塑料管件模具凸块式潜伏浇口的制作方法
1.本发明涉及一种塑料管件模具凸块式潜伏浇口,属于注塑模具领域。
背景技术:
2.采用注塑模具生产塑料管件,根据产品结构和外形分析,塑料管件模具的分型线都设置在塑料管件的中间位置,其进胶浇口都设置在分型线的下方。但在实际生产中,由于进胶浇口在分型线下方,熔融的塑料原料从浇口注入后,从两侧流入模腔的流程不相同,导致两股塑料原料不能同时到达交汇位置,生产一定的温差,在熔接时容易产生熔接痕,影响产品外观。
技术实现要素:
3.本发明的目的是为了克服已有技术的缺点,提供一种采用凸块借接方式,使浇口位置处在分型线上,利于熔接均匀,减少熔接痕,提高产品质量的塑料管件模具凸块式潜伏浇口。
4.本发明塑料管件模具凸块式潜伏浇口的技术方案是:包括模具型腔镶块和型芯镶块,型腔镶块中制有流道孔,其特征在于靠近流道孔的型腔镶块的分型线上设置凸块,凸块与流道孔之间设置型腔流道,凸块中设置潜伏浇口,在对应的型芯镶块上设置型芯流道和凹槽,凸块与凹槽相配合,型腔流道与型芯流道相配合,潜伏浇口与型腔流道(6)和型芯流道连通。
5.本发明的塑料管件模具凸块式潜伏浇口,主要特点是在型腔镶块的分型线上设置凸块,凸块中设置潜伏浇口,其优点是:当进胶浇口在模具的分型线上时,熔融的塑料原料进入后,均匀地向两侧(型腔侧和型芯侧)流动,最后再汇合在一起,其汇合处熔接均匀,熔接痕少,管件外形美观,提高产品质量和档次。
6.本发明的塑料管件模具凸块式潜伏浇口,所述的凸块与型腔镶块为一体设置或分体焊接设置,在加工时,需要对凸块进行淬火处理。所述的流道孔为斜流道孔,斜流道孔使熔融的塑料原料更容易流入潜伏浇口中。
附图说明
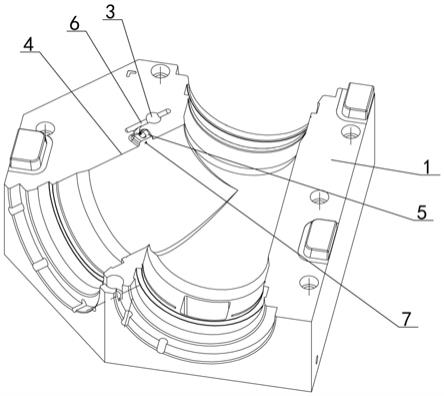
7.图1是本发明的塑料管件模具型腔镶块示意图;图2是本发明的塑料管件模具型芯镶块示意图;图3是本发明的塑料管件模具凸块式潜伏浇口结构示意图。
具体实施方式
8.本发明涉及一种塑料管件模具凸块式潜伏浇口,包括模具型腔镶块1和型芯镶块2,型腔镶块1中制有流道孔3,在靠近流道孔3的型腔镶块的分型线4上设置凸块5,凸块5与流道孔3之间设置型腔流道6,凸块中设置潜伏浇口7,在对应的型芯镶块2上设置型芯流道8
和凹槽9,凸块5与凹槽9相配合,型腔流道6与型芯流道8相配合,潜伏浇口7与型腔流道6和型芯流道8连通。本方案的主要特点是在型腔镶块的分型线4上设置凸块5,凸块中设置潜伏浇口7,其优点是:当进胶浇口在模具的分型线上时,熔融的塑料原料进入后,均匀地向两侧(型腔侧和型芯侧)流动,最后再汇合在一起,其汇合处熔接均匀,熔接痕少,管件外形美观,提高产品质量和档次。所述的凸块5与型腔镶块1为一体设置或分体焊接设置,在加工时,需要对凸块进行淬火处理。所述的流道孔3为斜流道孔,斜流道孔使熔融的塑料原料更容易流入潜伏浇口中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1