2。在如图3c所示的截面图中突出部是沿纵向方向d1突出于模具2的,但可以理解边框12的纵向梁121上也可以设置沿横向方向d2突出于模具2的突出部。吸塑步骤之后的塑料坯料板11将突出部123包覆在内,塑料坯料板11和突出部123的顶表面、侧表面和底表面均紧紧贴合,突出部123被嵌置在塑料坯料板11内而无法从塑料坯料板11内脱离。可以理解,本文所提到的突出部的朝外表面指的是突出部的朝向外侧的表面,其包括了突出部的底表面和侧表面。
54.图4示出了下一个步骤。在图4中所示的步骤中,使所述模具2 沿垂直于所述板材1延伸方向的方向移动(具体是沿第三方向d3向下移动)以脱离所述边框12和所述塑料坯料板11。而由于边框12 的突出部123嵌置在塑料坯料板11中,所以边框12不会从塑料坯料板11处脱落。
55.脱模后的塑料坯料板11的示意图在图5a和图5b中示出。尤其参考图5b,可以看到塑料坯料板11包覆突出部123的顶表面和底表面,从而在第三方向d3上将边框12限制为无法相对于塑料坯料板 11移动。而由于边框12和塑料坯料板11的整体配合关系,边框12 在横向方向d2和纵向方向d1上也无法相对于塑料坯料板11移动。所以边框12无法从塑料坯料板11中取出,此时塑料坯料板11已经和边框12形成为一个不可分割的整体。
56.下一个步骤是对所述塑料坯料板11剪切修边,使得至少保证修边后的塑料坯料板11包覆所述边框12的所述突出部123,从而确保将所述边框12嵌置在塑料坯料板11内。在修边步骤完成之后将得到制备完成的板材1。图6a至图6c示出了制备完成的板材1的详细示图。
57.所述修边步骤包括:沿切割痕迹112将所述塑料坯料板11切割,如图6c所示,所述切割痕迹112可以位于所述塑料坯料板11的贴合在所述突出部123的底表面的部分上。这样的设置使得塑料板材(即最终成型后的塑料坯料板11)包括位于边框12的突出部123的底侧的部分,这一部分能够对突出部123起到支撑和限位作用,从而避免边框12相对于塑料板材1脱落。
58.如上所述步骤制成的板材1可以应用于例如图7所示的箱子3上,板材1可以形成为
箱子3的侧壁。
59.图8至图13c示出了根据本发明的第二实施方式。第二实施方式和第一实施方式类似,为了简洁,对于第二实施方式的和第一实施方式相同或相似的部分便不再赘述。
60.图8示出了第二实施方式中的制造板材4的方法中的第一个步骤:将所述边框42沿第三方向d3向下放置到形状与所述边框42的形状相匹配的模具5的顶部上。边框42包括两个纵向梁421和三个横向梁422。不同于第一实施方式,第二实施方式中的模具5不设置台阶部,边框42配合地围绕在模具5的周围,而由于边框42具有在纵向方向d1上的中间位置处的横向梁422,而模具5具有和横向梁 422对应的缝隙53,该中间位置处的横向梁422能够嵌入模具5的缝隙53内,从而使得边框42和模具5适配为一个可分离的整体。模具 5的顶表面设置有多个凸起棱54。
61.图9和图10a依次示出了下一步骤:将塑料坯料板41放置到安装有所述边框42的所述模具5的顶表面上,并沿垂直于所述板材4 延伸方向的方向施加吸力从而利用吸塑工艺使所述塑料坯料板41成型,使得所述塑料坯料板41包覆在边框42和模具5上。
62.图10b和图10c示出了图10a中的详细示图。从图10c中可以看到,边框42具有沿平行于板材4的延伸方向相对于模具5向外突出的突出部423,吸塑成型后的塑料坯料板41紧紧包覆突出部423,从而使得边框42相对于塑料坯料板41固定。并且,在本实施方式中,边框42的内壁424的顶端和突出部423固定在一起,而内壁424的底端自由。
63.图11a示出了将模具5沿第三方向d3向下脱离塑料坯料板41 和边框42的步骤,图11b和图11c示出了脱模后的塑料坯料板41 和边框42的详细示意图。从图11c中可以看到,边框42的突出部 423被限定在塑料坯料板41内,从而使得边框42无法脱离塑料坯料板41。并且,在脱模之后,边框42的内壁424的自由端不和其他任何部件接触。
64.在脱模之后将进行修边步骤,图12a-图12c示出了修边后的塑料坯料板41和模具5。参考图12c,修边时的切割痕迹412为塑料坯料板41的位于突出部423的下方并和用于与所述边框42的外侧壁贴合的部分上。此时边框42的内壁424的自由端向下突出于塑料坯料板41的切割痕迹412。
65.优选地,参考图13a-图13c,在修边之后将进行如下操作:将所述内壁424的自由端向外并向上卷起,从而遮挡住所述塑料坯料板41 的切割痕迹412。参考图13c,塑料坯料板41依然包覆边框42的突出部423,而边框42的内壁424向外并向上卷起从而遮盖住塑料坯料板41的切割痕迹412。这样的设置使得板材4能够具有较好的外形特点,并且在使用中使用者不容易将塑料坯料板41从其切割痕迹412 处将其剥离边框42,因而能够进一步保证边框42和塑料坯料板41 的连接牢固性。并且,边框42的卷边将塑料坯料板41的切割痕迹412 遮挡在内,切割痕迹412也不容易划伤使用者,因而产品具有较高的安全系数。
66.图14至图18c示出了根据本发明的第三实施方式。第三实施方式和第一实施方式类似,为了简洁,对于第三实施方式的和第一实施方式相同或相似的部分便不再赘述。
67.图14示出了第三实施方式中制造板材7(板材7的成品在图19 中示出)的方法的第一步:将所述边框72放置到形状与所述边框72 的形状相匹配的模具8的顶部上。边框72具有两个纵向梁721和两个横向梁722,模具8的边缘设置有围绕模具8的本体81的台阶部 82,边框72能够搭置在台阶部82上。
68.图15、图16a依次示出了接下来的步骤:将塑料坯料板71放置到安装有所述边框72
的所述模具8的顶表面上,并沿垂直于所述板材7延伸方向的方向施加吸力从而利用吸塑工艺使所述塑料坯料板 71成型,使得所述塑料坯料板71包覆在边框72和模具8上。
69.吸塑步骤之后的塑料坯料板71、边框72和模具8的组合示意图在图16b和图16c中示出,参考图16c,可以看到塑料坯料板71紧贴边框72、模具8的组合的顶表面和侧表面以将其包覆在内。本实施方式中的边框72的突出部723的截面形成为圆弧形,因而可以理解突出部723不具有棱角,因而具有较好的触摸手感。吸塑成型的塑料坯料板71紧贴突出部723以将具有突出部723的边框72限定在内。
70.图17a示出了将模具8沿第三方向d3向下脱离塑料坯料板71 和边框72的步骤,图17b和图17c示出了脱模后的塑料坯料板71 和边框72的详细示意图。从图17c中可以看到,边框72的突出部 723被限定在塑料坯料板71内,从而使得边框72无法脱离塑料坯料板71。
71.在脱模之后将进行修边步骤,图18a-图18c示出了修边后的塑料坯料板71和模具8。参考图18c,修边时的切割痕迹712为塑料坯料板71的位于突出部723的下方并和用于与所述边框72的外侧壁贴合的部分上,使得至少保证修边后的塑料坯料板71包覆所述边框72 的所述突出部723,从而确保将所述边框72嵌置在塑料坯料板71内。
72.在第三实施方式中,模具8的顶表面为波浪形圆滑曲面,从而使得制得的板材7的顶表面也形成为波浪形圆滑曲面。
73.图19示出了第三实施方式所提供的方法制造出的板材7能够应用于的家具,该家具可以为椅子9,板材7可以为椅座。
74.本发明所提供的本发明所提供的制造板材的方法,能够在吸塑完成之后将金属框架保留在塑料板材内,使得吸塑制成的板材既具有流畅的外形,又能够具有较好的强度。在后续使用中,板材不容易发生形变,从而能够延长板材的使用寿命。
75.本发明的多种实施方式的以上描述出于描述的目的提供给相关领域的一个普通技术人员。不意图将本发明排他或局限于单个公开的实施方式。如上所述,以上教导的领域中的普通技术人员将明白本发明的多种替代和变型。因此,虽然具体描述了一些替代实施方式,本领域普通技术人员将明白或相对容易地开发其他实施方式。本发明旨在包括这里描述的本发明的所有替代、改型和变型,以及落入以上描述的本发明的精神和范围内的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1